



HYDE PARK maszynowy


-
 markcomp77
markcomp77
- Lider FORUM (min. 2000)
")
- Posty w temacie: 6
- Posty: 3943
- Rejestracja: 18 wrz 2004, 12:51
- Lokalizacja: k/w-wy
- Kontakt:
pewnie usłyszałem co innegokamar pisze:Nieuważnie słuchałeś na zlocie
[ Dodano: 2011-10-21, 14:21 ]
repetytorium będzie u kamieniarzy - 12 listopada w Poznaniu
SpotkanieCNC: STOM-TOOL Marzec 2014
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
-
 syntetyczny
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
-
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 72
- Posty: 17233
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Trudno powiedzieć. Pewnie dlatego że klient ma ich na pęczki poinstalowane i automatycy mają wygodniej. Ja u siebie zakładam fatki i tez działają.

Jeden mały fatek a ile miejsca zrobił w szafie otworówki
Szafa ma 1.8m x 1.3m i była pełna styczników.
I proszę nie pisać o kadrowaniu bo zdjęcie robione przez uchylone drzwi przy ścianie
Coby nie było, że robimy same duże, mała zgrzewareczka do banderolowania na taśmie.

Jak widać, chiński stragan robi też za stół montażowy
Jeden mały fatek a ile miejsca zrobił w szafie otworówki
Szafa ma 1.8m x 1.3m i była pełna styczników.
