



To jeszcze zrób rozwijane menu albo chociaż ptaszki zamiast 0 włącza a coś tam wyłącza i będziesz wielkituxcnc pisze: nie lubię jak ktoś mówi, że pod Linuksem coś się nie da.
.
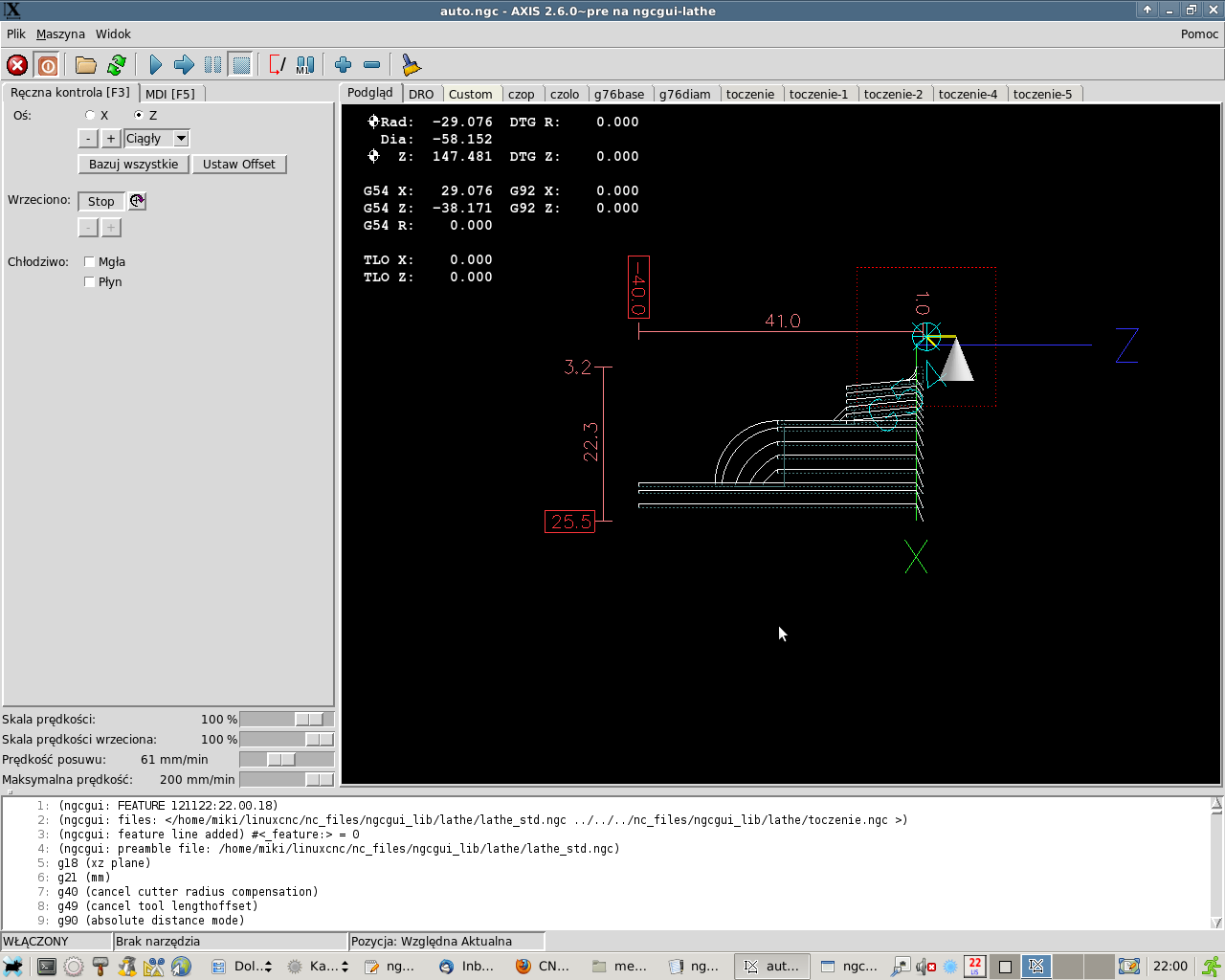
NGCGUI - toczenie, mocno rozbudowana procedura


-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
")
- Posty w temacie: 27
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
A to zasadniczo wielki problem nie jest, bo tcltk wspiera takie bajery.kamar pisze:To jeszcze zrób rozwijane menu albo chociaż ptaszki zamiast 0 włącza a coś tam wyłącza i będziesz wielki
Gorzej, że w taki sposób traci się kompatybilność ze standardem.
