



@Petroholic
i chyba za blisko napisy bo przyciski zasłaniają
Lasery Kimla wycinają za darmo
Firma Kimla wycina laserem za darmo


-
 pitsa
pitsa
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 26
- Posty: 4480
- Rejestracja: 13 wrz 2008, 22:40
- Lokalizacja: PL,OP
Re: Lasery Kimla wycinają za darmo
efekt lusterka. Tego nie dało się przewidzieć.mineque pisze:za blisko napisy
nicek pisze:Zbliżając się do narożnika i zwalniając płynnie zmniejsza moc
Witać to jak falbanka delikatnieje i zagęszcza się na krótkim odcinku przed narożnikiem.
Narożniki idealne (widok od spodu, czyli tej gorszej strony):
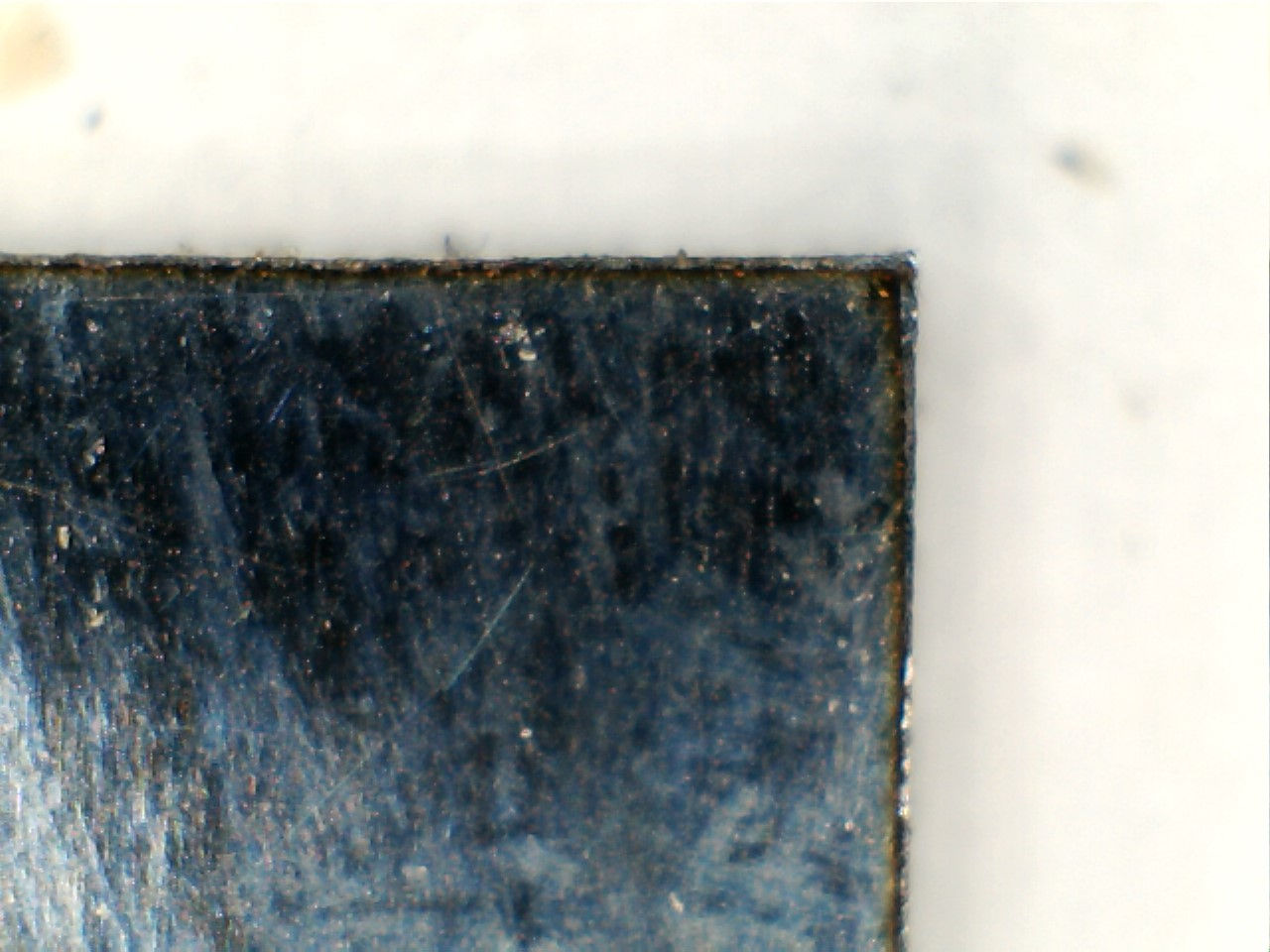
Punkt startu i zakończenia:
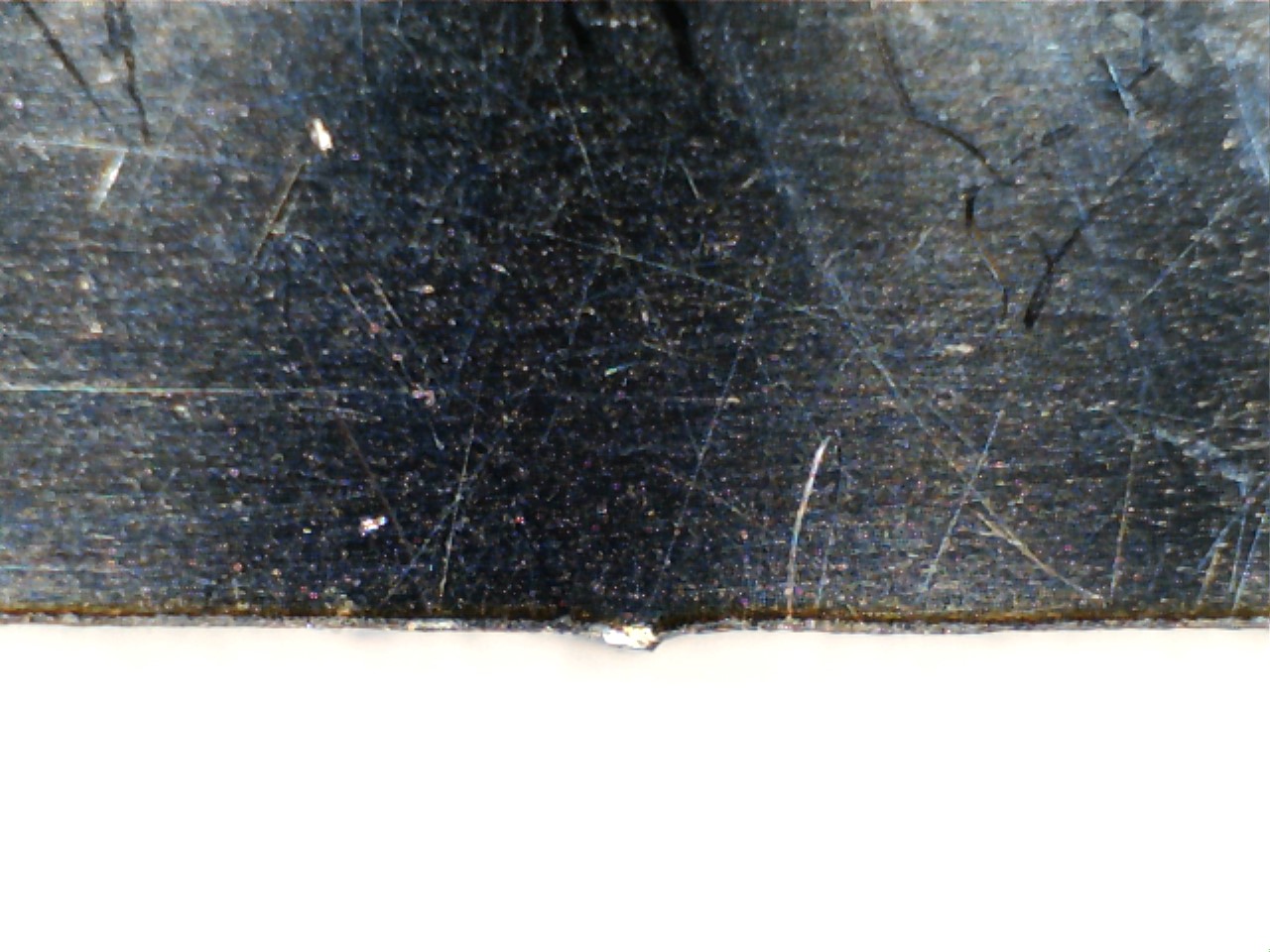
Jest cieniutka strefa przegrzania z brązowym nalotem, z drugiej strony nie ma nic do pokazania, czysto, bo jest tam przecież nadmuch.
