



Frezarko-wiertarka ZX7045(nowa :P ) chinska jakosc - reanimacja przed uruchomieniem
Kolejny temat o zx7045, nowy egzemplarz dopiero co wyjety ze skrzyni , niezdatny do pracy bez rozebrania . Zdjecia .
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 121
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Frezarko-wiertarka ZX7045(nowa :P ) chinska jakosc - reanimacja przed uruchomieniem
? ja kupowałem jako prywatna bez żadnych wstrętów.. ale może coś się zmieniło...
pozdrawiam,
Roman
Roman


-
InvaderBeer
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 91
- Posty: 113
- Rejestracja: 16 lis 2017, 07:51
- Lokalizacja: Kraków
Re: Frezarko-wiertarka ZX7045(nowa :P ) chinska jakosc - reanimacja przed uruchomieniem
Może w sklepie stacjonarnym . Jak próbowałem przed świętami to dostałem info :
"Proszę o dosłanie danych do wystawienia faktury VAT - wysyłkowo obsługujemy wyłącznie firmy
Pozdrawiam Piotr Brzeski"
"Proszę o dosłanie danych do wystawienia faktury VAT - wysyłkowo obsługujemy wyłącznie firmy
Pozdrawiam Piotr Brzeski"
Zapraszam na mój kanał :
https://www.youtube.com/channel/UCjjybS ... PrLNRdElYQ
https://www.youtube.com/channel/UCjjybS ... PrLNRdElYQ
-
piromarek
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 33
- Posty: 1316
- Rejestracja: 08 maja 2007, 08:05
- Lokalizacja: Chodzież
Re: Frezarko-wiertarka ZX7045(nowa :P ) chinska jakosc - reanimacja przed uruchomieniem
Witam.
Miałem tak samo w 2017stym.
Kupowałem przez kolegę z działalnością.
Inaczej bez szans.
pzdr
Miałem tak samo w 2017stym.
Kupowałem przez kolegę z działalnością.
Inaczej bez szans.
pzdr
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 121
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Frezarko-wiertarka ZX7045(nowa :P ) chinska jakosc - reanimacja przed uruchomieniem
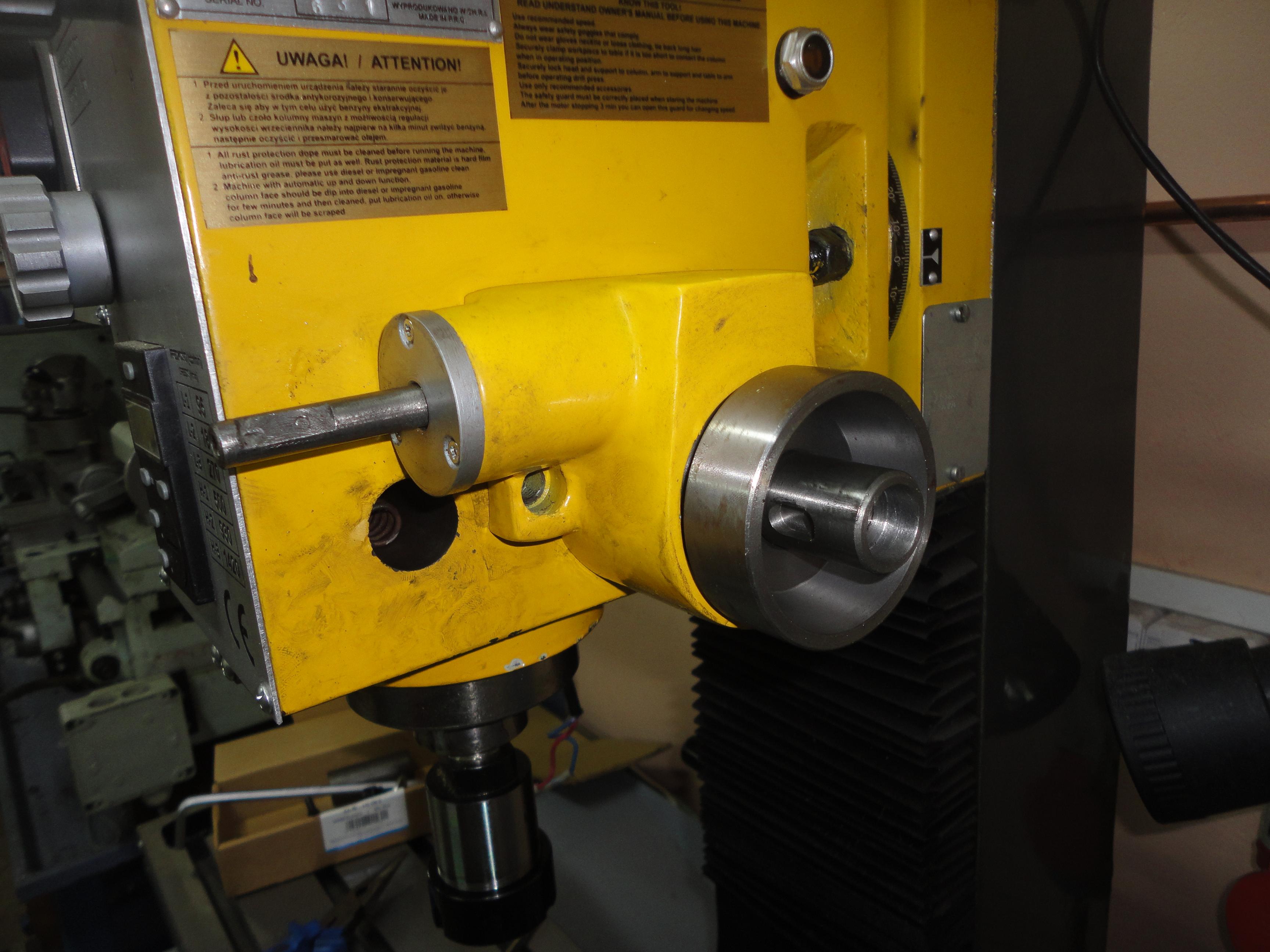
Wymontowałem wrzeciono z korpusu frezarki, dokręciłem i nasmarowałem łożyska, sprawdziłem bicie korpusu po tej regulacji umieszczając zespół w kłach tokarki (a właściwie w jednym).
korpus po zdjęciu "dzwonka" ze sprężyną powrotną wrzeciona, widać końcówkę wałka wysuwu tulei ze śrubką zabierająca sprężynę. Wałek wysuwu tulei wrzeciona spasowany lekko ale bez luzów o otworem w korpusie, ślimacznica wysuwu precyzyjnego na nim zamocowana zeszła bez problemów, ale bez jakiegoś wyczuwalnego luzu na wałku, nawet rowek pod wpust dopasowany do szerokości wpustu
Wałki pokręteł wodzików skrzyni zmiany prędkości wrzeciona posiadają Simmeringi



wewnątrz korpusu po zdjęciu panelu przedniego nie widać nigdzie wycieków oleju ze skrzyni
Tuleja po wykręceniu kołka prowadzącego nie wypadła samoczynnie pod własnym ciężarem, trzeba ją było lekko wyciągać (trzymał smar), co świadczy o dobrym spasowaniu do otworu w korpusie. Wewnątrz otworu tez brak wycieków.

