



GRBL 1.1f
Współrzędne maszyny ujemne
-
Jarewa
Autor tematu - Znawca tematu (min. 80)
")
- Posty w temacie: 7
- Posty: 98
- Rejestracja: 29 mar 2020, 22:37
GRBL 1.1f
Mam takie zapytanie. Dlaczego współrzędne maszyny są na "minusie" nie rozumiem tego, powinno być przecież też na plusie. Przecież oprogramowanie grbl zakłada czujniki na "plusie" i tak jest (oprócz osi X ) wiec bazowanie powinno wskazywać max wartości stołu a nie "0" skoro czujnik na końcu osi. A u mnie wskazuje zero dlatego współrzędne na minusie. Jak to poprawić by pokazywało prawidłowo??


-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
")
- Posty w temacie: 5
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: GRBL 1.1f
Bo takie jest widzimisię twórców programu.
Są przekonani, że to przemysłowy standard i tak musi być.
Żeby tego się pobyć trzeba samodzielnie skompilować firmware do sterownika, ustawiając najpierw odpowiednią zmienną w pliku config, ale teraz nie pamiętam którą.
-
 TOP67
TOP67
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 2214
- Rejestracja: 17 wrz 2018, 10:47
- Lokalizacja: Wrocław
- Kontakt:
Re: GRBL 1.1f
Bo tak jest we frezarkach, które zbierają materiał. Pracuje się zawsze na minusie.
Ale wystarczy wyzerować pracę i będziesz miał dodatnie wartości w górnym oknie.
Dodane 4 minuty 32 sekundy:
Masz czujnik Z na dole? Albo nie rozumiesz co to jest plus. A na osi Z jest to najłatwiej zrozumieć. Zero maszynowe jest u samej góry. Każdy zjazd w dół to zebranie materiału, więc wartości ujemne.
-
Jarewa
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 7
- Posty: 98
- Rejestracja: 29 mar 2020, 22:37
Re: GRBL 1.1f
Głównie chodzi o to że dopóki nie ustawie 0'0 (X/Y) nie działają i skrypty moje. Dopiero jak ustawie 0'0 Work coordinates wszystko mi działa bo dane są "dodatnie".
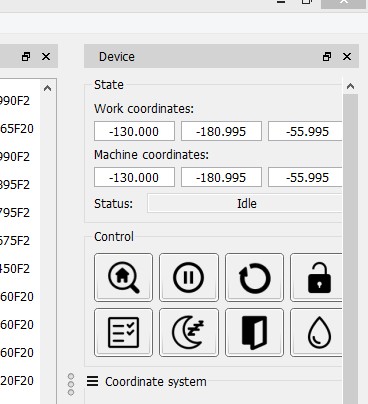
Tak jest po uruchomieniu
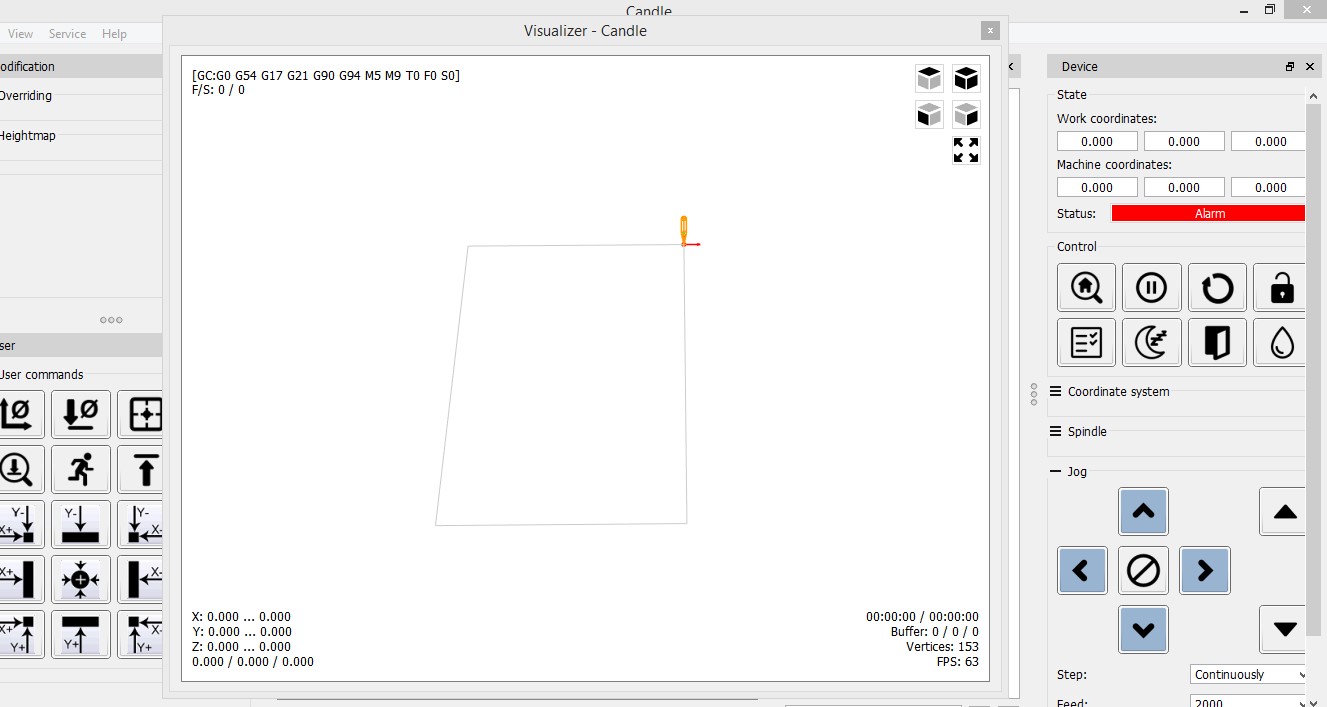
Tak po bazowaniu
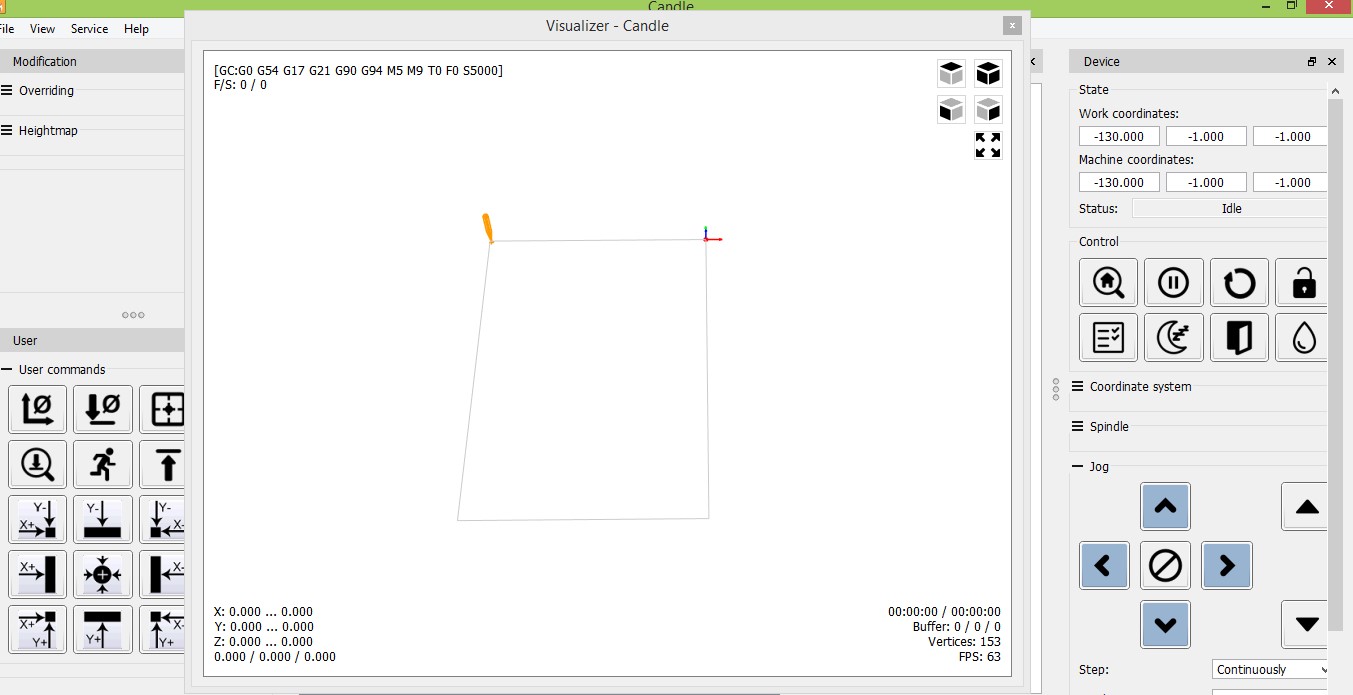
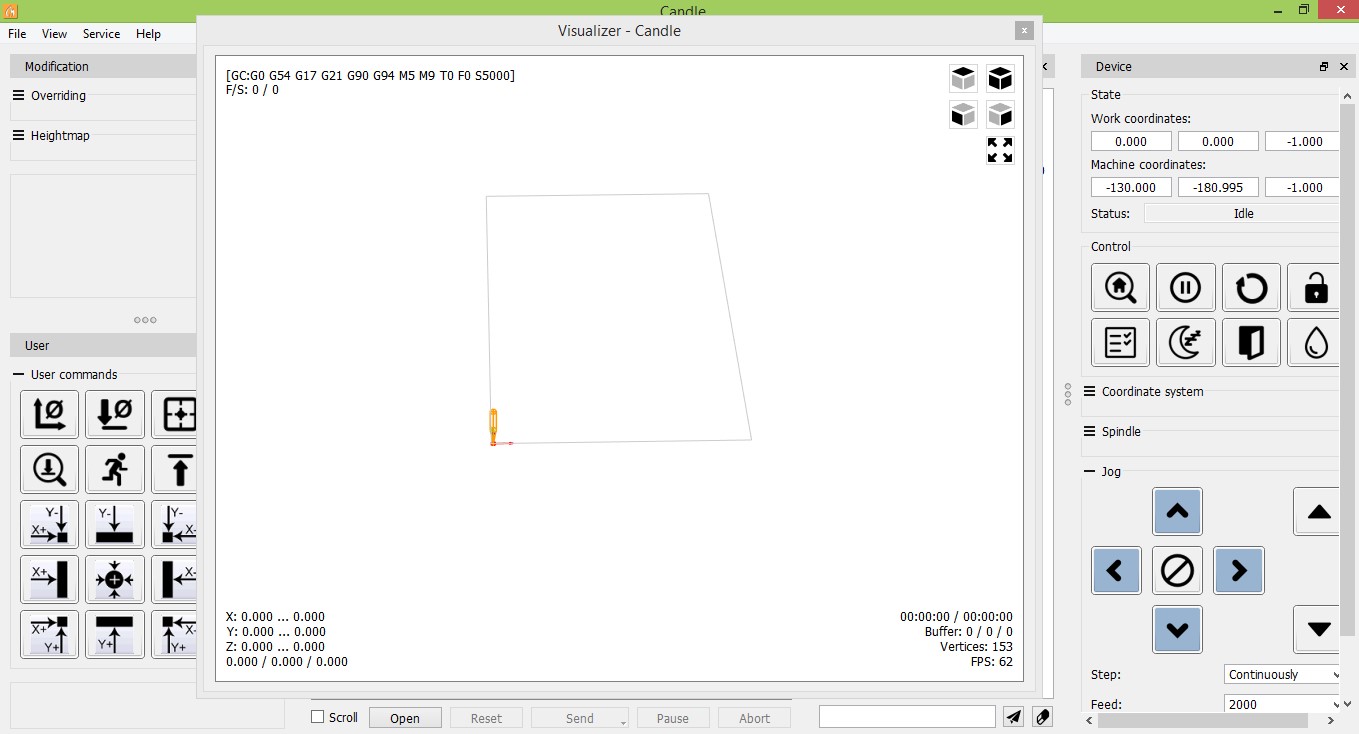
A tak jak ustawie 0'0
