Frezowanie na tokarce z wykorzystaniem osi C.
-
mateu5
Autor tematu - Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 4
- Posty: 632
- Rejestracja: 31 paź 2009, 16:20
- Lokalizacja: PL
Frezowanie na tokarce z wykorzystaniem osi C.
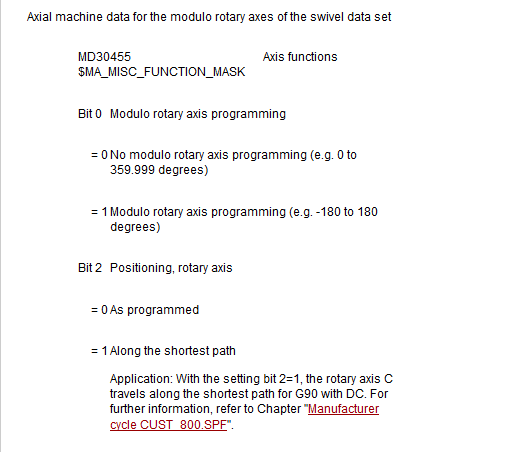
Chce na tokarce wyfrezować krzywkę, frez zamocowany jest promieniowo "oś narzędzia wzdłuż osi X maszyny", dodam że maszyna posiada oś Y, problem natomiast jest taki, że kiedy przechodzi z pozycji C359 do C1 to wrzeciono robi pełny obrót wstecz, zamiast przekręcić się tylko o 2 stopnie. Czy ktoś się orientuje w jakie parametry za to odpowiadają? Programując oś C, chcę aby na pozycję się ustawiała zawsze po najkrótszej drodze. Sinumeric 840D
Mazak -> Fanuc -> Acramatic -> Sinumeric -> Heidenhain -> Mitsubishi meldas -> EdgeCAM -> NX CAM -> Postprocesory.
Tagi:


")
-
 Krzycho_Wporzo
Krzycho_Wporzo
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 3
- Posty: 319
- Rejestracja: 05 wrz 2013, 10:08
- Lokalizacja: Częstochowa
A może np tak ?mateu5 pisze:Chce na tokarce wyfrezować krzywkę, frez zamocowany jest promieniowo "oś narzędzia wzdłuż osi X maszyny", dodam że maszyna posiada oś Y, problem natomiast jest taki, że kiedy przechodzi z pozycji C359 do C1 to wrzeciono robi pełny obrót wstecz, zamiast przekręcić się tylko o 2 stopnie. Czy ktoś się orientuje w jakie parametry za to odpowiadają? Programując oś C, chcę aby na pozycję się ustawiała zawsze po najkrótszej drodze. Sinumeric 840D
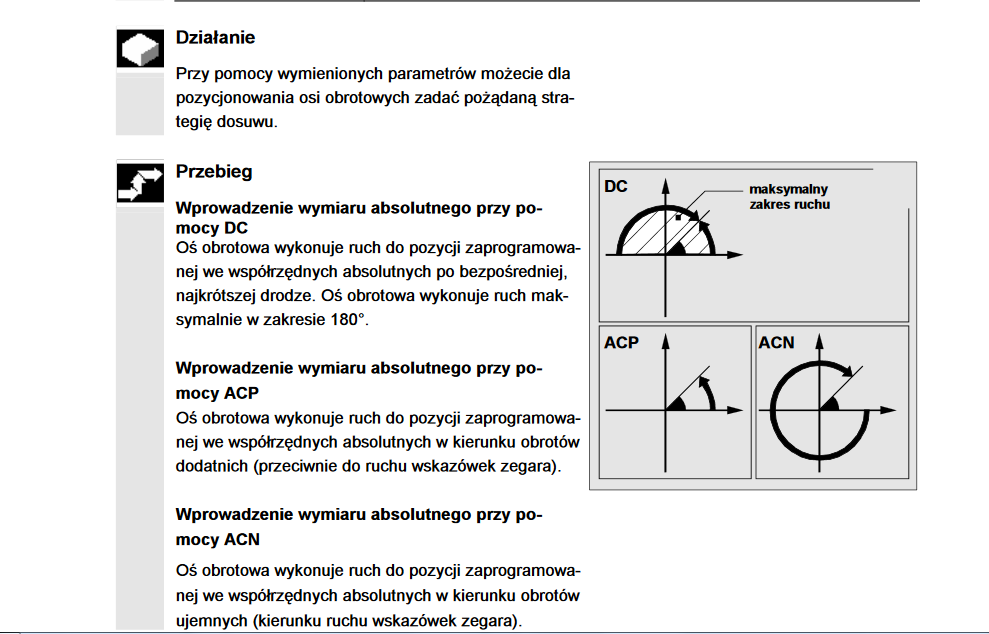
C = DC(1)
lub
C= ACP(1)
C= ACN(1)
Albercik
-
mateu5
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 4
- Posty: 632
- Rejestracja: 31 paź 2009, 16:20
- Lokalizacja: PL
Kolego Krzycho_Wporzo wygląda to obiecująco. Sprawdzę co obrabiarka na to. Można ewentualnie w parametrach maszyny zmienić żeby takie zachowanie podzielnicy było domyślne bez pisania tego DC ?
Mazak -> Fanuc -> Acramatic -> Sinumeric -> Heidenhain -> Mitsubishi meldas -> EdgeCAM -> NX CAM -> Postprocesory.
-
Krzycho_Wporzo
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 3
- Posty: 319
- Rejestracja: 05 wrz 2013, 10:08
- Lokalizacja: Częstochowa
-
Krzycho_Wporzo
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 3
- Posty: 319
- Rejestracja: 05 wrz 2013, 10:08
- Lokalizacja: Częstochowa