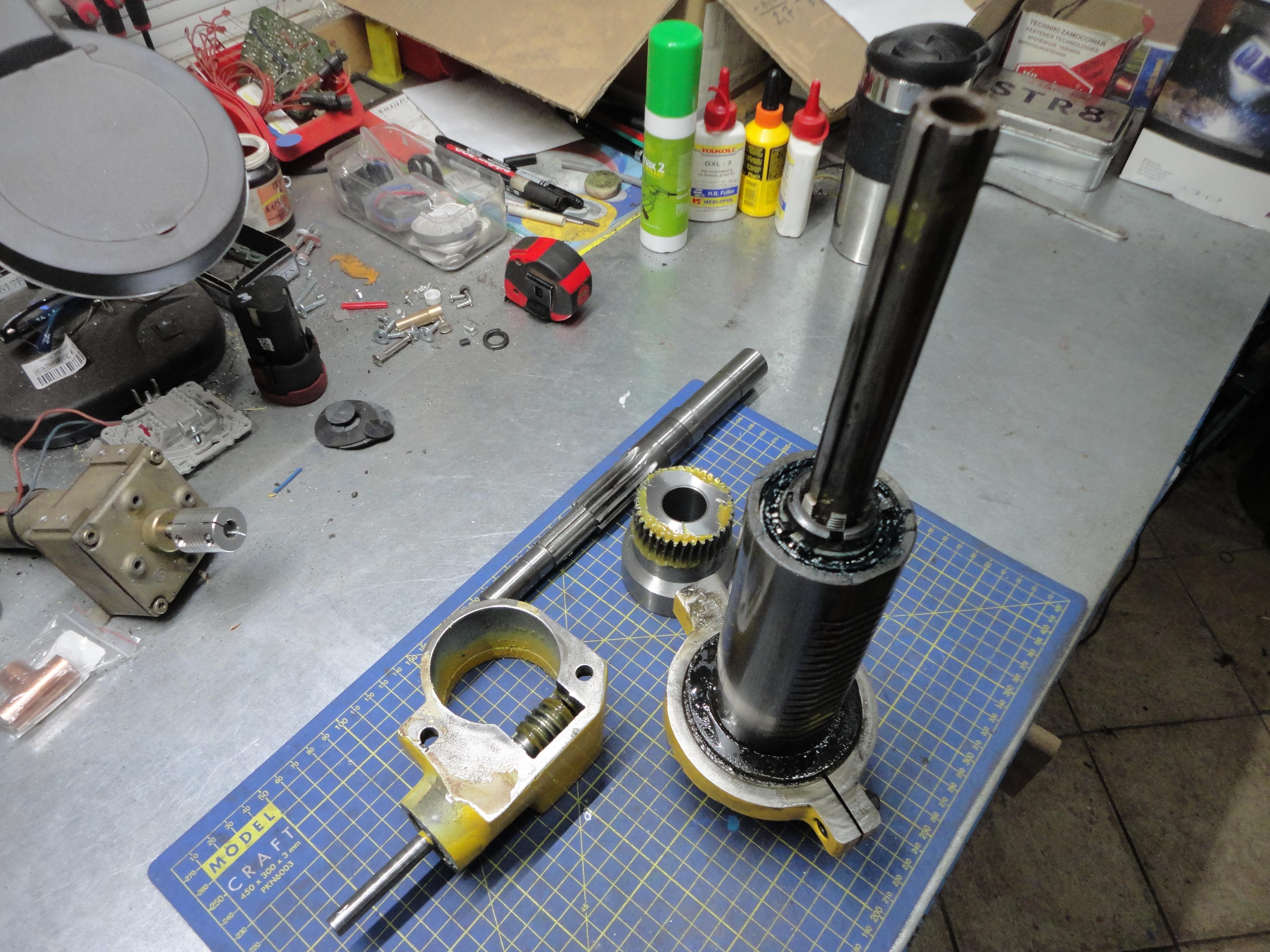
zespół tuleja wysuwna-wrzeciono po wyjęciu z korpusu, obok korpus przekładni ślimakowej wysuwu precyzyjnego ze ślimakiem, ślimacznica, i wałek wysuwający wrzeciono.

