")
Kamar podchodzi do tematu jak Aleksander do węzła gordyjskiego - i na jego potrzeby metoda przekonfigurowania osi X na 1/2 skali się sprawdza.
Kolega micges wcześniej się zobowiązywał dokonać poprawki AXIS jeżeli sprecyzujemy oczekiwania. Chyba pora to po prostu doprecyzować i poprosić o wprowadzenie w życie.
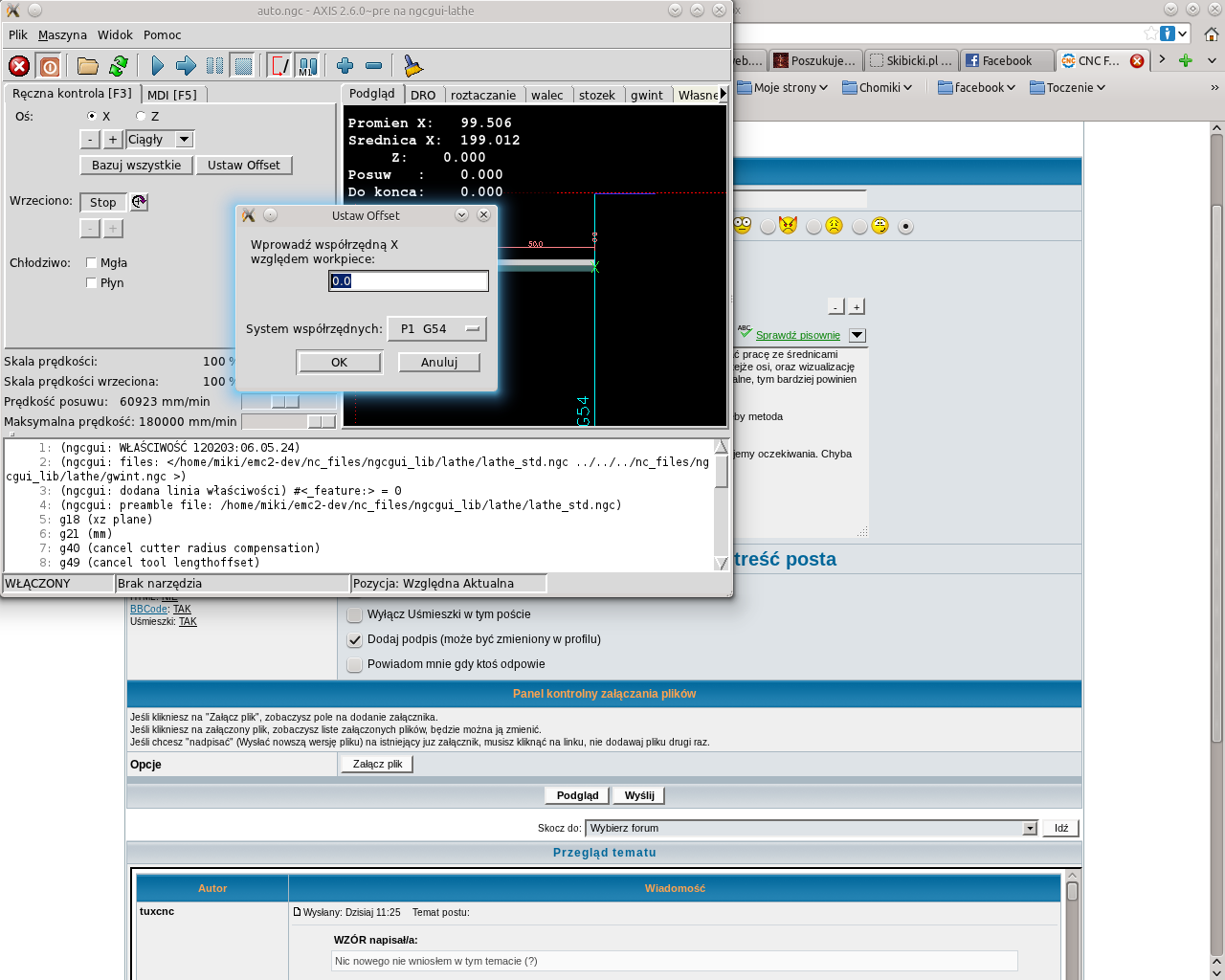
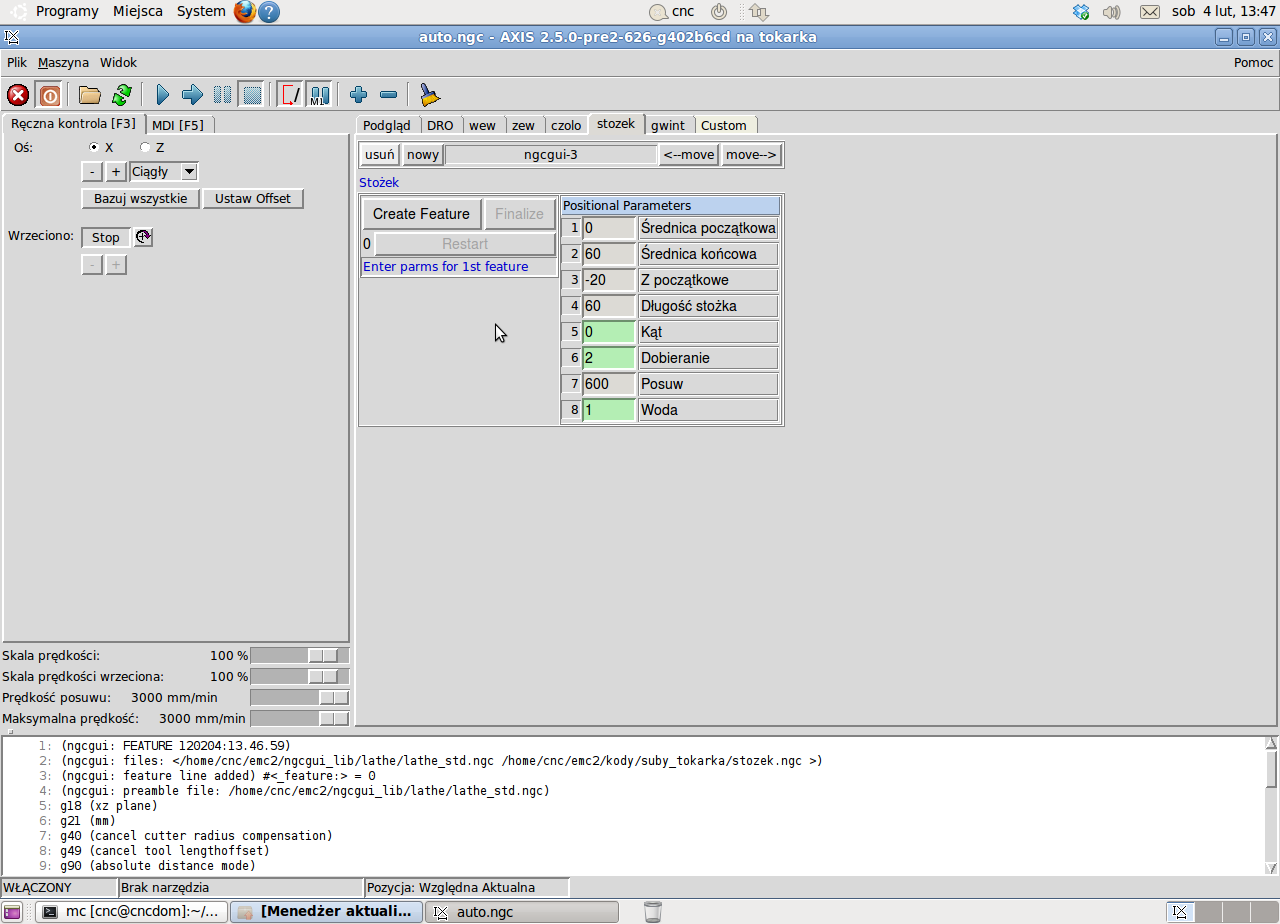
Ja bym tutaj w formatce wprowadzania offsetu dla osi X poprosił nad polem tekstowym do wprowadzania danych pole wyboru "radio" opisane "jako średnica" i "jako promień". Opcja powinna się uaktywniać dla wszystkich configów z LATHE = 1 w sekcji DISPLAY. Jako default powinno być zaznaczone pole "jako średnica". Zachowanie programu proste - przy zaznaczonym "jako średnica" dzieli wprowadzoną wartość przez dwa i dopiero podaje dalej.
Kolejną sprawą jest możliwość ustawienia w configu jak ma być skonfigurowana defaultowo maszyna. W tej chwili jest to G8 czyli radius mode, potrzebny jest przełącznik, włączający jako default G7 czyli diameter mode. Od tej opcji w configu można również uzależnić która z opcji ustawiania offsetu dla osi X jest zaznaczona jako default.
