



Tak, odkręcasz te blaszki i wysuwasz spokojnie łożysko. U mnie wiercenie robił pancerniak, więc serią poszło w 10 min 12 sztukjacek-1210 pisze:czy do wiercenia i gwintowania pod śruby wyjmowałeś jakoś łożyska z obudów ?
Garażowe CNC plazma + wrzecionko A.D.2011 - 2013
-
 gaspar
gaspar
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 35
- Posty: 1705
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie
Tagi:


-
gaspar
- ELITA FORUM (min. 1000)
- Posty w temacie: 35
- Posty: 1705
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
Gwinty zrobione standardowo. M5 zwykły. (wiertło 4,2mm). W środku siedzi "robaczek" (wkręt dociskowy). Nie zauważyłem aby się chciały wykręcać pod wpływem wibracji. Nawet jak to się zdarzy to przecież można go dokręcić i skasować luz. Rozwiązanie takie mam w 2 maszynach i się sprawdza.Dudi1203 pisze:A moje pytanie odnośnie gwintów w tym rozwiązaniu
Ewentualnie można inaczej:
jako wkręt zastosować imbus m5 a na nim nakrętka. Wkręcamy imbusik z założoną na gwincie nakrętką aż skasujemy luz, po czym nakrętką kontrujemy śrubę. Tak miałem w pancerniaku i przez 6 lat nie musiałem nic kasować.
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie
-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
Ociepliło się, więc czas ruszać z dalszymi pracami. Trochę tego, trochę owego, obecnie jest to główna rama. Dobrym pomysłem było jednak zrobić ramę z 3 skręcanych części: przy takiej manufakturze jak moja, nawet bardzo-dokładne-super-precyzyjne cięcie profili szlifierką kątową to jedna wielka klapa. A na luzach takich połączeń można niejedno zwichrowanie wyprostować. W chwilach zwątpienia pocieszam się, że inni ludzie nie takie rzeczy w garażach budowali 
Rama powoli nabiera kształtów:

Mam nadzieję że spawy zniosą jeszcze niejeden mój nietypowy pomysł:


a tu dopiero będzie coś przyspawane:

godzina medytacji i mierzenia - 10 minut spawania; godzina medytacji i mierzenia - 10 minut spawania; godzina medytacji i mierzenia - 10 minut spawania .......
Rama powoli nabiera kształtów:
Mam nadzieję że spawy zniosą jeszcze niejeden mój nietypowy pomysł:
a tu dopiero będzie coś przyspawane:
godzina medytacji i mierzenia - 10 minut spawania; godzina medytacji i mierzenia - 10 minut spawania; godzina medytacji i mierzenia - 10 minut spawania .......
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ? 

")
-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
Te skośne wsporniki powinny usztywnić skrętnie ramę:

5 godzin kombinowania, mierzenia i docinania i 10 min spawania. Brrrrr. Gdyby projekt był robiony w jakimś programie CAD, to czy program mógłby rozrysować linie cięcia takich zakręconych wsporników ?
A dziś dalsze prace i wielkie wątpliwości czy ta moja maszyna będzie się nadawała do czegoś więcej niż tylko jeżdżenia tam i spowrotem . Kiedy zacząłem mierzyć belki Y wrócił powiew nadziei, ale wciąż nie jestem do końca przekonany że to skończę
. Kiedy zacząłem mierzyć belki Y wrócił powiew nadziei, ale wciąż nie jestem do końca przekonany że to skończę