Łożyska dokręciłem nakrętką koronową po odgięciu podkładki zabezpieczającej kluczem pazurkowym "na czuja" o około 1/4-2/5 obrotu, sprawdzając następnie w tokarce czy łożyska nie zacinają lub grzeją się przy dużych (1200RPM) obrotach wrzeciona (tuleja nieruchoma). Próba wypadła pomyślnie.
Ślimak przekładni wysuwu precyzyjnego łożyskowany jest w korpusie dwoma łożyskami kulkowymi z tulejką dystansową miedzy nimi. Łożyska wchodzą w swoje gniazdo suwliwie, ale bez jakiegoś luzu, dobrze spasowane. Istnieje tu możliwość kasowania luzu ślimak-ślimacznica poprzez podmianę łożysk kulkowych na mimośrodową tuleję łożyskująca wałek ślimaka, i przysuwanie go do ślimacznicy porzez obrót i potem zablokowanie robaczkiem tulei łożyskującej w nowym położeniu.
Czytnik suwmiarkowego miernika wysuwu wrzeciona zamocowany jest li tylko na lekki wcisk w aluminiowym panelu przednim frezarki, nie ma żadnych objemek czy śrub mocujących go do blachy.
Na filmie widać pomiar bicia na tulejce redukcyjnej wbitej w gniazdo Morse'a (do podparcia kłem) co świadczy, że bicie gniazda do osi praktycznie jest poniżej 0,01mm.
Później w tym samym zamocowaniu zmierzyłem bicie całego wrzeciona względem wysuwnej tulei łożyskowej przykładając diatest do jej korpusu i zatrzymując jej obrót przy obracającym się wrzecionie (czego nie widać na filmie bo skończyła mi się karta w kamerze).
Wynik pomiaru identyczny jak dla wrzeciona - poniżej 0,01mm
Tu wcześniejszy niż powyższy pomiar współosiowości tulei łożyskowej i wrzeciona.
Przy większej niewspółosiowości czujnik wskazałby duże wartości bo tuleja kiwałaby się bardziej na boki.
cdn...
korpus po zdjęciu "dzwonka" ze sprężyną powrotną wrzeciona, widać końcówkę wałka wysuwu tulei ze śrubką zabierająca sprężynę. Wałek wysuwu tulei wrzeciona spasowany lekko ale bez luzów o otworem w korpusie, ślimacznica wysuwu precyzyjnego na nim zamocowana zeszła bez problemów, ale bez jakiegoś wyczuwalnego luzu na wałku, nawet rowek pod wpust dopasowany do szerokości wpustu
Wałki pokręteł wodzików skrzyni zmiany prędkości wrzeciona posiadają Simmeringi
wewnątrz korpusu po zdjęciu panelu przedniego nie widać nigdzie wycieków oleju ze skrzyni
Tuleja po wykręceniu kołka prowadzącego nie wypadła samoczynnie pod własnym ciężarem, trzeba ją było lekko wyciągać (trzymał smar), co świadczy o dobrym spasowaniu do otworu w korpusie. Wewnątrz otworu tez brak wycieków.
zespół tuleja wysuwna-wrzeciono po wyjęciu z korpusu, obok korpus przekładni ślimakowej wysuwu precyzyjnego ze ślimakiem, ślimacznica, i wałek wysuwający wrzeciono.
Łożyska dokręciłem nakrętką koronową po odgięciu podkładki zabezpieczającej kluczem pazurkowym "na czuja" o około 1/4-2/5 obrotu, sprawdzając następnie w tokarce czy łożyska nie zacinają lub grzeją się przy dużych (1200RPM) obrotach wrzeciona (tuleja nieruchoma). Próba wypadła pomyślnie.
Ślimak przekładni wysuwu precyzyjnego łożyskowany jest w korpusie dwoma łożyskami kulkowymi z tulejką dystansową miedzy nimi. Łożyska wchodzą w swoje gniazdo suwliwie, ale bez jakiegoś luzu, dobrze spasowane. Istnieje tu możliwość kasowania luzu ślimak-ślimacznica poprzez podmianę łożysk kulkowych na mimośrodową tuleję łożyskująca wałek ślimaka, i przysuwanie go do ślimacznicy porzez obrót i potem zablokowanie robaczkiem tulei łożyskującej w nowym położeniu.
Czytnik suwmiarkowego miernika wysuwu wrzeciona zamocowany jest li tylko na lekki wcisk w aluminiowym panelu przednim frezarki, nie ma żadnych objemek czy śrub mocujących go do blachy.
Na filmie widać pomiar bicia na tulejce redukcyjnej wbitej w gniazdo Morse'a (do podparcia kłem) co świadczy, że bicie gniazda do osi praktycznie jest poniżej 0,01mm.
Później w tym samym zamocowaniu zmierzyłem bicie całego wrzeciona względem wysuwnej tulei łożyskowej przykładając diatest do jej korpusu i zatrzymując jej obrót przy obracającym się wrzecionie (czego nie widać na filmie bo skończyła mi się karta w kamerze).
Wynik pomiaru identyczny jak dla wrzeciona - poniżej 0,01mm
Tu wcześniejszy niż powyższy pomiar współosiowości tulei łożyskowej i wrzeciona.
Przy większej niewspółosiowości czujnik wskazałby duże wartości bo tuleja kiwałaby się bardziej na boki.
cdn...
pozdrawiam,
Roman
Roman
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 121
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Frezarko-wiertarka ZX7045(nowa :P ) chinska jakosc - reanimacja przed uruchomieniem
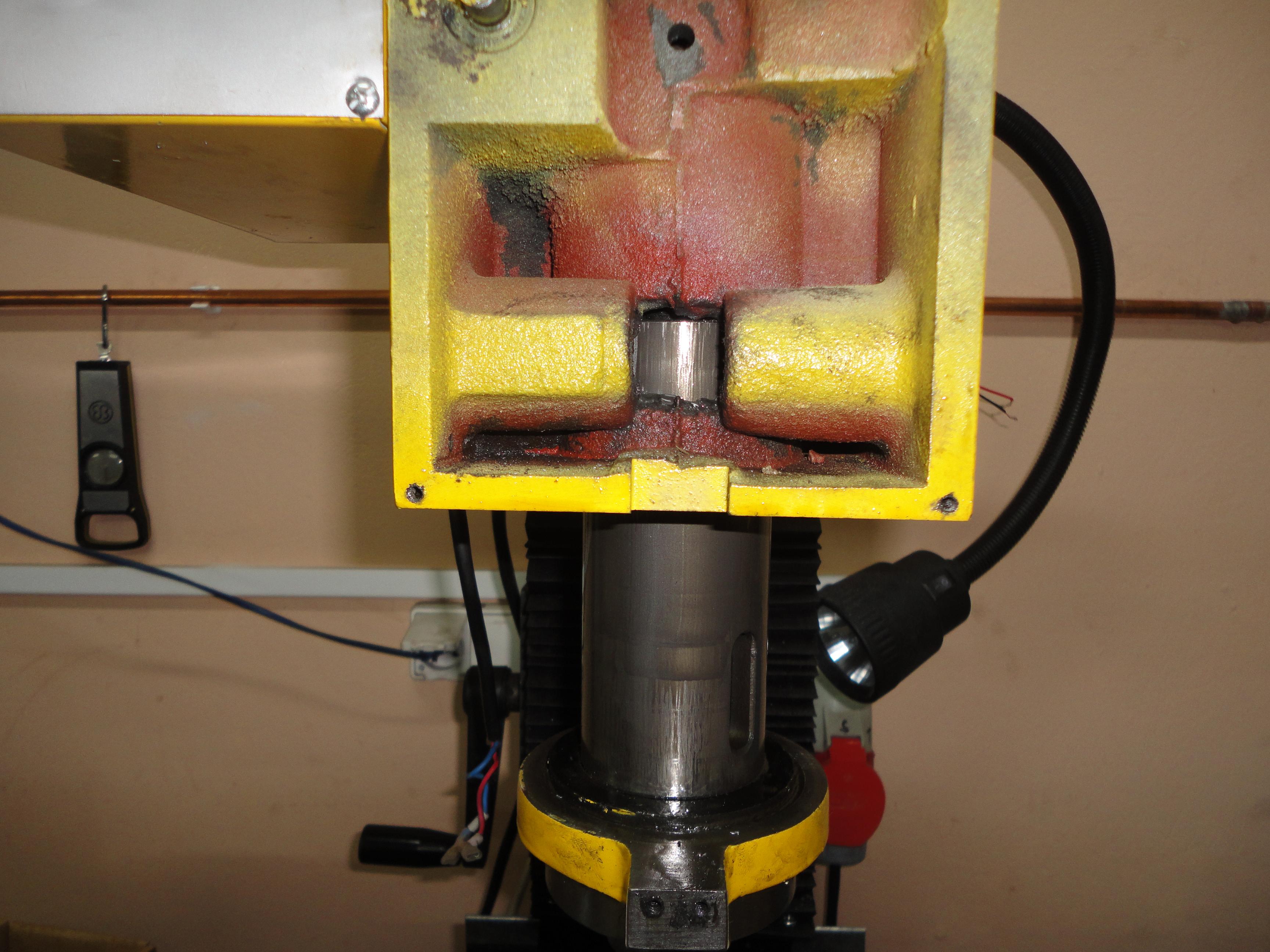
Przy okazji zeskrobałem farbę z korpusu w miejscu zamontowania obudowy przekładni ślimakowej by równo dolegała po zamontowaniu. Pod farbą była cieniutka warstewka szpachli, korpus chyba był cały frezowany bo widać pionowe ślady po frezie, jest bardzo równy, widoczna też zaślepka(?)

Korpus z pokrywą przekładni były parowane(obrabiane razem dla pionowych wałków przekładni) o czym świadczą wybite na korpusie i pokrywie numery, oraz kołki ustalające (oprócz śrub) na górnej powierzchni pokrywy,

ośki wodzików na przedniej ściance korpusu jak pisałem wcześniej mają Simmeringi uszczelniające

Po zmontowaniu wrzeciona w korpus bicie zmierzone na wciśniętej w gniazdo wrzeciona tulejce redukcyjnej wyniosło 0,008mm - wg karty inspekcyjnej G4a dopuszczalny do 0,015mm (przed regulacją nie mierzyłem bicia ze względu na wyraźnie wyczuwalne luzy na łożyskach)