I proszę nie pisać o kadrowaniu bo zdjęcie robione przez uchylone drzwi przy ścianie
Coby nie było, że robimy same duże, mała zgrzewareczka do banderolowania na taśmie.
Jak widać, chiński stragan robi też za stół montażowy
-
qset
- Stały bywalec (min. 70)
")
- Posty w temacie: 3
- Posty: 70
- Rejestracja: 15 paź 2011, 15:42
- Lokalizacja: Częstochowa
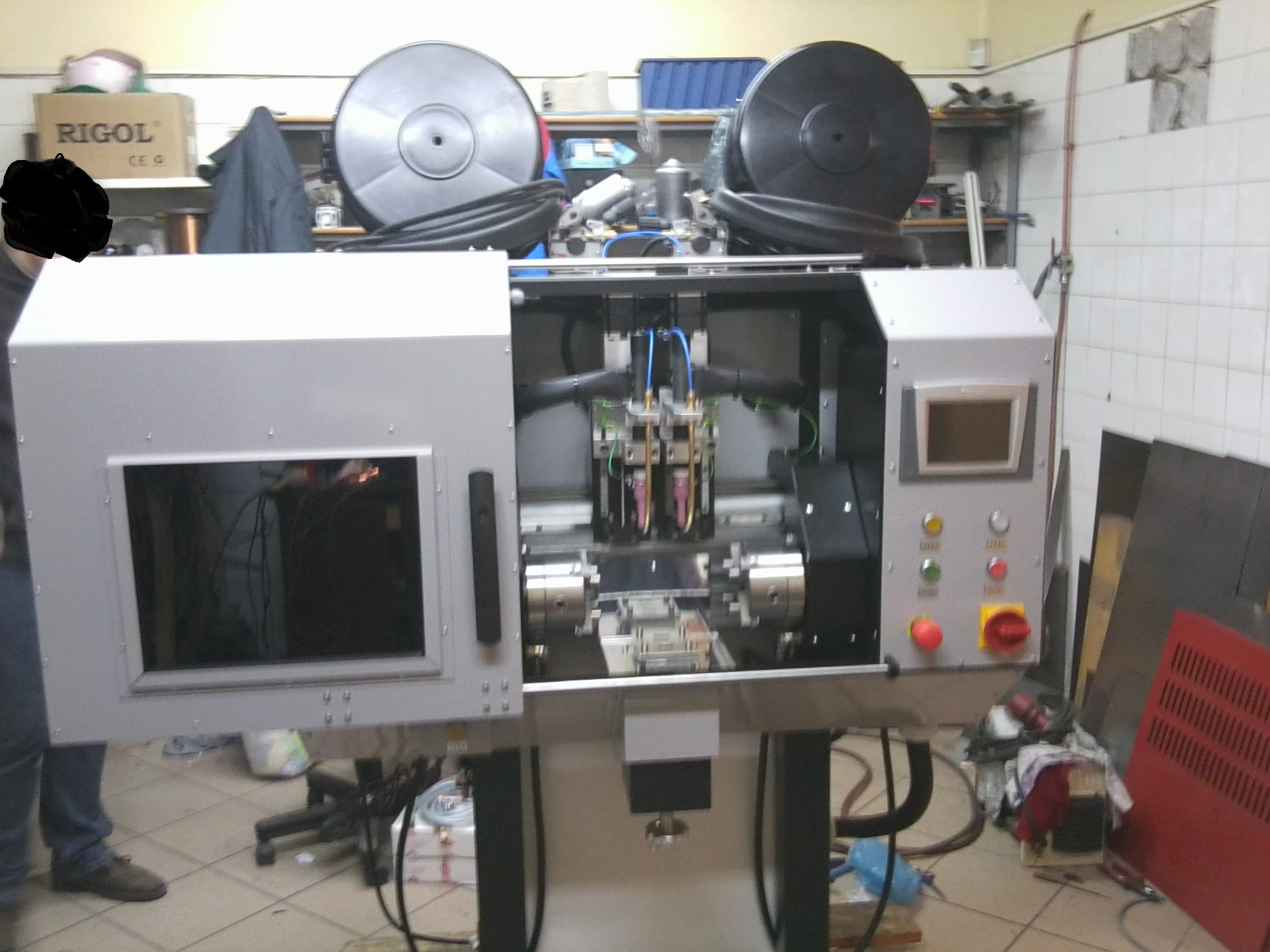
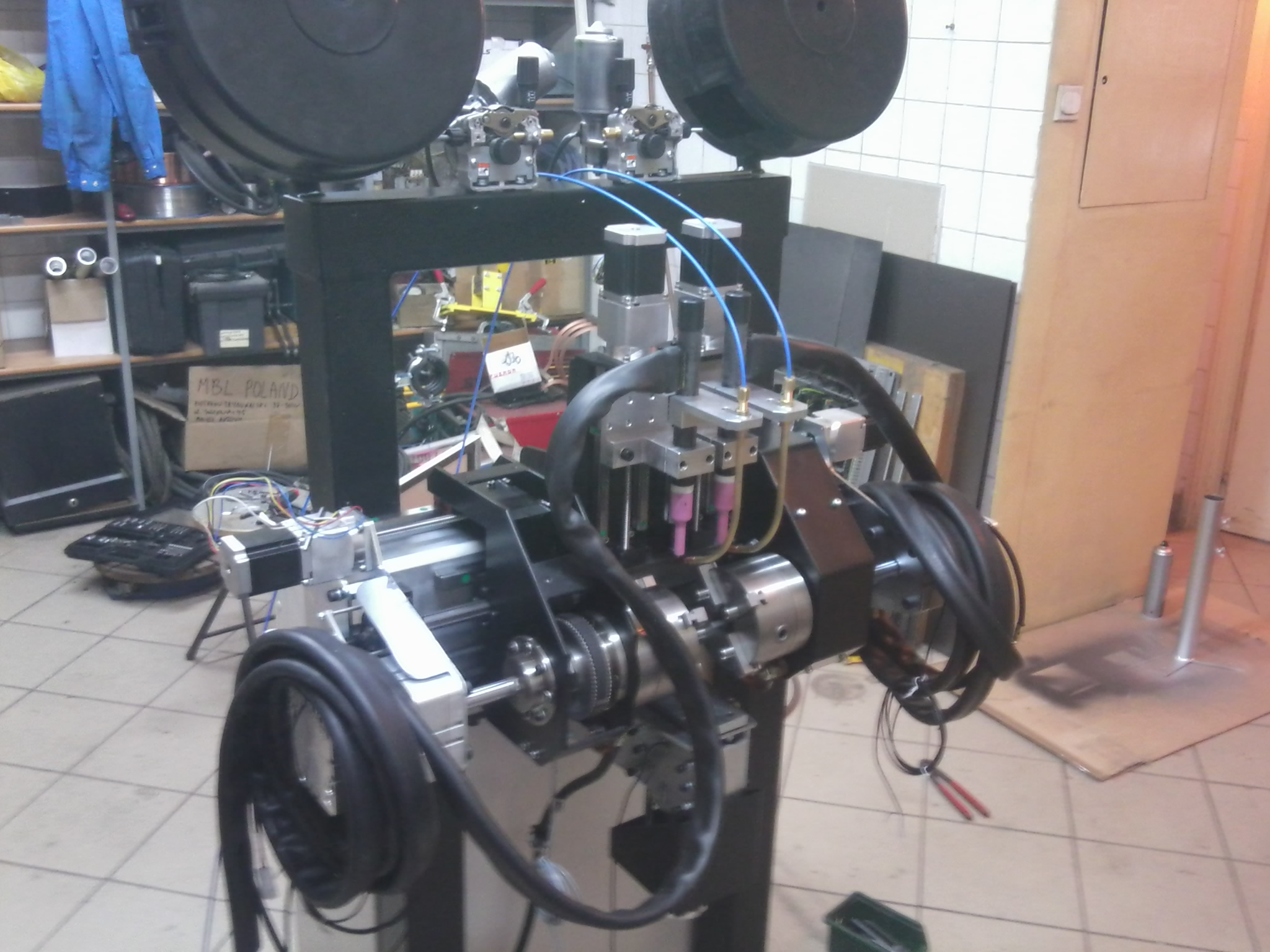
Witam
1. Chodzi o zapis położenia palników w dwóch osiach. Silniki są sterowane z PLC dodatkowo HSO (Step silników) podpięte jest do HSC , w trybie pracy ręcznej pozycjonuje się palniki i zapisuje ich położenie tzn. zliczone impulsy na HSC zapisywane są w komórkę tabeli danych. Podczas pracy automatycznej silniki ustawiają palniki wg. zapisanej ilości impulsów.
2. Nie no kasy to to nie produkuje Po prostu obsługujący wyciąga gotowy pospawany z obu stron zawór
Po prostu obsługujący wyciąga gotowy pospawany z obu stron zawór
A tak dokładniej to zawór składa się z 3 elementów tj. korpusu i 2 przyłączy. Po zamontowaniu na stanowisku gość naciska start i elementy są automatycznie pozycjonowane. następnie ustawiane jest położenie palników