wydaje mi się, że profile będą strasznie rezonować przy pracy
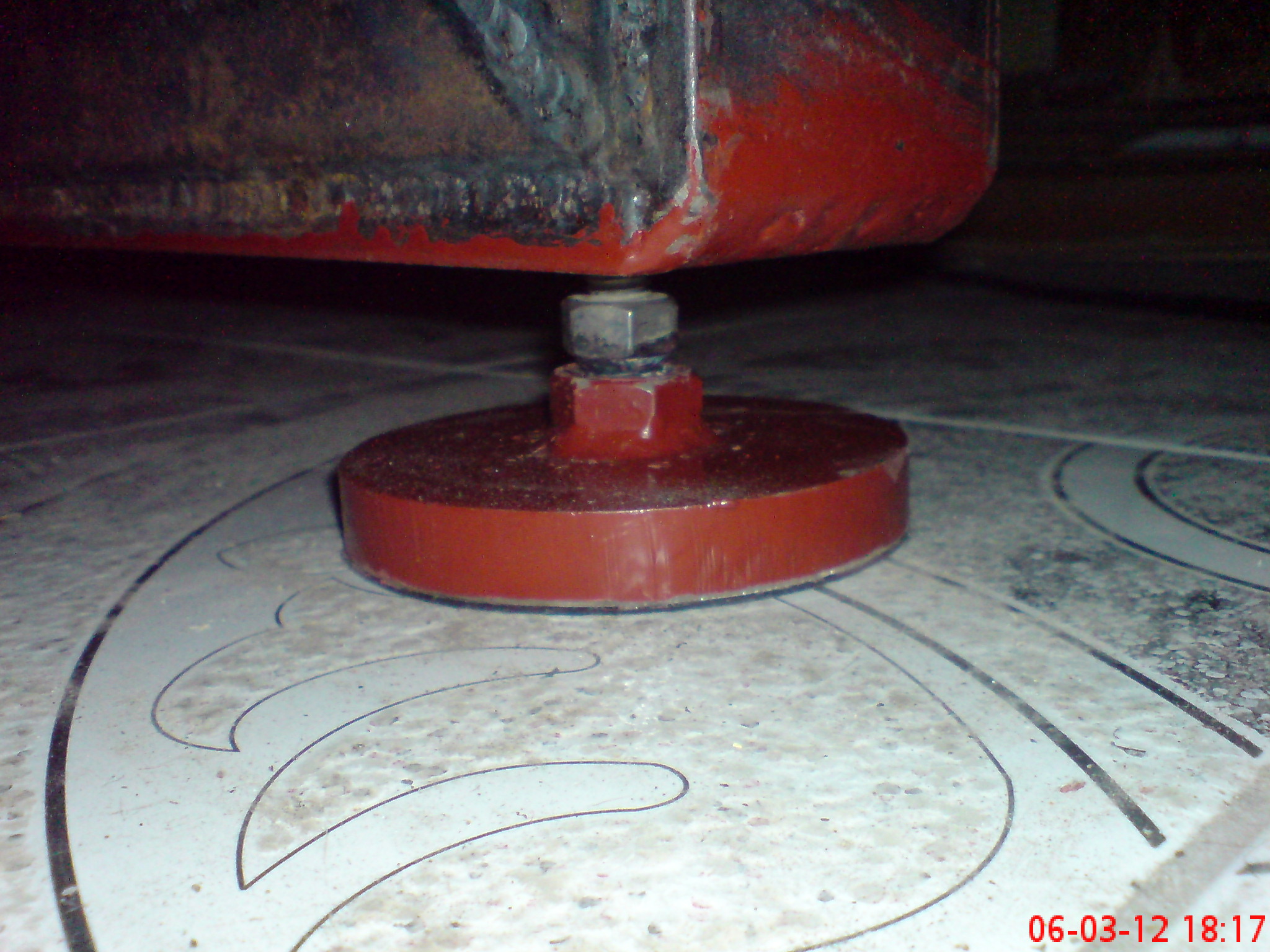
A to domowego chowu wibroizolator - z braku laku podklejony rowerową dętką
5 godzin kombinowania, mierzenia i docinania i 10 min spawania. Brrrrr. Gdyby projekt był robiony w jakimś programie CAD, to czy program mógłby rozrysować linie cięcia takich zakręconych wsporników ?
A dziś dalsze prace i wielkie wątpliwości czy ta moja maszyna będzie się nadawała do czegoś więcej niż tylko jeżdżenia tam i spowrotem
wydaje mi się, że profile będą strasznie rezonować przy pracy
A to domowego chowu wibroizolator - z braku laku podklejony rowerową dętką
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ?
-
Zbych07
- ELITA FORUM (min. 1000)
- Posty w temacie: 4
- Posty: 1474
- Rejestracja: 21 cze 2006, 23:26
- Lokalizacja: Pruszków