(przepraszam za kiepską ostrość)
Powtórny pomiar uchybu po regulacji łożysk przy przyłożeniu siły bocznej 10kG do włożonego we wrzeciono trzonka (przy zaciśniętej tulei wrzeciona i jaskółce kolumny) wykazał podobny do wcześniej wykonanego wynik ~0,02mm,

czyli cały ten, niewielki co prawda ale jednak uchyb wynika z pewnej wiotkości zespołu: miejsce mocowania(kolumny) do podstawy-kolumna-obrotnica głowicy, i nad tym ewentualnie trzeba będzie w przyszłości popracować(usztywnić)..
cdn...
Korpus z pokrywą przekładni były parowane(obrabiane razem dla pionowych wałków przekładni) o czym świadczą wybite na korpusie i pokrywie numery, oraz kołki ustalające (oprócz śrub) na górnej powierzchni pokrywy,
ośki wodzików na przedniej ściance korpusu jak pisałem wcześniej mają Simmeringi uszczelniające
Po zmontowaniu wrzeciona w korpus bicie zmierzone na wciśniętej w gniazdo wrzeciona tulejce redukcyjnej wyniosło 0,008mm - wg karty inspekcyjnej G4a dopuszczalny do 0,015mm (przed regulacją nie mierzyłem bicia ze względu na wyraźnie wyczuwalne luzy na łożyskach)
(przepraszam za kiepską ostrość)
Powtórny pomiar uchybu po regulacji łożysk przy przyłożeniu siły bocznej 10kG do włożonego we wrzeciono trzonka (przy zaciśniętej tulei wrzeciona i jaskółce kolumny) wykazał podobny do wcześniej wykonanego wynik ~0,02mm,
czyli cały ten, niewielki co prawda ale jednak uchyb wynika z pewnej wiotkości zespołu: miejsce mocowania(kolumny) do podstawy-kolumna-obrotnica głowicy, i nad tym ewentualnie trzeba będzie w przyszłości popracować(usztywnić)..
cdn...
pozdrawiam,
Roman
Roman
-
InvaderBeer
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 91
- Posty: 113
- Rejestracja: 16 lis 2017, 07:51
- Lokalizacja: Kraków
Re: Frezarko-wiertarka ZX7045(nowa :P ) chinska jakosc - reanimacja przed uruchomieniem
Świetna foto relacja .RomanJ4 pisze: ↑09 sty 2018, 22:57Przy okazji zeskrobałem farbę z korpusu w miejscu zamontowania obudowy przekładni ślimakowej by równo dolegała po zamontowaniu. Pod farbą była cieniutka warstewka szpachli, korpus chyba był cały frezowany bo widać pionowe ślady po frezie, jest bardzo równy, widoczna też zaślepka(?)
Korpus z pokrywą przekładni były parowane(obrabiane razem dla pionowych wałków przekładni) o czym świadczą wybite na korpusie i pokrywie numery, oraz kołki ustalające (oprócz śrub) na górnej powierzchni pokrywy,
ośki wodzików na przedniej ściance korpusu jak pisałem wcześniej mają Simmeringi uszczelniające
U mnie jest podobnie , nie demontowałem jeszcze obudowy przekładni ślimakowej bo jest tam u mnie dużo szpachli i jak to oderwę to czeka mnie chyba malowanie całego boku
