



")
Tak więc dziś wyfrezowałem ponownie:
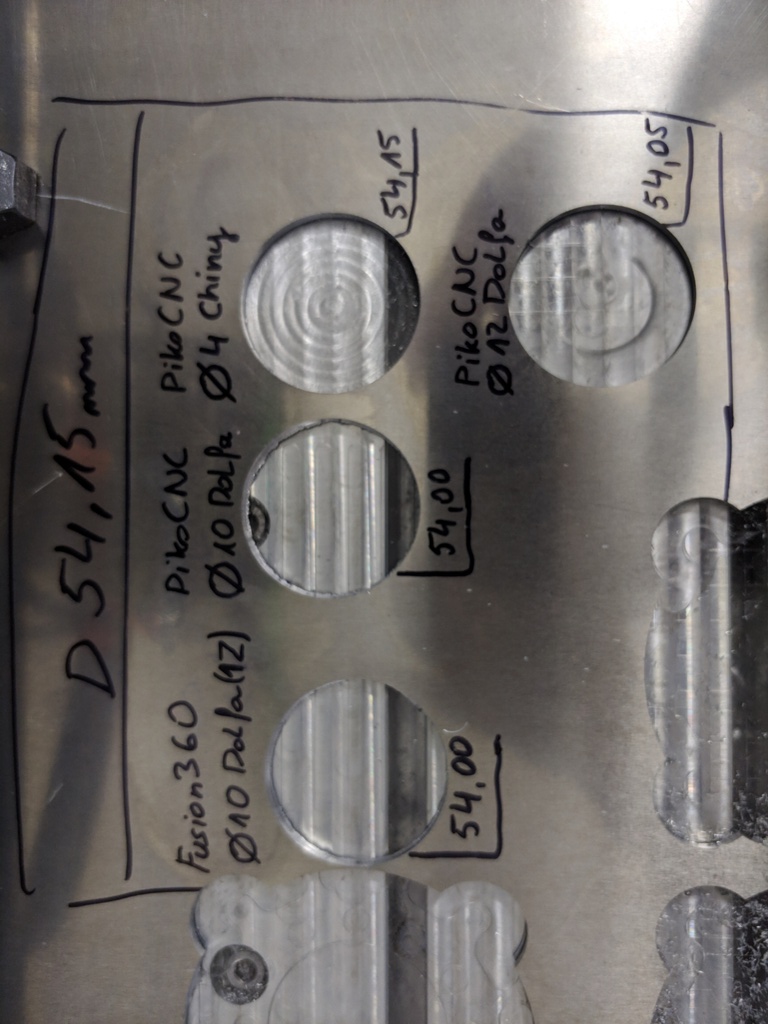
1) kieszeń narysowaną w Fusion360 (frez jedno-ostrzowy 10mm Dolfa 1-10-AL, AP=2mm, 940mm/min, nakładanie 5%) - wynik 54,00mm
2) kieszeń narysowaną w PikoCNC (frez jedno-ostrzowy 10mm Dolfa 1-10-AL, te same parametry co wyżej) - wynik 54,00mm
3) kieszeń narysowaną w PikoCNC (frez jedno-ostrzowy 12mm Dolfa 1-12-AL, te same parametry co wyżej) - wynik 54,05mm
4) kieszeń narysowaną w PikoCNC (frez trzy-ostrzowy 4mm - chiński polerowany , AP=1mm, 300mm/min, nakładanie 5%) - wynik 54,15mm
Tylko w przypadku chińskiego freza dałem minimalne chłodzenie mgłą i wolniejsze przejazdy bo się zaklejał
Zastanawiam się czy mieliście może taki przypadek? Czy może parametry, które ustawiam mogą być powodem takiej sytuacji?



")