Tak jakby nie mogło X,Y pokazywać tak jak po ustawieniu 0'0 gdzie po bazowaniu Y by pokazywał 180 a X 0
Tak jest po uruchomieniu
Tak po bazowaniu
A tak jak ustawie 0'0
Tak jakby nie mogło X,Y pokazywać tak jak po ustawieniu 0'0 gdzie po bazowaniu Y by pokazywał 180 a X 0
-
TOP67
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 2214
- Rejestracja: 17 wrz 2018, 10:47
- Lokalizacja: Wrocław
- Kontakt:
Re: GRBL 1.1f
To wykonaj wcześniej G90 G0 X0Y0Z0. Masz to chyba zaszyte pod przyciskiem U1. Co to za wersja Candle?
Przecież bazowanie materiału, to pierwsza czynność po homingu. I wtedy koordynaty procy ustawia się na zero. Koordynaty maszyny nigdy nie są dodatnie. Punkt 0,0 to prawy tylny róg stolika.
Przecież bazowanie materiału, to pierwsza czynność po homingu. I wtedy koordynaty procy ustawia się na zero. Koordynaty maszyny nigdy nie są dodatnie. Punkt 0,0 to prawy tylny róg stolika.
-
Jarewa
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 7
- Posty: 98
- Rejestracja: 29 mar 2020, 22:37
Re: GRBL 1.1f
Versja 1.2.14b.