To co zrobiłem, to tylko zmiana liczby pól i organizacji kolumn, większość procedur jednak nie przekroczy magicznej liczby 30 i wystartuje na standardowej instalacji.
Dodanie takich wodotrysków jak proponujesz, to praktycznie stworzenie nowego standardu.
Trzeba by wymyślić nowe rodzaje sprytnych komentarzy w podprogramach i dopisać ich obsługę do ngcgui.
Nie wiem czy gra warta świeczki.
.
-
Dagome
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 2
- Posty: 197
- Rejestracja: 10 lis 2011, 16:03
- Lokalizacja: Jeżograd
Dagome pisze:Jak na mój gust to materiał we fasce i zaokrągleniu oraz stożku powinien być wybrany podczas toczenia średnicy, a ładną powierzchnie by się zrobiło przejściem wykańczającym.
Chodziło mi o coś takiego:MIKI pisze:
Przybranie można swobodnie ustawiać. Jak się ma 11 kW w maszynie, to se można poszaleć. Ja mam w porywach jednego kW, i za ostro nie pojadę. No i mnie się nie spieszy specjalnie.

Nóż pracuje optymalnie. I puste przebiegi są eliminowane
Benjamin Franklin pisze:Na tym świecie pewne są tylko śmierć i podatki.
Terry Pratchett pisze:Jest śmierć i podatki, ale podatki są gorsze, bo śmierć przynajmniej nie trafia się człowiekowi co roku.
-
 MlKl
MlKl
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 143
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
A łyżka na to: Niemożliwe!kamar pisze:Co gorsze, wcale nie jest wykluczone, a nawet wielce prawdopodobne że póżniejszą wersje bedę czasami używał
Wiedziałem, że wcześniej czy później się złamiesz
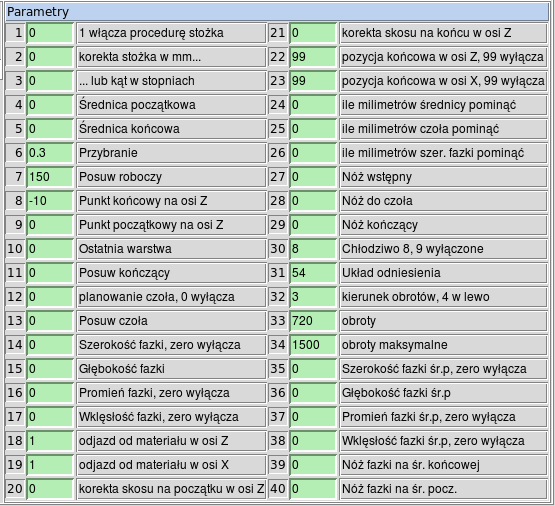
Układ, znaczy kolejność zmiennych możesz sobie sam poustawiać wedle swojej fantazji, to raptem wymaga poprzenoszenia linijek ze zdefiniowanymi zmiennymi i renumeracji zmiennych typu #1 żeby szły po kolei od góry.
tuxcnc - dzięki. Kiedyś już sobie ustawiłem okienka po 20 w kolumnie, ale ostatnio nie mogłem tego zrobić, i myślałem, że coś zablokowali. A okazuje się, że jak jest stary EMC w usr, to NGCGUI z gita nie działa, tylko pracuje z tego starego w usr.
Niemniej - jak sobie zrobię procedurę na więcej pól, to użyję jej ja i może ty... Ale dobrze wiedzieć, że się da bez większego problemu
Dagome - to się da zrobić, choć nie tak, jak narysowałeś, bo by wyszły schodki. Tyle, że procedura wtedy się cholernie rozrasta, bo w tej chwili to są dwie niezalezne proste operacje, a w twojej wersji program musiałby sprawdzać, czy obie są zaprogramowane, i je sam łączyć w jedną. Być może w przyszłości i nad tym się pochylę.