i startuje proces spawania wykonywany w dwóch obrotach elementów. W drugim obrocie załączyć można ruch zakosowy palników. Parametry pracy (jest ich około 20) wprowadzane są w pracy manualnej.
Mam jeszcze parę takich wynalazków do spawania zautomatyzowanego tylko muszę odnaleźć zdjęcia.
1. Chodzi o zapis położenia palników w dwóch osiach. Silniki są sterowane z PLC dodatkowo HSO (Step silników) podpięte jest do HSC , w trybie pracy ręcznej pozycjonuje się palniki i zapisuje ich położenie tzn. zliczone impulsy na HSC zapisywane są w komórkę tabeli danych. Podczas pracy automatycznej silniki ustawiają palniki wg. zapisanej ilości impulsów.
2. Nie no kasy to to nie produkuje
A tak dokładniej to zawór składa się z 3 elementów tj. korpusu i 2 przyłączy. Po zamontowaniu na stanowisku gość naciska start i elementy są automatycznie pozycjonowane. następnie ustawiane jest położenie palników i startuje proces spawania wykonywany w dwóch obrotach elementów. W drugim obrocie załączyć można ruch zakosowy palników. Parametry pracy (jest ich około 20) wprowadzane są w pracy manualnej.
Mam jeszcze parę takich wynalazków do spawania zautomatyzowanego tylko muszę odnaleźć zdjęcia.