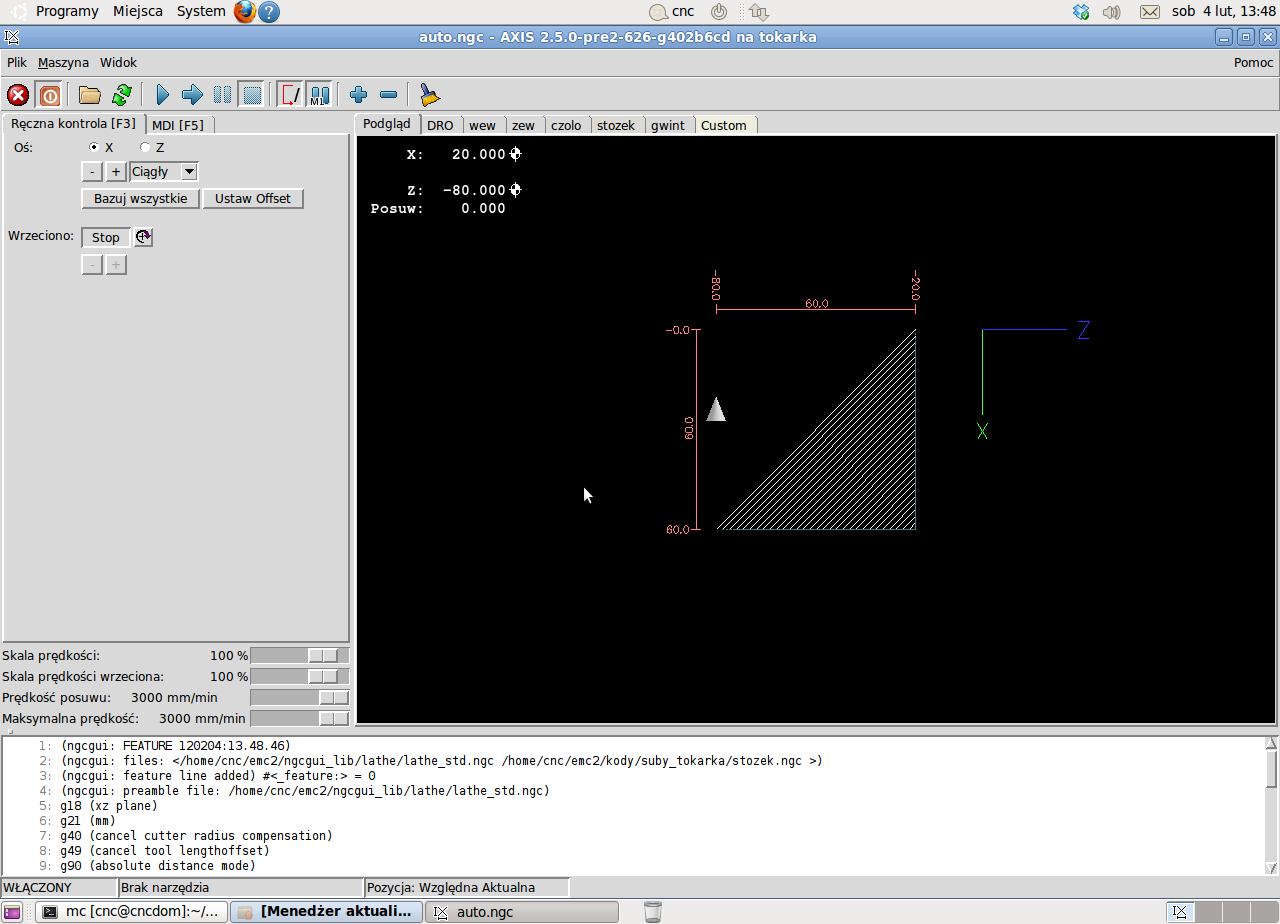
Wcześniej już sugerowałem, by w wizualizacji dać linią przerywaną fizyczną oś wrzeciona, umiejscowioną tam gdzie zero osi X od lewej do prawej pola roboczego. Linia ta powinna być opisana "Oś wrzeciona" z lewej strony. Radykalnie to poprawi czytelność wizualizacji. Program tę linię powinien rysować na tej samej zasadzie, na jakiej rysuje granice pola roboczego - czyli wczytując położenie zera osi X zdefiniowane przez ustawienia w configu - zapewne zajdzie potrzeba zdefiniowania takiej zmiennej, na dziś można to symulować ograniczeniem osi X ustawionym właśnie na zero. Ale to nieco ogranicza również możliwości manewru.
Po wybraniu w configu ustawienia na diameter mode wizualizacja powinna pokazywać wartości X jako średnicę z wyraźnym tego oznaczeniem w postaci symbolu "fi" obok wyświetlanych wartości. W wypadku pozostawania w radius mode również wartości powinny być oznaczane jako "r".