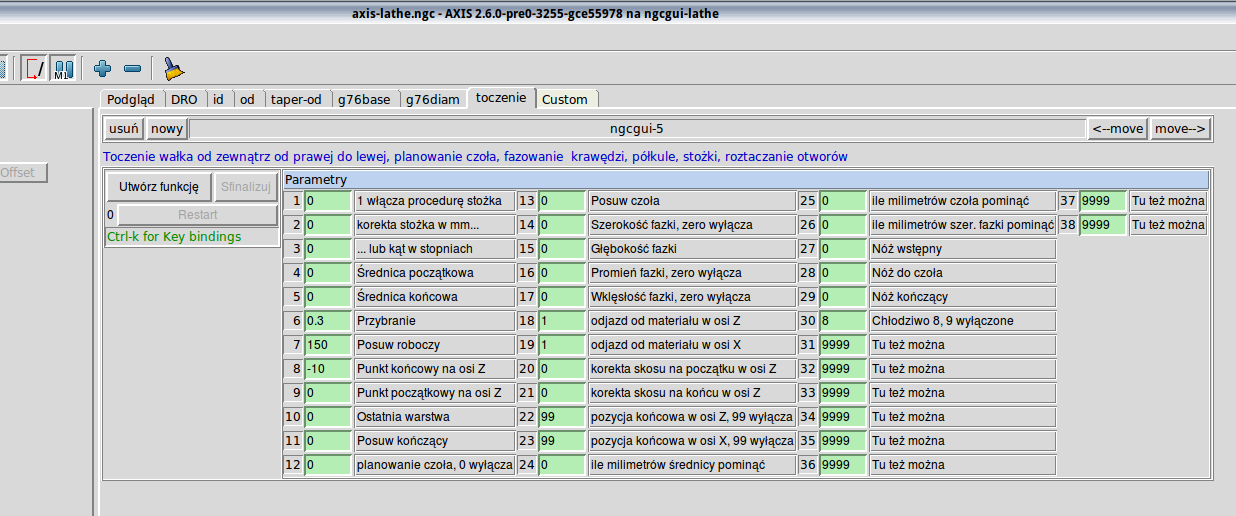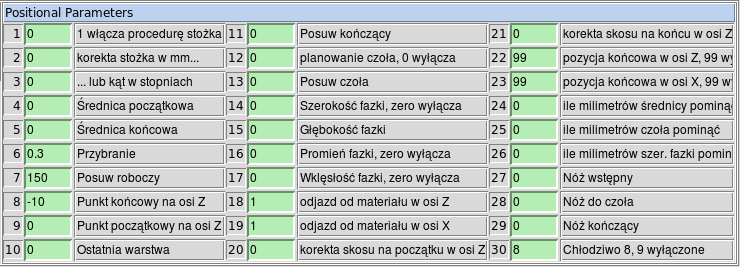
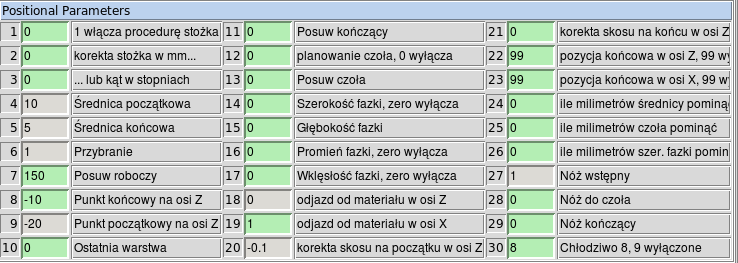
Pierwsza pozycja - na razie nie działa, podobnie trzecia.
Druga pozycja - korekta stożka, podawana jako różnica w stosunku do średnicy początkowej w milimetrach. Skutkuje tym, co już udało ci się kiedyś wykonać. Wpisanie wartości ujemnej robi stożek odwrotny, czyli zwężający się w stronę uchwytu.
Do dziesiątej pozycji chyba tłumaczyć nie trzeba.
Jedenasta pozycja to szybkość posuwu w ostatnim, wykańczającym przebiegu. Pozostawienie zera nie zmienia prędkości ustawionej dla posuwu roboczego.
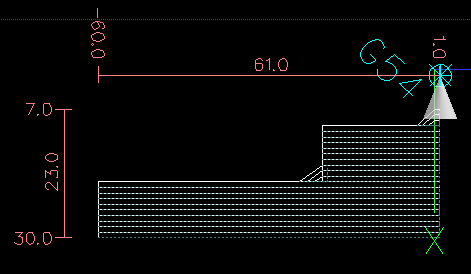
Pozycja 12 - planowanie czoła. Wpisujesz wartość w mm, jeżeli je planujesz splanować. Nie wpisane pomija procedurę, po wpisaniu wszystko przesuwa się o wartość splanowania automatycznie. Słowem - nie przeliczasz nic, program robi wszystko, jakby zero w Z było tam, gdzie skończyłeś planować czoło. Uwaga - splanowanie trzeba uwzględniać we wszystkich kolejnych podprocedurach. Nie sprawdzałem jeszcze, czy da się je wpisywać i pomijać w każdej kolejnej tabelce - mogą być jeszcze problemy z powiązanymi półkulami.
Ale można w pierwszej tabelce wystartować z Z o wartości planowania, i się wszystko potem będzie zgadzać.
Pozycja 13 - posuw czoła. Zostawiasz zero - idzie posuwem roboczym.