jacek-1210 pisze:godzina medytacji i mierzenia - 10 minut spawania; godzina medytacji i mierzenia - 10 minut spawania; godzina medytacji i mierzenia - 10 minut spawania .......
Miałem zadać pytanie: jak Kolega to robi że przy tej ilości spawania konstrukcja nie formuje się na kształt śmigła ?
- może relacja: krótki czas spawania / długi czas medytacji stanowi odpowiedź
Muszę poszukać : Kurs medytacji przy spawaniu
jacek-1210 pisze:wydaje mi się, że profile będą strasznie rezonować przy pracy
Wyjdzie w praniu
Jeśli dobrze pamiętam to w tej maszynce do kamienia w profilach znalazł się chyba suchy piasek - to powinno redukować drgania.
-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
W porządnej firmie, od medytacji to jest konstruktor i technolog, a spawacz jest od spawania i przeklinania obu wyżej wymienionych panów. U mnie moge jedynie skląć własną głupotę
Pociągnięcia od spawów -większe lub mniejsze- będą zawsze, ważne żeby były w miejscach gdzie nie bedą przeszkadzać lub w miejscach gdzie mogą pomóc lub w miejscach gdzie nie bedzie ich widać . Tak więc medytacje są istotną częścią amatorskiej konstrukcji... Patrząc na moją, największe krzywizny są nie od spawania, ale od operacji dokonywanych kątową szlifierką zamiast porządną frezarką
Jak wygląda moje spawanie ? Pomyslałem że jeśli tylko napiszę to nikt mi nie uwierzy, więc zdjęcia:
uchwyt skrzynki sterowniczej przygotowany do spawania :
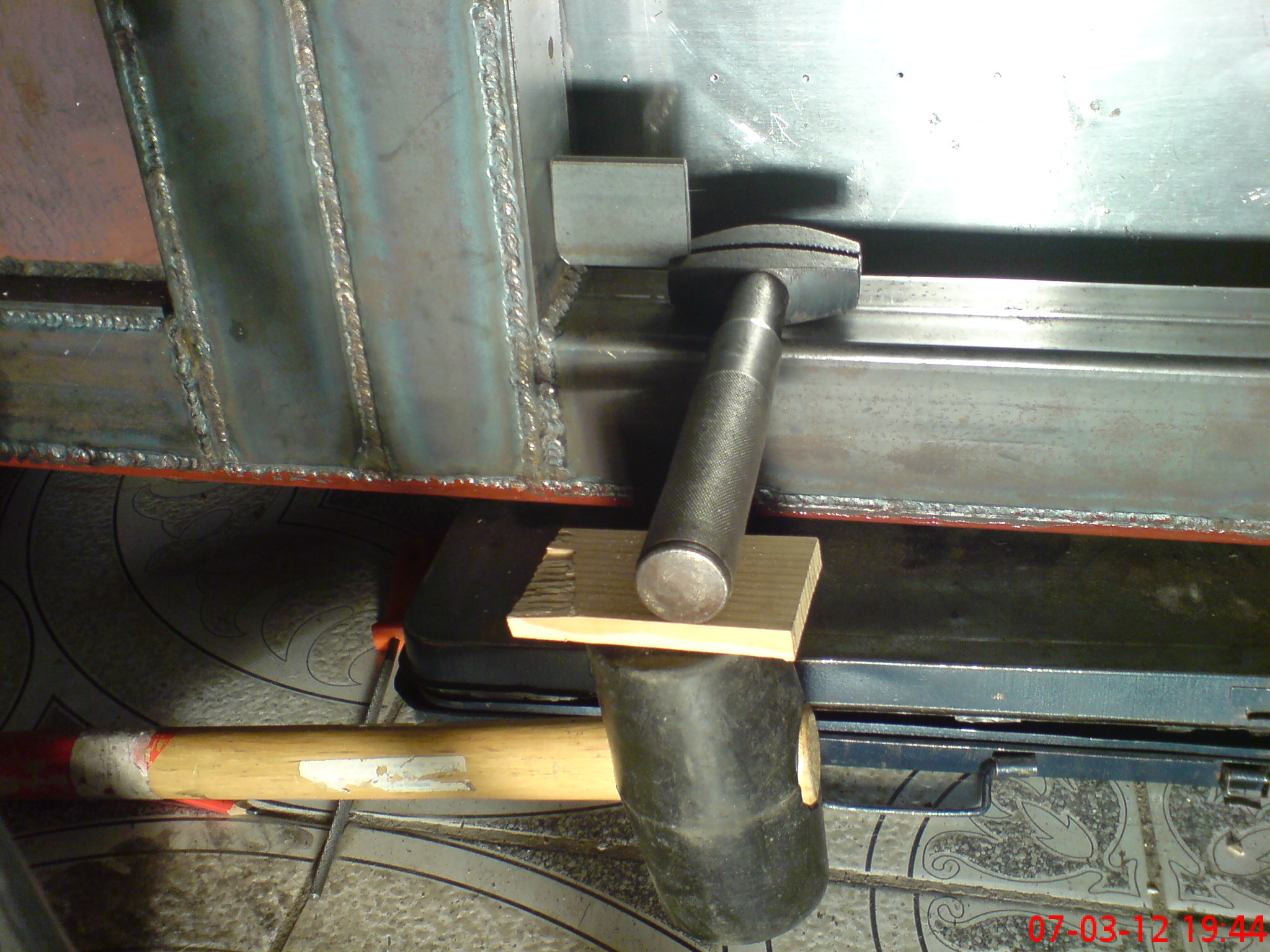
gumowy młotek, drewienko męczone przez mojego małego chłopaka i klucz francuski... Muszę przyznać, że póki co, tenże gumowy młotek był jedynym typem młotka uzywanego przy moich konstrukcyjnych pracach
A tutaj już przyspawany uchwyt:

Ja już nie marzę o super profesjonalnym stole marki Dremmeller - ja marzę o zwykłym, w miarę równym blaszanym stole, na którym mógłbym to swoje żelastwo spawać
To co na plus, to to, że używając jedynie szlifierki i spawarki, bez żadnych podkładek dystansowych, udało mi się -chyba trochę przypadkiem- scalić całość tak, że odchyłka równoległości mocowań pod belki Y mieści się w granicach zafalowań płaskownika, czyli ok. 1 mm:


żeby wzniecić w sobie choć trochę optymizmu, maznąłem ramę minią, zawsze to trochę do przodu i milej dla oka wygląda :

docelowo będzie chyba coś w... niebieskim odcieniu
Niestety, obawiałem się od początku długich nawisów uchwytów Y w tej nietypowej ramie i jak sprawdziłem, przy mocniejszym nacisku końce uchwytów Y doginają mi się ponad 0.1mm. Co będzie jak założę ciężkawą bramę i przy najeździe do końca ugnie mi się z 0.5-0.6mm ? Pewnie na końcach -czyli z przodu- bedę musiał zamontować jakieś wsporniki, ale z kolei psuje mi to koncepcję montażu ruchomego blatu
Znowu czekają mnie medytacje, medytacje, medytacje ...
[ Dodano: 2012-03-12, 23:11 ]
Dały mi do myślenia te ugięcia . Od początku obawiałem się tego, ale pomyślałem że w razie czego domontuję tam jakieś przykręcane wsporniki i będzie ok. Jeśli musiałbym wjechać czymś większym to je odkręcę, a do drewna czy miękkich materiałów to dokładność 0.3-0.5 mm wystarczy aż nadto. Ale... jak tak sobie czytam opinie innych i oglądam różne maszynki, to dochodzę do wniosku że może faktycznie i na mojej dałoby się jakoś obrabiać aluminium ? Nawet jeśli dokładności nie byłyby oszałamiające, to wiele mógłbym sobie dzięki temu zrobić. No i tak.. po obejrzeniu tej swojej konstrukcji stwierdziłem, że pole robocze wyjdzie do 1100mm i jest to całkiem duże pole, a drzwi to raczej na tym obrabiać nie będę. A jeśli mam wybierać pomiędzy ewentualną możliwością obróbki aluminium a rzeczonymi drzwiami, to wybieram aluminium . Stąd myśl, żeby ten wspornik nie był przykręcany, ale wmontowany na stałe. Ponieważ to powinien być w miarę solidny wspornik, a takiego nie kupię, pozostały inne rozwiązania. Rozmiar jest nieduży, więc obspawywanie cienkościennego profila jest mało sensowne, więc co może zrobić facet który lubi improwizować ? Np. może wymyślić sobie że potrzebny profil zrobi sobie sam . Od słowa do słowa:
4 płaskowniki 8 i 10mm (takie akurat były na składzie):

pierwsze przymiarki:

wstępnie poszczepiane:

pierwsza warstwa położona:

pospawany i już ostudzony "PROFIL" :



Efektywność cenowa i czasowa tego mojego wiekopomnego dokonania jest mizerna, ale w życiu trzeba sobie jakoś radzić... Nie wiem tylko, czy ten mój profil, to jest zimno- czy gorącowalcowany ?
Ech, mogłaby już ta moja maszyna ruszyć, mógłbym sobie wreszcie wypalić obudowę na chłodnicę do TIGa, wreszcie nie parzyłbym sobie ręki od uchwytu...
[ Dodano: 2012-03-13, 19:00 ]
Tu ciachnięty profil:

A tu zamontowany uchwyt, który przyda się kiedy w przyszłości lekko odurzony oparami denaturatu będę musiał na gwałt się czegoś przytrzymać

[ Dodano: 2012-03-14, 10:37 ]
Dla początkujących amatorów z ambicjami budowania pierwszej maszyny "do setki":

ten płaskownik (80x6) nie jest podparty jedynie na końcu na długości ok. 8-9cm i tę końcówkę, samymi rękami, jestem w stanie wygiąć o dobre 2 "dychy"
[ Dodano: 2012-03-15, 17:29 ]
Rama zyskała nowy wizerunek:

Coś dzieje się niedobrego z PW, ktoś do mnie pisał ale moje wiadomości nie przechodzą
[ Dodano: 2012-03-17, 16:29 ]
Kiedy tak popatrzyłem sobie i podumałem, niedługo będzie rocznica a ile jeszcze muszę pracy włożyć i że z 1500zł to pewnie okaże się że będzie za mało żeby dokończyć maszynkę, to miałem chęć siąść i zapłakać...
Chyba otworzyły mi się możliwości drobnego zarobkowania na tej maszynce -o ile faktyczne będzie działać- i traktuję ją poważniej pod względem inwestycyjnym, ale boję się że coś skopę, bo póki co nie mam doświadczenia w budowaniu czegoś takiego i choć w takiej sytuacji mogę jeszcze trochę dołożyć, to nie mogę ot tak sobie tej kasy po prostu przetracić. Dwa m-ce temu przygotowałem niezły komputer, poinstalowałem co potrzeba, ale nie testowałem. Dopiero teraz testowo zapiąłem do komputera elektronikę i okazało się, że silniki kręcą się całkiem ładnie, ale jitter przekracza wszelkie normy. Mam jeszcze drugi, "zresztowany", też nienajgorszy komputer, myślałem że w razie czego przyda się i cóż się okazuje ? Jitter taki sam jak na pierwszym..
Czas może byłby pomyśleć o czymś innym, np. PikoCNC bo tam jitter chyba nie gra roli (?), ale to kolejny wydatek a poza tym lubię linuxa
6 godzin dziś zleciało o niczym, ale wreszcie, za 4-tym podejściem, t.j. czwarty komputer nadaje się ! Akurat to jest taki komputerek który leżał sobie spokojnie w szafie 19" i cichutko mielił powietrze i bardzo niechętnie go stamtąd wyciągałem, ale cóż... wróciła nadzieja
Powoli muszę mysleć o wannie do plazmy i tu problem: nie wiem jaką grubość blachy dobrać do tej wanny ? Wysokość wanny będzie nieduża, ok. 8-10cm ale chcę nalać do niej wody. Sztywność blachy nie gra roli, bo mogę pousztywniać ją żebrami, chodzi tylko żebym jej dna nie przepalił . Plazma będzie nieduża bo max 40A, ale nie wiem jaka grubość blachy będzie bezpieczna ? 1.5-2mm wystarczy ? Każdy mm to niestety koszty i waga
. Plazma będzie nieduża bo max 40A, ale nie wiem jaka grubość blachy będzie bezpieczna ? 1.5-2mm wystarczy ? Każdy mm to niestety koszty i waga
Nie za dużo tych zdjęć powstawiałem ?
Pociągnięcia od spawów -większe lub mniejsze- będą zawsze, ważne żeby były w miejscach gdzie nie bedą przeszkadzać lub w miejscach gdzie mogą pomóc lub w miejscach gdzie nie bedzie ich widać
Jak wygląda moje spawanie ? Pomyslałem że jeśli tylko napiszę to nikt mi nie uwierzy, więc zdjęcia:
uchwyt skrzynki sterowniczej przygotowany do spawania
gumowy młotek, drewienko męczone przez mojego małego chłopaka i klucz francuski... Muszę przyznać, że póki co, tenże gumowy młotek był jedynym typem młotka uzywanego przy moich konstrukcyjnych pracach
A tutaj już przyspawany uchwyt:
Ja już nie marzę o super profesjonalnym stole marki Dremmeller - ja marzę o zwykłym, w miarę równym blaszanym stole, na którym mógłbym to swoje żelastwo spawać
To co na plus, to to, że używając jedynie szlifierki i spawarki, bez żadnych podkładek dystansowych, udało mi się -chyba trochę przypadkiem- scalić całość tak, że odchyłka równoległości mocowań pod belki Y mieści się w granicach zafalowań płaskownika, czyli ok. 1 mm:
żeby wzniecić w sobie choć trochę optymizmu, maznąłem ramę minią, zawsze to trochę do przodu i milej dla oka wygląda
docelowo będzie chyba coś w... niebieskim odcieniu
Niestety, obawiałem się od początku długich nawisów uchwytów Y w tej nietypowej ramie i jak sprawdziłem, przy mocniejszym nacisku końce uchwytów Y doginają mi się ponad 0.1mm. Co będzie jak założę ciężkawą bramę i przy najeździe do końca ugnie mi się z 0.5-0.6mm ? Pewnie na końcach -czyli z przodu- bedę musiał zamontować jakieś wsporniki, ale z kolei psuje mi to koncepcję montażu ruchomego blatu
Znowu czekają mnie medytacje, medytacje, medytacje ...
[ Dodano: 2012-03-12, 23:11 ]
Dały mi do myślenia te ugięcia
