



No tak, o ile jest się w stanie precyzyjnie regulować obroty wrzeciona (wtedy na początku wrzeciono by zwolniło, suport by się rozpędził) bądź też suport jest w stanie ruszyć z zadaną prędkością...
Ruszając ręką wrzecionem było by dobrze, bo suport nie musiał by od razu gnać.
Czy warto przerabiać konwencjonalną tokarkę na CNC.


-
 Zienek
Zienek
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 3725
- Rejestracja: 13 gru 2008, 19:32
- Lokalizacja: Szczecin
- Kontakt:
A czy tego problemu nie rozwiązałoby doprowadzanie supportu z nożem po łuku, tak, aby był już rozpęczony w momencie zaczynania skrawania/gwintowania? Ominęłoby to problem związany z rozpędzaniem supportu, po znalezieniu się w pozycji z nożem przy gwintowanym elemencie.
Postarałem się to pokazać na załączonym obrazku.
Górna część - standardowa droga supportu.
Dolna część - droga z łukami "na rozpęd".
Postarałem się to pokazać na załączonym obrazku.
Górna część - standardowa droga supportu.
Dolna część - droga z łukami "na rozpęd".
- Załączniki
-
- gwintowanie cnc.png (10.04 KiB) Przejrzano 6227 razy
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 113
- Posty: 17226
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Jest to jakiś pomysł. Niestety gwinty które mam do zrobienia nie są na prostym kształcie i w dodatku nieprzelotowe. Na razie walcze z enkoderem. Dopóki wykres z oscyloskopu nie będzie regularny na większych obrotach to dobrze działać nie będzie. Nowy pomysł jest taki żeby zamiast pojedynczej dziurki na tarczy dać szerszy ząbek. Czujka by go wtedy dłużej widziała.
-
GumiRobot
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 686
- Rejestracja: 21 mar 2005, 18:51
- Lokalizacja: Trójmiasto
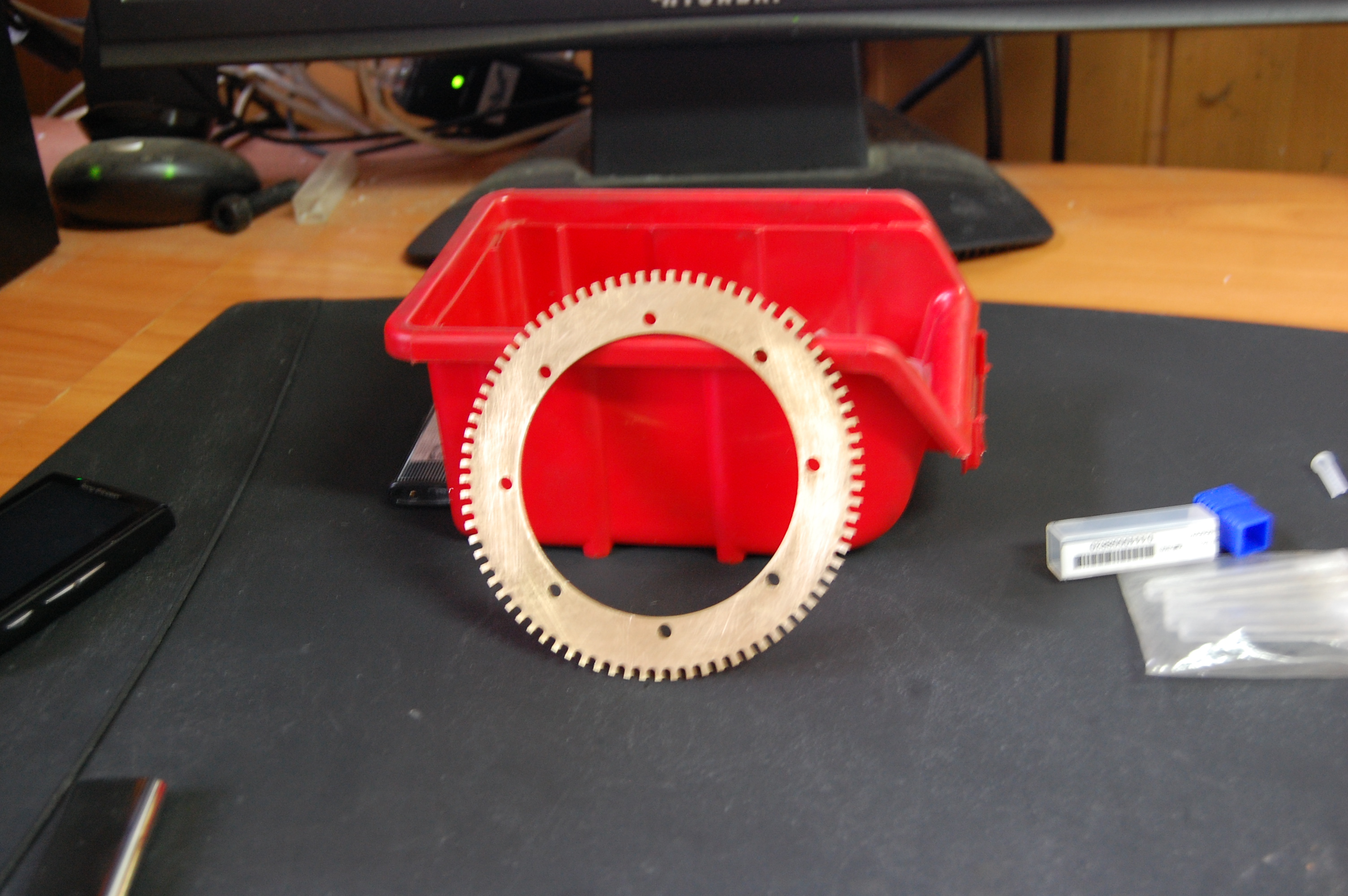
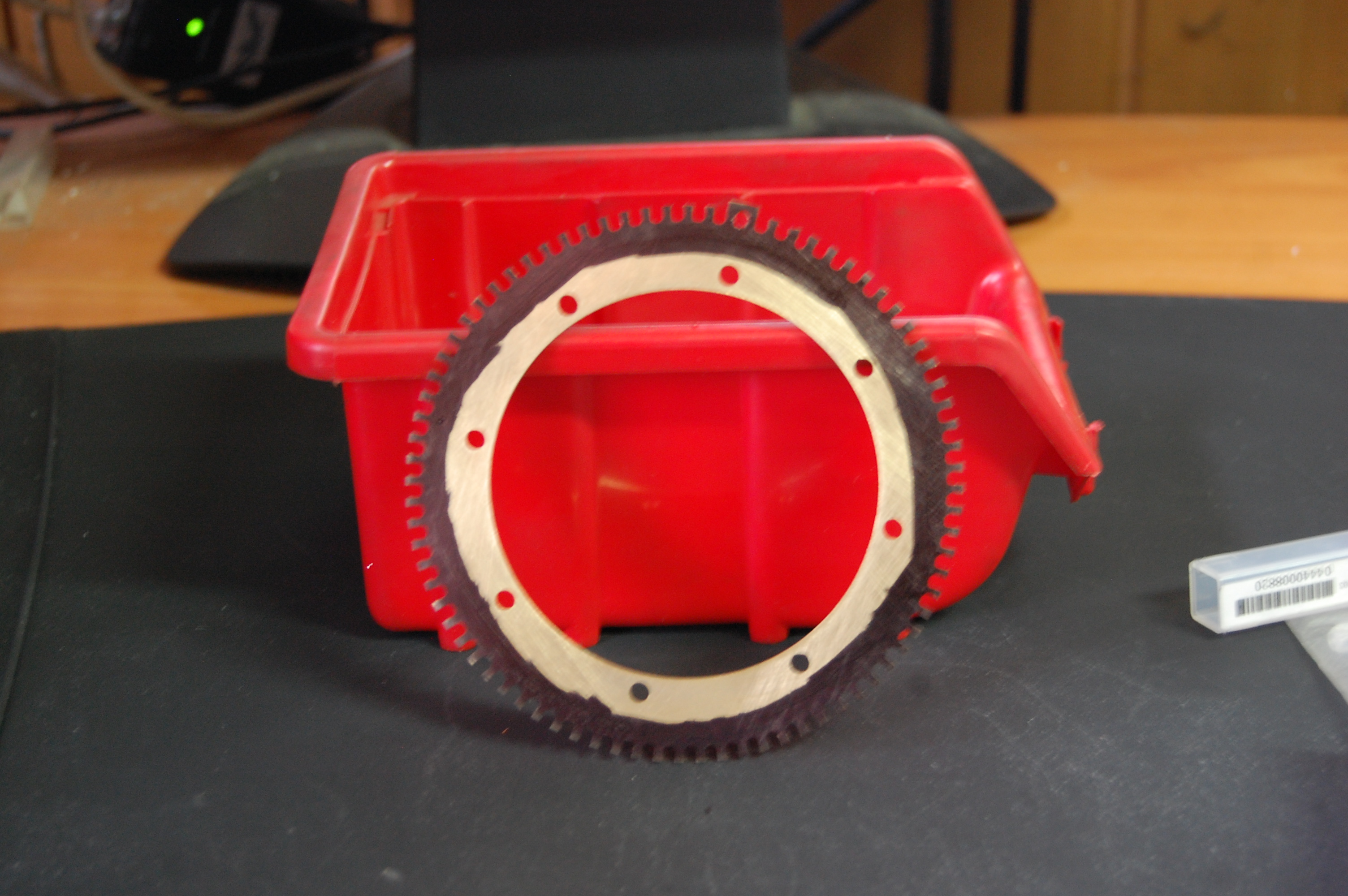
Czy czujniki są optyczne?