Wysokość tych zdjęć to 5mm.
zachowanie spokoju oznacza zdolności do działania
ᐃ 🜂 ⃤ ꕔ △ 𐊅 ∆ ▵ ߡ
ᐃ 🜂 ⃤ ꕔ △ 𐊅 ∆ ▵ ߡ
-
lolo2
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 16
- Posty: 703
- Rejestracja: 30 paź 2009, 13:39
- Lokalizacja: Global
Re: Lasery Kimla wycinają za darmo
Petroholic pisze: ↑01 paź 2020, 23:47
I chwilę później nastąpił grom z jasnego nieba... Przymiarka do maszyny... Nie pasuje
Jak to możliwe, przecież zmierzyłem dokładnie i rysowałem w Cadzie, nie odręcznie i liczyłem odstępy żeby było równo... O co kaman???
Otóż winowajcą całej sytuacji jest pośpiech... Gwoli wyjaśnienia. Temat zobaczyłem chyba w poniedziałek. Targi od wtorku... Shit... Wtorek późnym wieczorem wracam styrany z pracy. Siadam do kompa. Wyciągam z kieszeni zmięta kartkę z wymiarami panelu 415x440. Z półki instrukcja SZGH i wymiary montażowe. Rysuję i przed północą wysyłam projekt...
I nagle przychodzi olśnienie... Jestem debilem... Panel ma wymiary takie jak zapisałem ale nie 415x440 tylko 440x415...

Teraz chyba wszystko jasne

Dobre xD
Chociaz wprowadziles troche chumoru do tego tematu.... xD
-
oprawcafotografii
- Lider FORUM (min. 2000)
- Posty w temacie: 33
- Posty: 6370
- Rejestracja: 29 kwie 2009, 10:11
- Lokalizacja: Kraków / Jaworzno / Kopanka
Re: Lasery Kimla wycinają za darmo
W zasadzie wystarczy maszynę przewrócić na bok. Chyba 
„Największym wrogiem wolności jest najedzony niewolnik.”
-
atlc
- Posty w temacie: 17
Re: Lasery Kimla wycinają za darmo
nicek pisze:W odróżnieniu od rozwiązań klasycznych interpolator oblicza dla każdego napędu wartość zadaną pozycji, prędkości i przyspieszenia oraz ogranicza zryw. Wszystkie te dane są przesyłane z częstotliwością do 20kHz do serwonapędów i przetwarzane są wewnątrz nich.
Jak w takim razie wygląda synchronizacja napędów np. po dwóch stronach bramy? Zajmuje się tym interpolator?
Rozumiem że to nie jest w takim razie układ napędów master-slave?
-
nicek
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 117
- Posty: 422
- Rejestracja: 06 kwie 2011, 23:00
- Lokalizacja: Polska
Re: Lasery Kimla wycinają za darmo
Interpolator za pomocą RTE wysyła synchronicznie do serwonapędów paczki danych.
W każdej paczce znajduje się komplet danych dla wszystkich serwonapędów.
Każdy serwonapęd wybiera sobie z tej paczki dane dla niego.
Serwonapędy lewej i prawej strony są jak 2 różne serwonapędy, każdy ma własne dane.
Czyli można z jednej strony mieć inną przekładnię i inny enkoder i tak będzie maszyna jeździła prawidłowo.
W wersjach z serwonapędami inkrementalnymi każda strona łapie referencję osobno i koryguje kąt bramy.
W wersjach na serwo absolutnych albo liniowych absolutnych nie potrzeba referencji, kąt bramy zawsze może być automatyczne korygowany po załączeniu napędów.
W każdej paczce znajduje się komplet danych dla wszystkich serwonapędów.
Każdy serwonapęd wybiera sobie z tej paczki dane dla niego.
Serwonapędy lewej i prawej strony są jak 2 różne serwonapędy, każdy ma własne dane.
Czyli można z jednej strony mieć inną przekładnię i inny enkoder i tak będzie maszyna jeździła prawidłowo.