4 płaskowniki 8 i 10mm (takie akurat były na składzie):
pierwsze przymiarki:
wstępnie poszczepiane:
pierwsza warstwa położona:
pospawany i już ostudzony "PROFIL"
Efektywność cenowa i czasowa tego mojego wiekopomnego dokonania jest mizerna, ale w życiu trzeba sobie jakoś radzić... Nie wiem tylko, czy ten mój profil, to jest zimno- czy gorącowalcowany ?
Ech, mogłaby już ta moja maszyna ruszyć, mógłbym sobie wreszcie wypalić obudowę na chłodnicę do TIGa, wreszcie nie parzyłbym sobie ręki od uchwytu...
[ Dodano: 2012-03-13, 19:00 ]
Tu ciachnięty profil:
A tu zamontowany uchwyt, który przyda się kiedy w przyszłości lekko odurzony oparami denaturatu będę musiał na gwałt się czegoś przytrzymać
[ Dodano: 2012-03-14, 10:37 ]
Dla początkujących amatorów z ambicjami budowania pierwszej maszyny "do setki":
ten płaskownik (80x6) nie jest podparty jedynie na końcu na długości ok. 8-9cm i tę końcówkę, samymi rękami, jestem w stanie wygiąć o dobre 2 "dychy"
[ Dodano: 2012-03-15, 17:29 ]
Rama zyskała nowy wizerunek:
Coś dzieje się niedobrego z PW, ktoś do mnie pisał ale moje wiadomości nie przechodzą
[ Dodano: 2012-03-17, 16:29 ]
Kiedy tak popatrzyłem sobie i podumałem, niedługo będzie rocznica a ile jeszcze muszę pracy włożyć i że z 1500zł to pewnie okaże się że będzie za mało żeby dokończyć maszynkę, to miałem chęć siąść i zapłakać...
Chyba otworzyły mi się możliwości drobnego zarobkowania na tej maszynce -o ile faktyczne będzie działać- i traktuję ją poważniej pod względem inwestycyjnym, ale boję się że coś skopę, bo póki co nie mam doświadczenia w budowaniu czegoś takiego i choć w takiej sytuacji mogę jeszcze trochę dołożyć, to nie mogę ot tak sobie tej kasy po prostu przetracić. Dwa m-ce temu przygotowałem niezły komputer, poinstalowałem co potrzeba, ale nie testowałem. Dopiero teraz testowo zapiąłem do komputera elektronikę i okazało się, że silniki kręcą się całkiem ładnie, ale jitter przekracza wszelkie normy. Mam jeszcze drugi, "zresztowany", też nienajgorszy komputer, myślałem że w razie czego przyda się i cóż się okazuje ? Jitter taki sam jak na pierwszym..
Czas może byłby pomyśleć o czymś innym, np. PikoCNC bo tam jitter chyba nie gra roli (?), ale to kolejny wydatek a poza tym lubię linuxa
6 godzin dziś zleciało o niczym, ale wreszcie, za 4-tym podejściem, t.j. czwarty komputer nadaje się ! Akurat to jest taki komputerek który leżał sobie spokojnie w szafie 19" i cichutko mielił powietrze i bardzo niechętnie go stamtąd wyciągałem, ale cóż... wróciła nadzieja
Powoli muszę mysleć o wannie do plazmy i tu problem: nie wiem jaką grubość blachy dobrać do tej wanny ? Wysokość wanny będzie nieduża, ok. 8-10cm ale chcę nalać do niej wody. Sztywność blachy nie gra roli, bo mogę pousztywniać ją żebrami, chodzi tylko żebym jej dna nie przepalił
Nie za dużo tych zdjęć powstawiałem ?
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ?

")
-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
Lewy uchwyt belki Y po wstępnej wylewce wyrównującej:

a tutaj już belka Y przygotowana do przykręcenia:

Pierwsze przymiarki bramy:

Muszę przyznać, że jestem pozytywnie zaskoczony sztywnością tej mojej konstrukcji "z dużej ilości małych profili" - jak to w innym wątku określił jeden z Kolegów . Podstawiłem czujnik pod środek przedniej belki łączącej oba boki:

a następnie obciążyłem z góry całymi 80 kg mojej żywej wagi . Ugięcie belki nie przekroczyło 6 setnych
a tutaj już belka Y przygotowana do przykręcenia:
Pierwsze przymiarki bramy:
Muszę przyznać, że jestem pozytywnie zaskoczony sztywnością tej mojej konstrukcji "z dużej ilości małych profili" - jak to w innym wątku określił jeden z Kolegów
a następnie obciążyłem z góry całymi 80 kg mojej żywej wagi
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ?