Pytanie do kolegi @RomanJ4 to bicie na zaciśniętym wrzecionie czy luźnym tylko wsuniętym ?
Zapraszam na mój kanał :
https://www.youtube.com/channel/UCjjybS ... PrLNRdElYQ
https://www.youtube.com/channel/UCjjybS ... PrLNRdElYQ
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 121
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Frezarko-wiertarka ZX7045(nowa :P ) chinska jakosc - reanimacja przed uruchomieniem
Na zaciśniętym i schowanym, bo chodziło mi o bicie samego wrzeciona (a właściwie samego stożka gniazda) w stosunku do tulei, ale złożonej z korpusem, w czasie pracy z przekładnią (w kłach tokarki mierzyłem wcześniej)
Po złożeniu przekładni ślimakowej precyzyjnego wysuwu wrzeciona nie stwierdziłem luzu ślimak-ślimacznica, więc zmiana łożysk kulkowych ślimaka na tuleję mimośrodową jest na razie niepotrzebna, zresztą jest pewna możliwość korekty tego luzu przez niewielkie przesunięcie całej obudowy tej przekładni względem osi wałka ślimacznicy , na co pozwala pewien luz otworów śrub mocujących. Przynajmniej dopóki się mocno ślimak nie wyrobi...
Po złożeniu przekładni ślimakowej precyzyjnego wysuwu wrzeciona nie stwierdziłem luzu ślimak-ślimacznica, więc zmiana łożysk kulkowych ślimaka na tuleję mimośrodową jest na razie niepotrzebna, zresztą jest pewna możliwość korekty tego luzu przez niewielkie przesunięcie całej obudowy tej przekładni względem osi wałka ślimacznicy , na co pozwala pewien luz otworów śrub mocujących. Przynajmniej dopóki się mocno ślimak nie wyrobi...
pozdrawiam,
Roman
Roman
-
InvaderBeer
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 91
- Posty: 113
- Rejestracja: 16 lis 2017, 07:51
- Lokalizacja: Kraków
Re: Frezarko-wiertarka ZX7045(nowa :P ) chinska jakosc - reanimacja przed uruchomieniem
Nareszcie miałem trochę czasu żeby posiedzieć w garażu , a wiec...
Zaczynam składać maszynę , pod nogi stołu po waszych namowach , dołożyłem kawałek gumy i kotwy . Całość już siedzi na blacie , znaczy się na razie podstawa i kolumna .
Zrobiłem małe usprawnienie .
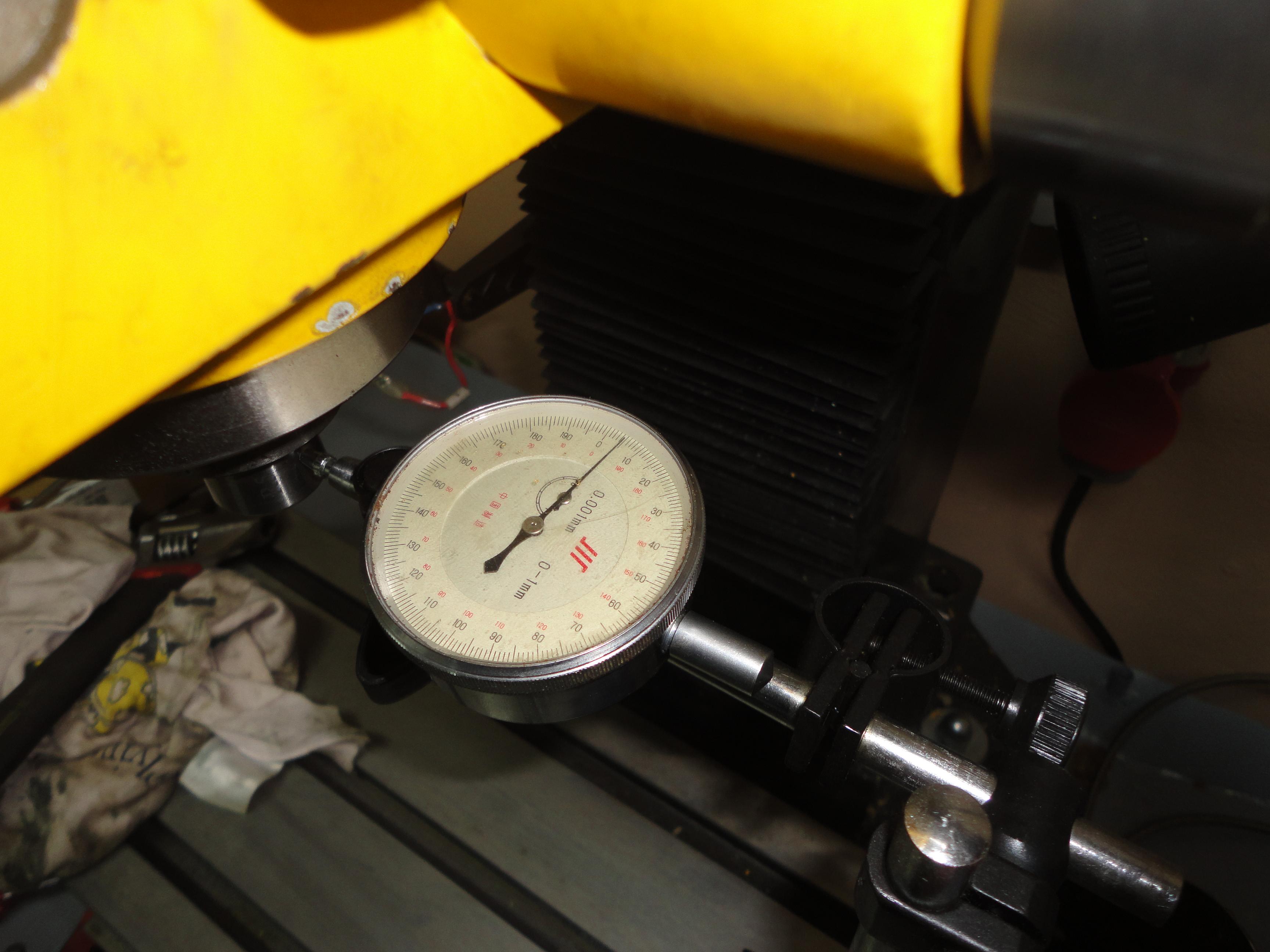
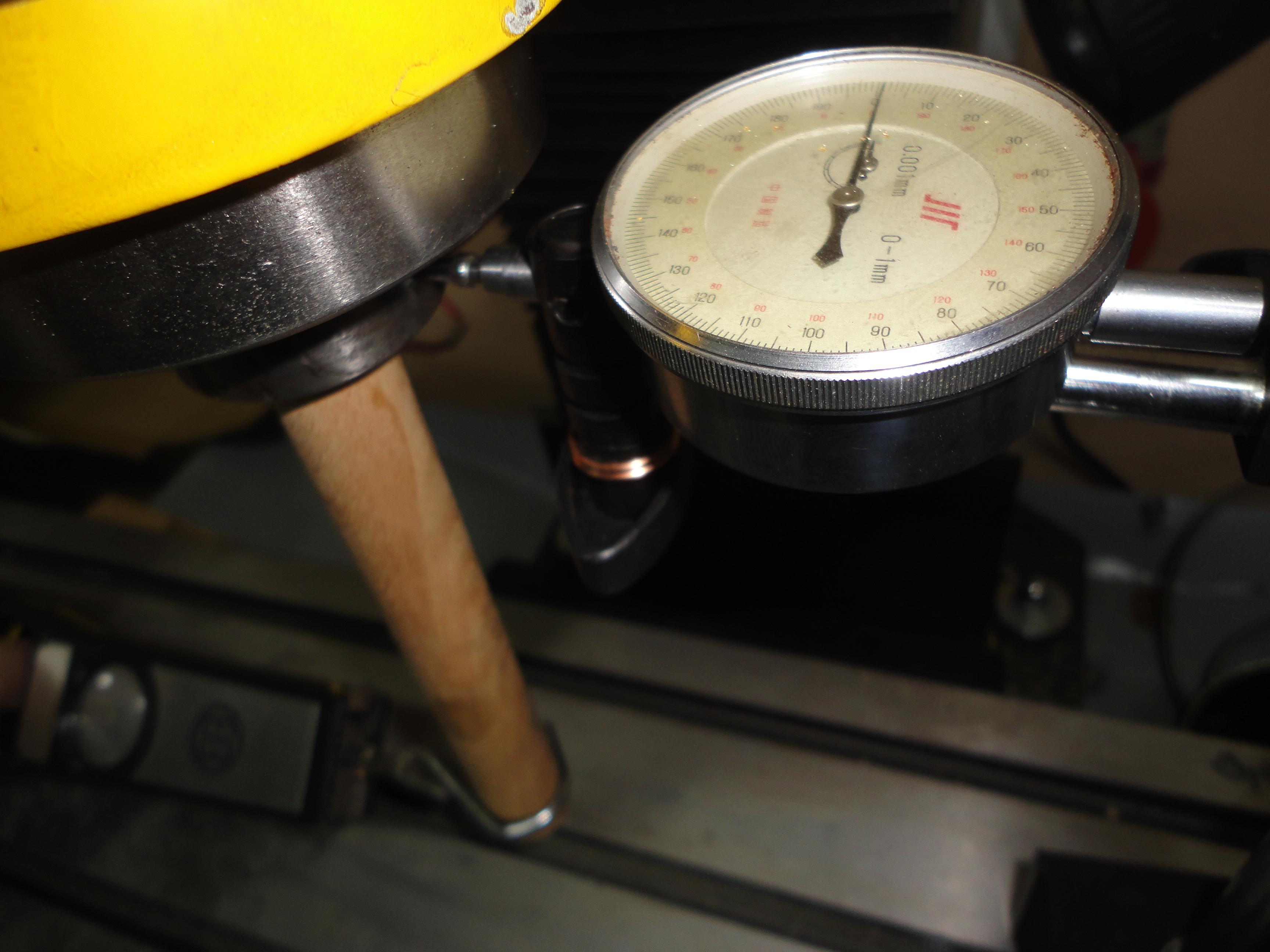
Zmierzyłem wagą wędkarską elastyczność kolumny , montowałem hak na szczycie otworu gdzie jest śruba od mechanizmu podnoszenia głowicy , to znaczy jakieś 4 cm od szczytu . Na miarce ustawiłem "Stop" ma 25 kg i z taką siłą przyciągałem kolumnę do siebie .
Mierzyłem wskaźnikiem o dokładności 0.01, nie mam lepszego , 410 mm od dolnej krawędzi kolumny .