Jeżeli tak, to czy tarcza jest mosiężna i została założona w wersji ze zdjęcia czyli z lustrzanym połyskiem w otworach?
Jeżeli tak, to za błędne sygnały przy większych obrotach mogą być odpowiedzialne refleksy od tych "lusterek".
W takim przypadku pomocne mogłoby się okazać zmatowienie i poczernienie tarczy np. przez delikatne piaskowanie i następnie (w celu poczernienia) zanurzenie na chwilę w gorącym roztworze B-coś-tam czyli nadsiarczanie amonu (środek do trawienia płytek drukowanych).
Jeżeli tak, to czy tarcza jest mosiężna i została założona w wersji ze zdjęcia czyli z lustrzanym połyskiem w otworach?
Jeżeli tak, to za błędne sygnały przy większych obrotach mogą być odpowiedzialne refleksy od tych "lusterek".
W takim przypadku pomocne mogłoby się okazać zmatowienie i poczernienie tarczy np. przez delikatne piaskowanie i następnie (w celu poczernienia) zanurzenie na chwilę w gorącym roztworze B-coś-tam czyli nadsiarczanie amonu (środek do trawienia płytek drukowanych).
-
dziabi3
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 12
- Posty: 874
- Rejestracja: 13 sie 2009, 16:15
- Lokalizacja: xxx
podejrzewam że kolega na emc2 walczy z gwintowaniem??
jeśli tak to podpowiem że enkoder 4000 impulsów zatyka emc2 przy 60 obr/min
polecam zrobić tarczkę na 10 wycięć i zastosować transoptor szczelinowy a właściwie jego połowę z odbiornikiem podczerwieni a jako diodę oświetlająca zastosować diodę np z pilota.
ma większa moc i transoptor spokojnie przyjmuje 3500 impulsów na minutę
proponuje także wykonać znak indeks aby emc2 wiedział kiedy startuje wrzeciono i zahamowało
jest to potrzebne do gwintowania na sztywno g33.1
lub zastosować enkoderem z starej myszki
jeśli tak to podpowiem że enkoder 4000 impulsów zatyka emc2 przy 60 obr/min
polecam zrobić tarczkę na 10 wycięć i zastosować transoptor szczelinowy a właściwie jego połowę z odbiornikiem podczerwieni a jako diodę oświetlająca zastosować diodę np z pilota.
ma większa moc i transoptor spokojnie przyjmuje 3500 impulsów na minutę
proponuje także wykonać znak indeks aby emc2 wiedział kiedy startuje wrzeciono i zahamowało
jest to potrzebne do gwintowania na sztywno g33.1
lub zastosować enkoderem z starej myszki
-
qqaz
- Lider FORUM (min. 2000)
- Posty w temacie: 12
- Posty: 2416
- Rejestracja: 28 sty 2007, 16:12
- Lokalizacja: Łódź
Albo na koło odboczki założyć takie coś
http://www.tme.eu/pl/katalog/#cleanPara ... _szukaj%3D+
Tylko uwaga: to nie jest detektor szczeliny magnetycznej tylko przerzutnik wyzwalany zmianą kierunku pola wywołanym przejściem szczeliny. Drobny niuans ale zawsze.
http://www.tme.eu/pl/katalog/#cleanPara ... _szukaj%3D+
Tylko uwaga: to nie jest detektor szczeliny magnetycznej tylko przerzutnik wyzwalany zmianą kierunku pola wywołanym przejściem szczeliny. Drobny niuans ale zawsze.