A ogólnie to jest właśnie przykład na to, co wyszło w dyskusji z kamarem odnośnie planowania obróbki. Moja procedura robi fazkę na średnicy pozostającej po obróbce. A to jest fazka na krawędzi średnicy sprzed obróbki głównej. Dodanie jej do procedury to kolejne cztery pola na samą fazkę i jedno na nóż ją wykonujący. I teraz mam szkopuł - czy robić procedurę dla wszystkich ograniczoną do 30 zmiennych, czy dla siebie i paru nawiedzonych, którym zwiększenie jej możliwości o przynajmniej 50 % wyda się wartym podmiany tych dwóch plików z NGCGUI?
Tak to wygląda na tę chwilę:
Po zastanowieniu - procedura będzie raczej działać wszystkim, tylko ci, co sobie nie podmienią plików z NGCGUI nie będą widzieli, ani nie ustawią ostatnich dziesięciu parametrów. Chyba, że bez zmian NGCGUI nie zaakceptuje większej ilości wprowadzonych zmiennych. Ale to raczej nie powinno zaistnieć, bo defaultowe wartości powinny być pobrane bez liczenia, ile ich zapisano.
[ Dodano: 2012-11-26, 02:54 ]
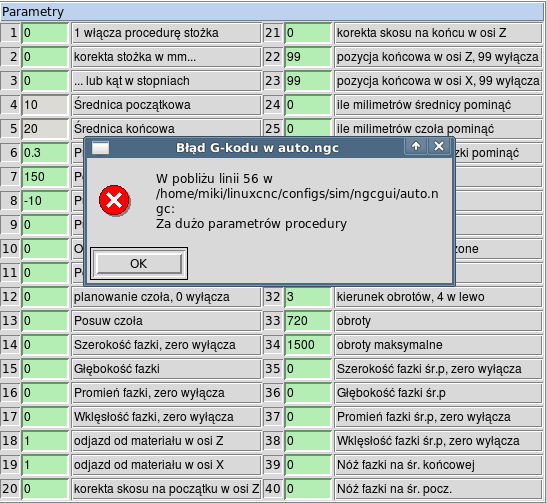
Niestety, nie ma lekko, NGCGUI się buntuje
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 99
- Posty: 17227
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Jeśli traktujesz to w kategoriach satysfakcji za wykonaną robotę , to niech Ci będzie.MlKl pisze: Wiedziałem, że wcześniej czy później się złamiesz
Triumf wprawdzie przedwczesny bo uzyłem trybu przypuszczającego
Może być ostatecznie tylko typu " C ". ale najlepiej " B "
http://www.pkm.edu.pl/index.php/compone ... 8-06000227
-
MlKl
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 143
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
O nic nie walczyłem, więc i powodów do tryumfu nie mam. Gdybyś nie był zainteresowany tematem, to byś się w nim nie udzielał.
Nie robię wałów obciążanych statycznie i dynamicznie, więc do tej pory jedyne podcięcie, jakie mnie interesowało, to było to za gwintem na czopie. Z lektury odnośnika wynika, że na to starczy jedno okienko w tabeli, za to pisania kodu i warunków będzie sporo. Niemniej - jest do zrobienia bez żadnego problemu.
Będziesz miał okienko "Podcięcie" defaultowo wypełnione zerem i nic nie robiące. Wpisanie jedynki zrobi podcięcie typu A, dwójki typu B, trójki typu C, czwórki - typu D. Resztę se procedura wyliczy z norm. Być może dojdzie drugie okienko na wybór noża, o ile potrzebny jest inny niż do reszty procedury.
Ale na razie mam nadal tylko 30 pól do dyspozycji...
W Pythonie to by się dało zrobić, ale trzeba by napisać w nim całe NGCGUI, inaczej du** blada, bo nie poskłada się w kupę poszczególnych etapów. Dlatego trzeba to pisać w NGCGUI z uwzględnieniem jego ograniczeń. Ograniczenia są zdaje się celowe - ideą nie było stworzenie języka skryptowego, który wszystko może, bo takim jest już Python właśnie. I ma takie same wady jak VB w Machu - trudno się go nauczyć laikowi. I trzeba tworzyć cały interface w każdym skrypcie.