wynik gdy podstawa była mocno przykręcona a kolumna do podstawy to : 0,05
Następnie zdemontowałem kolumnę i podstawę , nałożyłem poxylinę pod krawędź komory na chłodziwo ( pokazane na filmie ) . Nie miałem innego kleju epoksydowego w formie plasteliny co by nie spływał , jest jeszcze identyczny jak poxylina środek technicqll czy jakoś tak . Ma identyczne właściwości . Epoksyd nakładałem w formie wałeczków nieznacznie większych niż szpara między komorą a stołem . Stół spryskałem wazelina w spray wiec nic się nie przykleiło na stałe .

wynik po aplikacji epoksydu : 0.03
Wychodzi na to że ta prosta i niewinna przeróbka w moim przypadku dała 2 setki - 0.02 mm poprawy przy sile 25kg . Niby nie wiele ale zawsze coś a epoksyd tani .
a epoksyd tani .
Zabrałem się też za robienie rowków aby olej i smar mógł dotrzeć do łożysk oporowych i ogólnie małe usprawnienie smarowania .
Dodałem też filmik niestety robiony jeszcze moim gównianym telefonem Następne będą już lepszej jakości .
https://youtu.be/xZhrovXfFQM
Pomiary związane z epoksydem i kolumną - 06:50
Pozdrawiam .
Zaczynam składać maszynę , pod nogi stołu po waszych namowach , dołożyłem kawałek gumy i kotwy . Całość już siedzi na blacie , znaczy się na razie podstawa i kolumna .
Zrobiłem małe usprawnienie .
Zmierzyłem wagą wędkarską elastyczność kolumny , montowałem hak na szczycie otworu gdzie jest śruba od mechanizmu podnoszenia głowicy , to znaczy jakieś 4 cm od szczytu . Na miarce ustawiłem "Stop" ma 25 kg i z taką siłą przyciągałem kolumnę do siebie .
Mierzyłem wskaźnikiem o dokładności 0.01, nie mam lepszego , 410 mm od dolnej krawędzi kolumny .
wynik gdy podstawa była mocno przykręcona a kolumna do podstawy to : 0,05
Następnie zdemontowałem kolumnę i podstawę , nałożyłem poxylinę pod krawędź komory na chłodziwo ( pokazane na filmie ) . Nie miałem innego kleju epoksydowego w formie plasteliny co by nie spływał , jest jeszcze identyczny jak poxylina środek technicqll czy jakoś tak . Ma identyczne właściwości . Epoksyd nakładałem w formie wałeczków nieznacznie większych niż szpara między komorą a stołem . Stół spryskałem wazelina w spray wiec nic się nie przykleiło na stałe .
wynik po aplikacji epoksydu : 0.03
Wychodzi na to że ta prosta i niewinna przeróbka w moim przypadku dała 2 setki - 0.02 mm poprawy przy sile 25kg . Niby nie wiele ale zawsze coś
Zabrałem się też za robienie rowków aby olej i smar mógł dotrzeć do łożysk oporowych i ogólnie małe usprawnienie smarowania .
Dodałem też filmik niestety robiony jeszcze moim gównianym telefonem
https://youtu.be/xZhrovXfFQM
Pomiary związane z epoksydem i kolumną - 06:50
Pozdrawiam .
Zapraszam na mój kanał :
https://www.youtube.com/channel/UCjjybS ... PrLNRdElYQ
https://www.youtube.com/channel/UCjjybS ... PrLNRdElYQ
-
InvaderBeer
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 91
- Posty: 113
- Rejestracja: 16 lis 2017, 07:51
- Lokalizacja: Kraków
Re: Frezarko-wiertarka ZX7045(nowa :P ) chinska jakosc - reanimacja przed uruchomieniem
Nareszcie miałem trochę czasu żeby posiedzieć w garażu , a wiec...
Zaczynam składać maszynę , pod nogi stołu po waszych namowach , dołożyłem kawałek gumy i kotwy . Całość już siedzi na blacie , znaczy się na razie podstawa i kolumna .
Zrobiłem małe usprawnienie .
Zmierzyłem wagą wędkarską elastyczność kolumny , montowałem hak na szczycie otworu gdzie jest śruba od mechanizmu podnoszenia głowicy , to znaczy jakieś 4 cm od szczytu . Na miarce ustawiłem "Stop" ma 25 kg i z taką siłą przyciągałem kolumnę do siebie .
Mierzyłem wskaźnikiem o dokładności 0.01, nie mam lepszego , 410 mm od dolnej krawędzi kolumny .
wynik gdy podstawa była mocno przykręcona a kolumna do podstawy to : 0,05
Następnie zdemontowałem kolumnę i podstawę , nałożyłem poxylinę pod krawędź komory na chłodziwo ( pokazane na filmie ) . Nie miałem innego kleju epoksydowego w formie plasteliny co by nie spływał , jest jeszcze identyczny jak poxylina środek technicqll czy jakoś tak . Ma identyczne właściwości . Epoksyd nakładałem w formie wałeczków nieznacznie większych niż szpara między komorą a stołem . Stół spryskałem wazelina w spray wiec nic się nie przykleiło na stałe .
wynik po aplikacji epoksydu : 0.03
Wychodzi na to że ta prosta i niewinna przeróbka w moim przypadku dała 2 setki - 0.02 mm poprawy przy sile 25kg . Niby nie wiele ale zawsze coś a epoksyd tani .
Zabrałem się też za robienie rowków aby olej i smar mógł dotrzeć do łożysk oporowych i ogólnie małe usprawnienie smarowania .
Dodałem też filmik niestety robiony jeszcze moim gównianym telefonem Następne będą już lepszej jakości .
https://youtu.be/xZhrovXfFQM
Pomiary związane z epoksydem i kolumną - 06:50
Pozdrawiam .
EDIT - 23.01.2018
Hej , miałem ostatnio troszkę czasu i posiedziałem w garażu mimo , że zimno
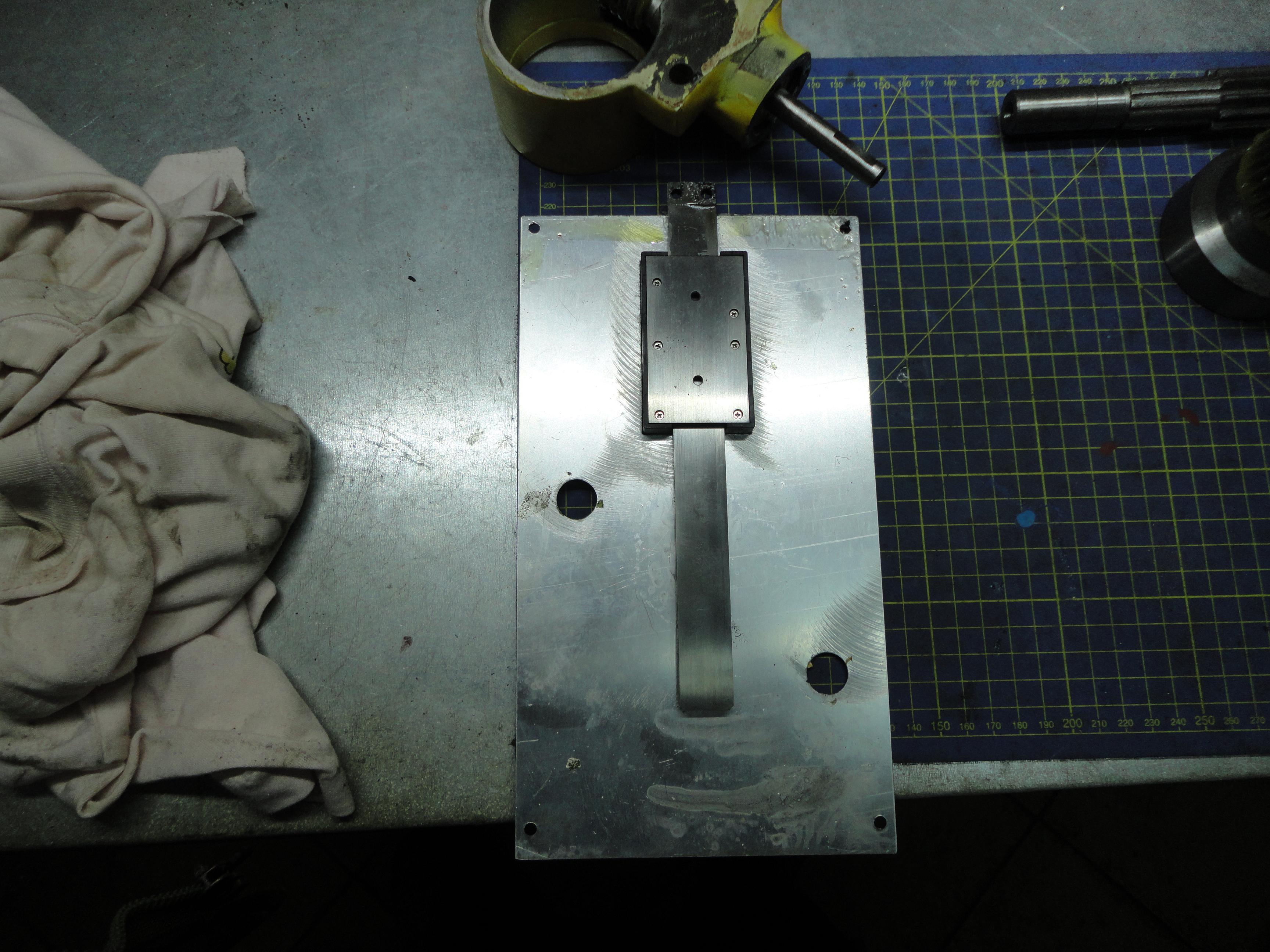
pracowałem nad poprawą smarowania , skoro już wszystko mam rozebrane . dorobiłem rowki doprowadzające smar w częściach łożyskujących główne korby . Teraz ,przynajmniej tak mi się wydaje , smar dojdzie nawet do łożysk oporowych .
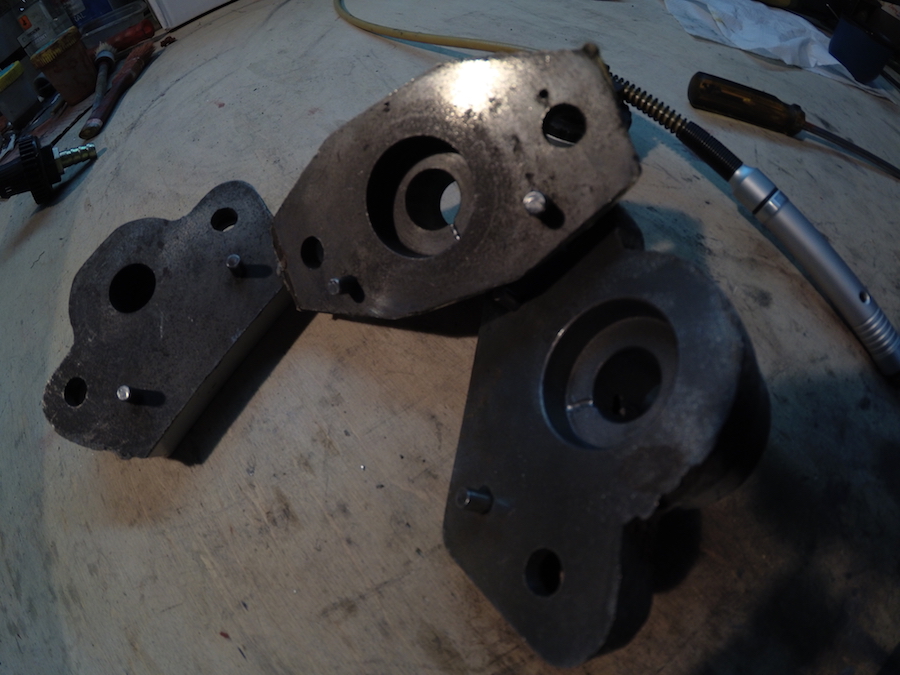
Będę smarował pneumatyczną smarownicą więc smar półpłynny powinien się tam wcisnąć . Ten rowek pionowy sięga za krawędź łożyska .
Dorobiłem rowki dla poprawy smarowania stoły "X" oraz udrożniłem olejniczkę bo nie była zrobiona do końca ślepo się kończyła choć były niby oba otwory
ślepo się kończyła choć były niby oba otwory 