Pozycja 14 do 18 wykonanie fazki na zadaną głębokość i szerokość na średnicy końcowej. Wpisanie promienia robi fazkę półkulistą wypukłą, wpisanie jedynki w pozycji wklęsłość zmienia fazkę wypukłą we wklęsłą.
Wpisanie jednakowej wartości w pola średnica początkowa i średnica końcowa wyłącza pierwszą część procedury, czyli działa tylko fazka na zadanej średnicy, wtedy to jest stożek albo półkula.
Wpisanie średnicy początkowej mniejszej niż końcowa wywołuje procedurę roztaczania, i powiązanej z nią fazki wewnętrznej.
Pozycje 18 i 19 to odjazdy od materiału w poszczególnych przebiegach. Dość często potrzebuję to regulować z różnych powodów.
Pozycje 20 i 21 to korekta długości poszczególnych przejazdów w osi Z. Każdy kolejny przejazd jest skracany (albo wydłużany, choć to chyba nie znajdzie zastosowania) o podaną wartość. Kąt jest powiązany z wybraną wartością przybrania - jak przybranie ustawisz na większe, to i zwiększyć trzeba korektę.
Reszty chyba tłumaczyć nie muszę.
Kolejność pól sobie możesz zmienić bez trudu. Ja je ustawiłem tak, jak mi wygodnie. Komuś innemu może odpowiadać inna kolejność.
[ Dodano: 2012-11-25, 16:27 ]
Ta procedura nie ma robić cudów. Ona ma robić G1 G2 i G3 tam gdzie ja chcę, i tak jak ja chcę, z posuwem, jaki ustawię, nożem który wybiorę etc.
I to właśnie robi.
[ Dodano: 2012-11-25, 16:43 ]
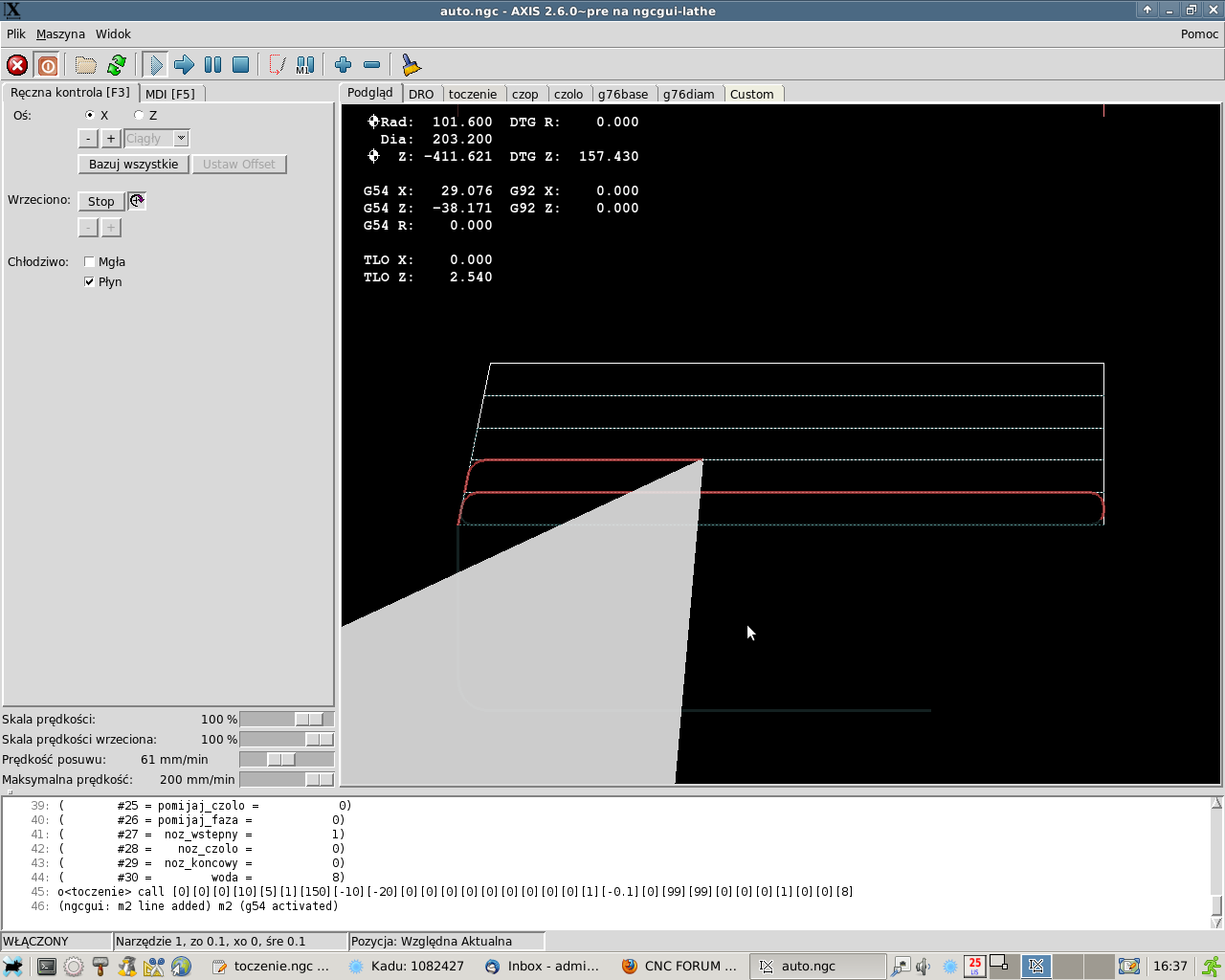
Okazuje się, że i z lewa na prawo procedurka też toczy bez problemu. Czyli nie trzeba będzie ośmiu zakładek

Wystarczą cztery.




")


")