W wersjach z serwonapędami inkrementalnymi każda strona łapie referencję osobno i koryguje kąt bramy.
W wersjach na serwo absolutnych albo liniowych absolutnych nie potrzeba referencji, kąt bramy zawsze może być automatyczne korygowany po załączeniu napędów.
-
 Petroholic
Petroholic
- Lider FORUM (min. 2000)
- Posty w temacie: 11
- Posty: 2688
- Rejestracja: 08 gru 2015, 12:23
- Lokalizacja: Lublin
- Kontakt:
Re: Lasery Kimla wycinają za darmo
Napisy są w dobrym miejscu. Tak jak Pitsa pisał to efekt lustramineque pisze:i chyba za blisko napisy bo przyciski zasłaniają
Na to nie wpadłemoprawcafotografii pisze:W zasadzie wystarczy maszynę przewrócić na bok. Chyba
Bilans dnia dzisiejeszego i tak udany
Wiem, że to nie temat o tokarce bo takowego jeszcze nie ma ale...
http://youtu.be/8uEEzvr3Og4
Jeszcze tylko zrobić porządek w szafie i podłączyć kilka innych akcesoriów i lala
Wykazałem się głupotą i próbowałem przed podpięciem przewodów na szczęście przytrzymać cylinder ręką
Tak chyba zrobię bo masz rację - wszelkie formy "podkładki" czy "otwieranej ramki" są mocno kombinowane i mówiąc szczerze nie wyglądają zbyt dobrzenicek pisze:Nie kombinuj tylko przyślij poprawiony projekt.
-
Petroholic
- Lider FORUM (min. 2000)
- Posty w temacie: 11
- Posty: 2688
- Rejestracja: 08 gru 2015, 12:23
- Lokalizacja: Lublin
- Kontakt:
Re: Lasery Kimla wycinają za darmo
rękawiczki robocze tzw. wampirki na pręcie gwintowanym M6 trzymającym pulpit  ale każdy widzi to co chce widzieć co tam kogo kręci
ale każdy widzi to co chce widzieć co tam kogo kręci 
PS żółte migające ostrzeżenie na środku ekranu na górze to nie błąd tylko "FS Hold"... Wolałem przypadkiem nie włączyć obrotów z podpiętą pajęczyną na wrzecionie i nie katapultować zaworu Przełącznik piórkowy na środku pulpitu - AUTO / F Hold / FS Hold widać w prawej pozycji...
Cylinder nie ma miejsca na podpięcie czujników mechanicznego zamknięcia wrzeciona dlatego alarm otwartego jeszcze nie podpięty. Ale będzie to zrobione inaczej. M10 jest ustawione tak, że zamyka wrzeciono zarówno w pozycji wewnętrznej jak i zewnętrznej. Więc nastąpi tylko sprawdzenie czy przed odpaleniem wrzeciona jest sygnał M10... Elektrozawór w dalszym planie będzie podmieniony na 5/3G żeby nie następowała zmiana stanu zamknięcia po nagłej utracie prądu... Aktualnie cylinder jest tak ustawiony, że w razie całkowitej utraty prądu zamyka wrzeciono do wewnątrz bo jak znam życie 90% robót jest łapane od zewnątrz
PS żółte migające ostrzeżenie na środku ekranu na górze to nie błąd tylko "FS Hold"... Wolałem przypadkiem nie włączyć obrotów z podpiętą pajęczyną na wrzecionie i nie katapultować zaworu
Cylinder nie ma miejsca na podpięcie czujników mechanicznego zamknięcia wrzeciona dlatego alarm otwartego jeszcze nie podpięty. Ale będzie to zrobione inaczej. M10 jest ustawione tak, że zamyka wrzeciono zarówno w pozycji wewnętrznej jak i zewnętrznej. Więc nastąpi tylko sprawdzenie czy przed odpaleniem wrzeciona jest sygnał M10... Elektrozawór w dalszym planie będzie podmieniony na 5/3G żeby nie następowała zmiana stanu zamknięcia po nagłej utracie prądu... Aktualnie cylinder jest tak ustawiony, że w razie całkowitej utraty prądu zamyka wrzeciono do wewnątrz bo jak znam życie 90% robót jest łapane od zewnątrz