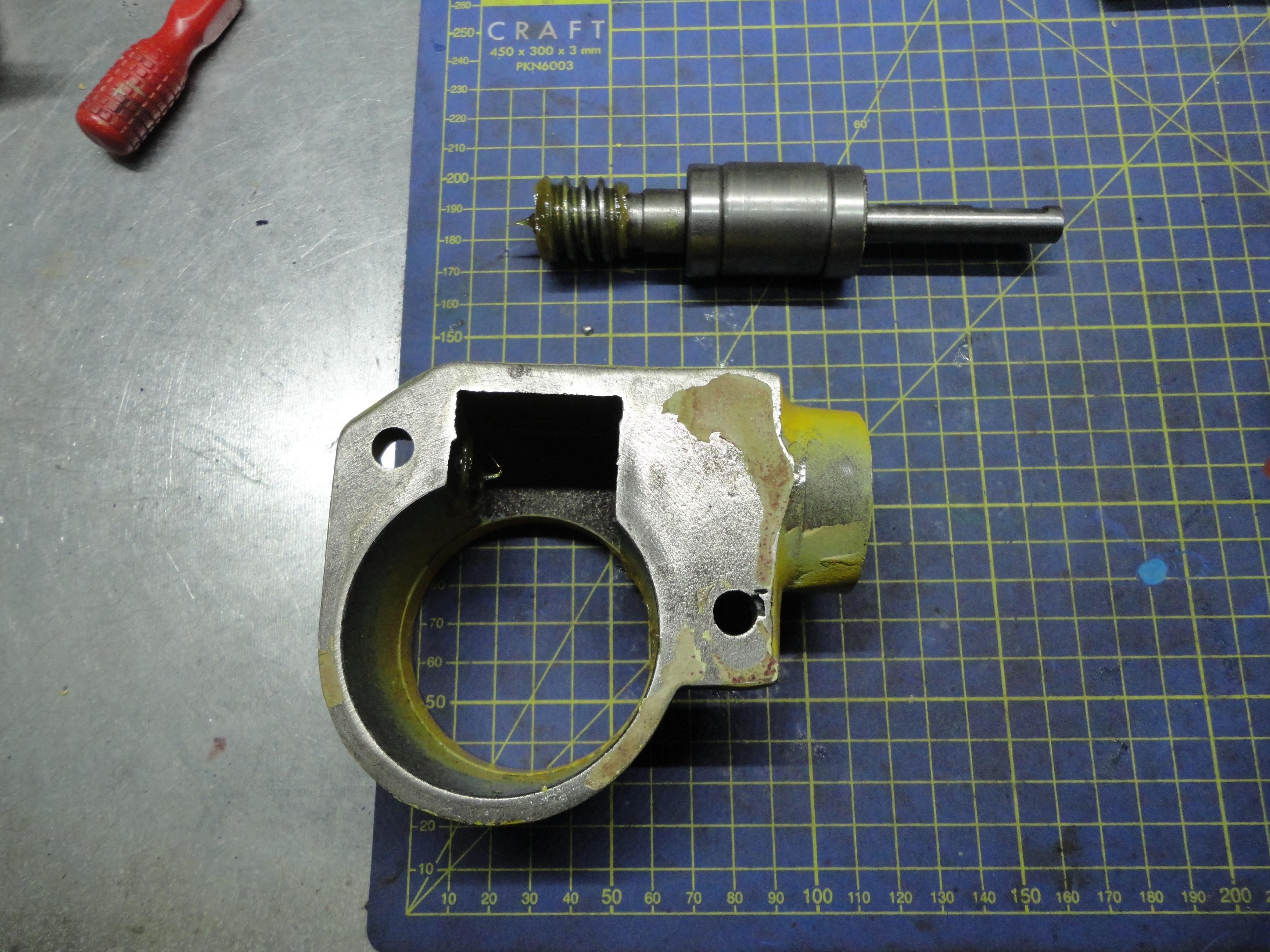
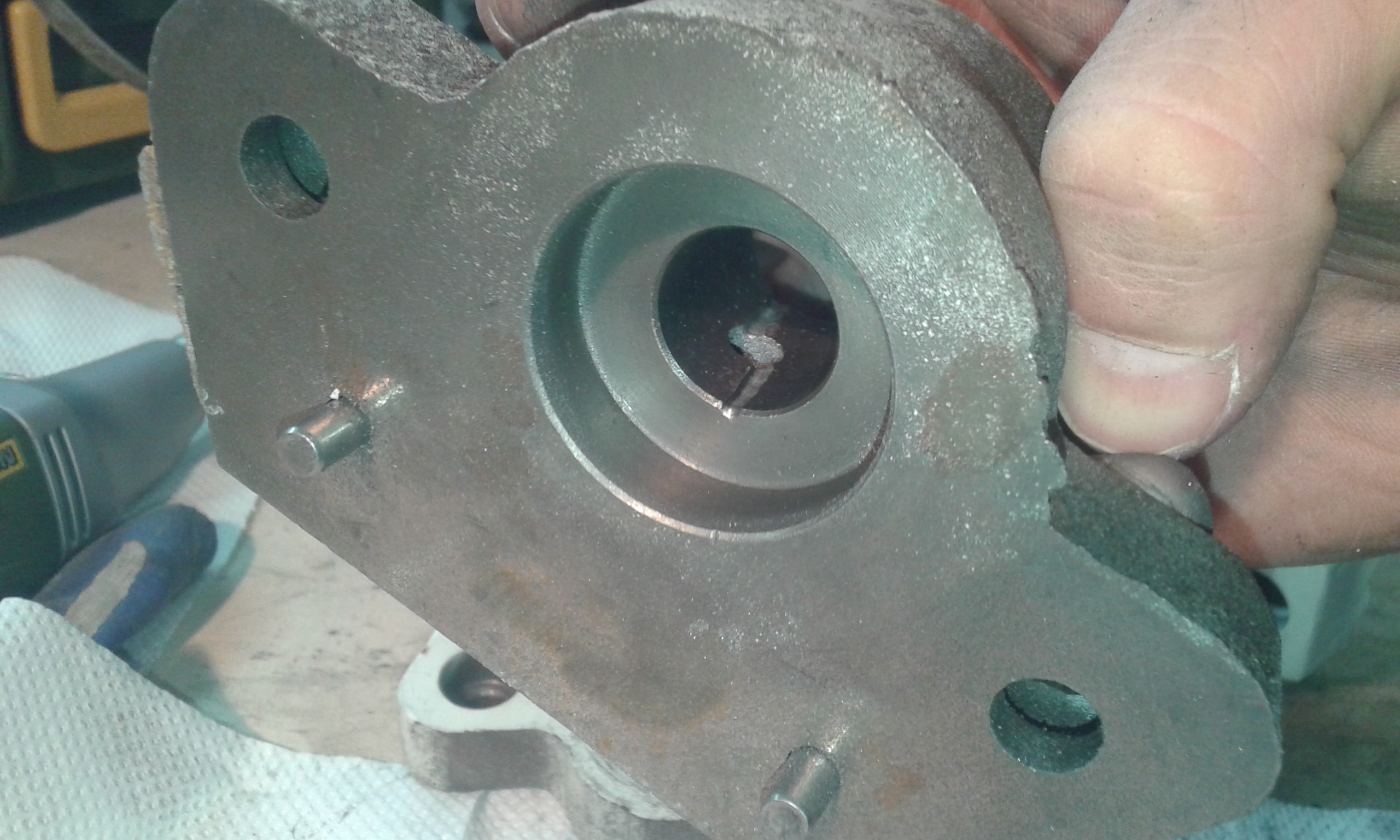
Zabrałem się też za drobne poprawki elementu montażu głowicy ( support głowicy ? tak to jest poprawnie ? )
Nie zauważyłem tego wcześniej ale zobaczcie jak słabo jest obrobiona na koniuszkach :