Dlatego NGCGUI ma już określony interface, i tylko jeden typ wprowadzania zmiennych do wyboru. To ma zrozumieć i obsłużyć tokarz po zawodówce.
Nie robię wałów obciążanych statycznie i dynamicznie, więc do tej pory jedyne podcięcie, jakie mnie interesowało, to było to za gwintem na czopie. Z lektury odnośnika wynika, że na to starczy jedno okienko w tabeli, za to pisania kodu i warunków będzie sporo. Niemniej - jest do zrobienia bez żadnego problemu.
Będziesz miał okienko "Podcięcie" defaultowo wypełnione zerem i nic nie robiące. Wpisanie jedynki zrobi podcięcie typu A, dwójki typu B, trójki typu C, czwórki - typu D. Resztę se procedura wyliczy z norm. Być może dojdzie drugie okienko na wybór noża, o ile potrzebny jest inny niż do reszty procedury.
Ale na razie mam nadal tylko 30 pól do dyspozycji...
W Pythonie to by się dało zrobić, ale trzeba by napisać w nim całe NGCGUI, inaczej du** blada, bo nie poskłada się w kupę poszczególnych etapów. Dlatego trzeba to pisać w NGCGUI z uwzględnieniem jego ograniczeń. Ograniczenia są zdaje się celowe - ideą nie było stworzenie języka skryptowego, który wszystko może, bo takim jest już Python właśnie. I ma takie same wady jak VB w Machu - trudno się go nauczyć laikowi. I trzeba tworzyć cały interface w każdym skrypcie.
Dlatego NGCGUI ma już określony interface, i tylko jeden typ wprowadzania zmiennych do wyboru. To ma zrozumieć i obsłużyć tokarz po zawodówce.
-
MlKl
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 143
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
A podobno jak coś jest do wszystkiego, to jest do niczego 
A poważnie - jeżeli podcięcia są istotne, a widzę, że są, to się w procedurze znajdą, choć na pewno nie jutro.
Zobaczymy, czy tuxcnc odblokuje ten komunikat o zbyt dużej ilości zmiennych w procedurze - za słabo znam tcltk, żeby samemu w tym grzebać.
Na dziś mam do wmontowania w toto stożki, i dopisanie fazek przy toczeniu od lewej do prawej, bo w tej chwili chcą się toczyć w drugą stronę.
Potem dopiszę wymuszanie ostatniego przebiegu, bo w tej chwili on wychodzi losowy. A to ma być tak, że jak wpisuję, że ostatni ma milimetr, to ma być zawsze milimetr.
A poważnie - jeżeli podcięcia są istotne, a widzę, że są, to się w procedurze znajdą, choć na pewno nie jutro.
Zobaczymy, czy tuxcnc odblokuje ten komunikat o zbyt dużej ilości zmiennych w procedurze - za słabo znam tcltk, żeby samemu w tym grzebać.
Na dziś mam do wmontowania w toto stożki, i dopisanie fazek przy toczeniu od lewej do prawej, bo w tej chwili chcą się toczyć w drugą stronę.
Potem dopiszę wymuszanie ostatniego przebiegu, bo w tej chwili on wychodzi losowy. A to ma być tak, że jak wpisuję, że ostatni ma milimetr, to ma być zawsze milimetr.
-
MlKl
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 143
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Czyli okienko do wyboru noża niepotrzebne, jak rozumiem, podcięcie wykonuje się po ostatnim przebiegu toczenia czopa, nóż wjeżdża w materiał w miejscu przewidzianym normą dla danego podcięcia, wykonuje je w stronę uchwytu i potem w stronę powierzchni wałka, i wyjeżdża po płaszczyźnie poprzednio wytoczonej aż do samej krawędzi materiału.
Kolejne pytanie - czy podcięcie za gwintem też tak zaplanować? Bo do tej pory robiłem je jak segery, ale da się to chyba wytoczyć podobnie.
Kolejne pytanie - czy podcięcie za gwintem też tak zaplanować? Bo do tej pory robiłem je jak segery, ale da się to chyba wytoczyć podobnie.