Skoro tak ma być to zostawię, po prostu chciałem po bazowaniu by zero to był lewy przedni róg bo tam zawsze będę ustawiał materiał i jest najbliżej i od tego punktu wszystko jest na dodatnie. Napisze skrypt by po bazowaniu samo przejechało na G90 G0 X-130Y-180Z0 i po tym zapisało nowe 0'0 bo ręcznie iść to trochę denerwujące
Skoro tak ma być to zostawię, po prostu chciałem po bazowaniu by zero to był lewy przedni róg bo tam zawsze będę ustawiał materiał i jest najbliżej i od tego punktu wszystko jest na dodatnie. Napisze skrypt by po bazowaniu samo przejechało na G90 G0 X-130Y-180Z0 i po tym zapisało nowe 0'0 bo ręcznie iść to trochę denerwujące
-
TOP67
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 2214
- Rejestracja: 17 wrz 2018, 10:47
- Lokalizacja: Wrocław
- Kontakt:
Re: GRBL 1.1f
Warto zapisać ten punkt w G28. Wtedy jest niezależny od zerowania pracy
Miałem Candle 1.2.8b. Pobrałem 1.2.14b, ale widzę tylko 8 User Command. Skąd masz pozostałe?
Miałem Candle 1.2.8b. Pobrałem 1.2.14b, ale widzę tylko 8 User Command. Skąd masz pozostałe?
-
Jarewa
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 7
- Posty: 98
- Rejestracja: 29 mar 2020, 22:37
Re: GRBL 1.1f
To są własne skrypty bo ten program ma możliwości dodania bez ograniczeń puki co to faza testowa, bo jeszcze chce zrobić skrypt na pomiar długości narzędzia. Wtedy będę dokładnie testował.
-
TOP67
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 2214
- Rejestracja: 17 wrz 2018, 10:47
- Lokalizacja: Wrocław
- Kontakt:
Re: GRBL 1.1f
Na pomiar mam taki
G21G91G38.2Z-30F100; G0Z1; G38.2Z-2F10;
{var q = vars.PRBz}G43.1Z{q};
Najpierw Homing, potem pomiar nad czujnikiem poza stolikiem, potem bazowanie materiału.
Po zmianie narzędzia tylko pomiar
Skrypty umiem robić. Ale jak dodajesz kolejne przyciski?
Nie zaglądałem jeszcze na githuba, pewnie jest tam to opisane
G21G91G38.2Z-30F100; G0Z1; G38.2Z-2F10;
{var q = vars.PRBz}G43.1Z{q};
Najpierw Homing, potem pomiar nad czujnikiem poza stolikiem, potem bazowanie materiału.
Po zmianie narzędzia tylko pomiar
Skrypty umiem robić. Ale jak dodajesz kolejne przyciski?
Nie zaglądałem jeszcze na githuba, pewnie jest tam to opisane
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: GRBL 1.1f
Znowu robisz za adwokata jakiegoś kretyna, który najpierw coś sobie ubzdurał, a potem uparł się jak osioł, że zdania nigdy nie zmieni.
Otóż przemysłowe maszyny to zupełnie inny temat, bo one opuszczając fabrykę są już skonfigurowane i trzeba się z tym pogodzić.
Natomiast maszyna amatorska jest budowana i konfigurowana w sposób dość dowolny, którego wcześniej nie da się przewidzieć, więc projektując UNIWERSALNY sterownik powinno się użytkownikowi dać możliwość dowolnej konfiguracji.
Tak jest na przykład w Linuxcnc, gdzie krańcówki możesz zamontować dowolnie wszędzie i niezależnie od tego zero maszynowe też ustawić dowolnie wszędzie.
Przykładowo, we frezarce stołowej zależało mi na tym, żeby krańcówki były zamontowane w tylnym lewym rogu, po prostu obok wystających i tak silników, a nie po drugiej stronie osi, gdzie nie wystaje nic, więc wystawały by samotnie. (Przy dużych maszynach ważnym czynnikiem może być z kolei długość okablowania). Natomiast punkt zera maszynowego pasował mi w lewym przednim rogu maszyny, gdzie jest najlepszy dostęp i nie przeszkadzają osłony.
W Linuxcnc nie było problemu, wszystko skonfigurowałem jak potrzebowałem.
Natomiast w GRBL możesz co najwyżej dostać taką kretyńską poradę:
Autorem powyższego nie jest anonimowy ktoś tam, tylko członek poważnego i znanego zespołu projektowego OpenBuilds Team i moderator na ichnim forum...put both your X and Y switches on the other side, that is where the CNC stadnards expect them and also where GRBL expects them
Tak więc nie żaden "przemysłowy standard", tylko skrajna głupota i upartość...
Jak pisałem wcześniej, problem dotyczy wyłącznie prekompilowanego firmwaru, kompilując z kodu źródłowego można się tego idiotyzmu pozbyć.