Jako że listwa regulacyjna jest jaka jest , stwierdziłem że dorobię tam jeszcze 2 śruby którymi będzie można kasować luz jak w klasycznej jaskółce gdyby listwa nie dała rady .

I teraz pytanie , jak smarować powierzchnię pod listwą ? z drugiej strony dorobię olejniczkę która doprowadzi smar/olej do powierzchni tej głównej gdzie będą rowki jak na stole "X" oraz do jaskółki poprzez dorobioną dziurkę .
Tylko nie wiem jak to rozwiązać na stronie z listwą ? Macie jakieś patenty ?
Pozdrawiam
Zaczynam składać maszynę , pod nogi stołu po waszych namowach , dołożyłem kawałek gumy i kotwy . Całość już siedzi na blacie , znaczy się na razie podstawa i kolumna .
Zrobiłem małe usprawnienie .
Zmierzyłem wagą wędkarską elastyczność kolumny , montowałem hak na szczycie otworu gdzie jest śruba od mechanizmu podnoszenia głowicy , to znaczy jakieś 4 cm od szczytu . Na miarce ustawiłem "Stop" ma 25 kg i z taką siłą przyciągałem kolumnę do siebie .
Mierzyłem wskaźnikiem o dokładności 0.01, nie mam lepszego , 410 mm od dolnej krawędzi kolumny .
wynik gdy podstawa była mocno przykręcona a kolumna do podstawy to : 0,05
Następnie zdemontowałem kolumnę i podstawę , nałożyłem poxylinę pod krawędź komory na chłodziwo ( pokazane na filmie ) . Nie miałem innego kleju epoksydowego w formie plasteliny co by nie spływał , jest jeszcze identyczny jak poxylina środek technicqll czy jakoś tak . Ma identyczne właściwości . Epoksyd nakładałem w formie wałeczków nieznacznie większych niż szpara między komorą a stołem . Stół spryskałem wazelina w spray wiec nic się nie przykleiło na stałe .
wynik po aplikacji epoksydu : 0.03
Wychodzi na to że ta prosta i niewinna przeróbka w moim przypadku dała 2 setki - 0.02 mm poprawy przy sile 25kg . Niby nie wiele ale zawsze coś
Zabrałem się też za robienie rowków aby olej i smar mógł dotrzeć do łożysk oporowych i ogólnie małe usprawnienie smarowania .
Dodałem też filmik niestety robiony jeszcze moim gównianym telefonem
https://youtu.be/xZhrovXfFQM
Pomiary związane z epoksydem i kolumną - 06:50
Pozdrawiam .
EDIT - 23.01.2018
Hej , miałem ostatnio troszkę czasu i posiedziałem w garażu mimo , że zimno
pracowałem nad poprawą smarowania , skoro już wszystko mam rozebrane . dorobiłem rowki doprowadzające smar w częściach łożyskujących główne korby . Teraz ,przynajmniej tak mi się wydaje , smar dojdzie nawet do łożysk oporowych .
Będę smarował pneumatyczną smarownicą więc smar półpłynny powinien się tam wcisnąć . Ten rowek pionowy sięga za krawędź łożyska .
Dorobiłem rowki dla poprawy smarowania stoły "X" oraz udrożniłem olejniczkę bo nie była zrobiona do końca
Zabrałem się też za drobne poprawki elementu montażu głowicy ( support głowicy ? tak to jest poprawnie ? )
Nie zauważyłem tego wcześniej ale zobaczcie jak słabo jest obrobiona na koniuszkach :
Jako że listwa regulacyjna jest jaka jest , stwierdziłem że dorobię tam jeszcze 2 śruby którymi będzie można kasować luz jak w klasycznej jaskółce gdyby listwa nie dała rady .
I teraz pytanie , jak smarować powierzchnię pod listwą ? z drugiej strony dorobię olejniczkę która doprowadzi smar/olej do powierzchni tej głównej gdzie będą rowki jak na stole "X" oraz do jaskółki poprzez dorobioną dziurkę .
Tylko nie wiem jak to rozwiązać na stronie z listwą ? Macie jakieś patenty ?
Pozdrawiam
Zapraszam na mój kanał :
https://www.youtube.com/channel/UCjjybS ... PrLNRdElYQ
https://www.youtube.com/channel/UCjjybS ... PrLNRdElYQ






