")
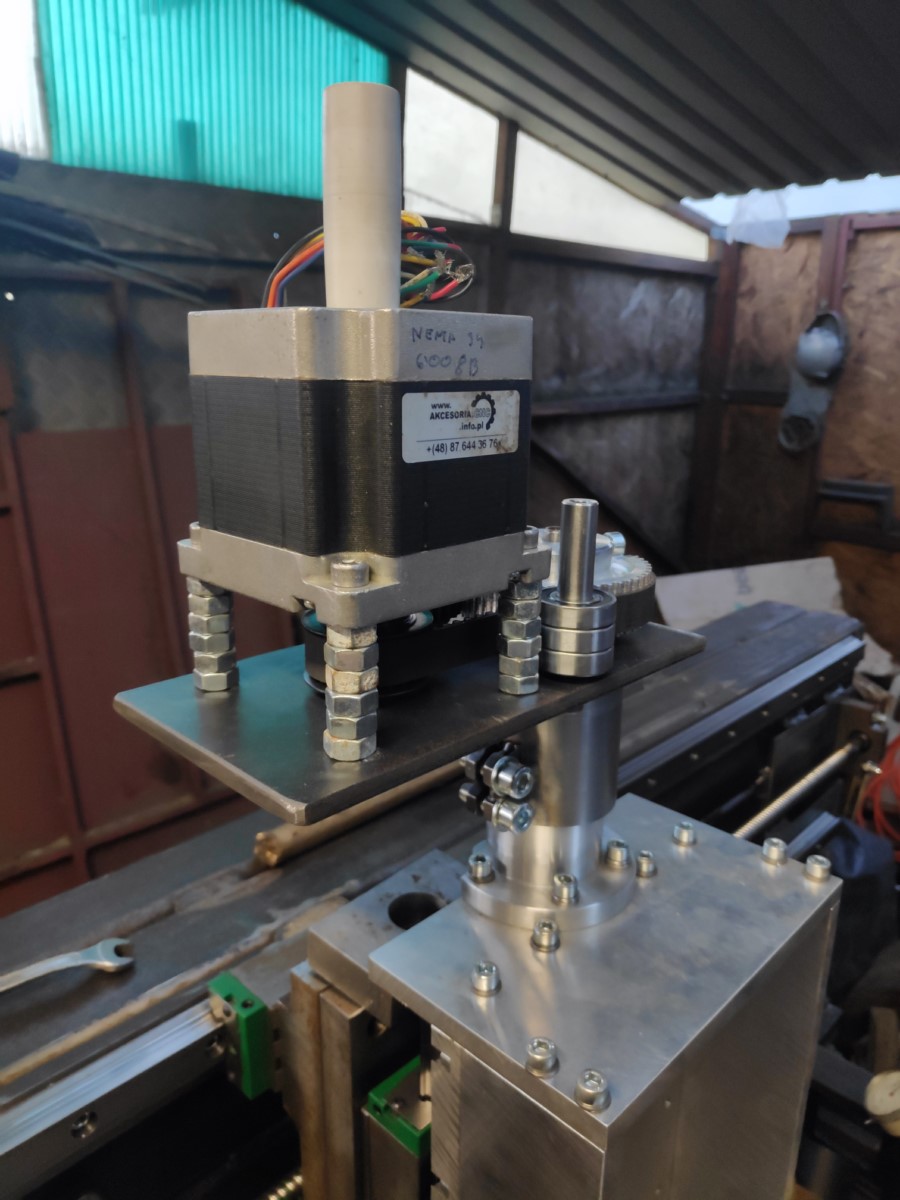
Co do szumu wózków to ja mam łożyska liniowe na wałki więc dużo nie podpowiem, ale już w dóch osiach mam wymienione łożyska na łozyska z brązu
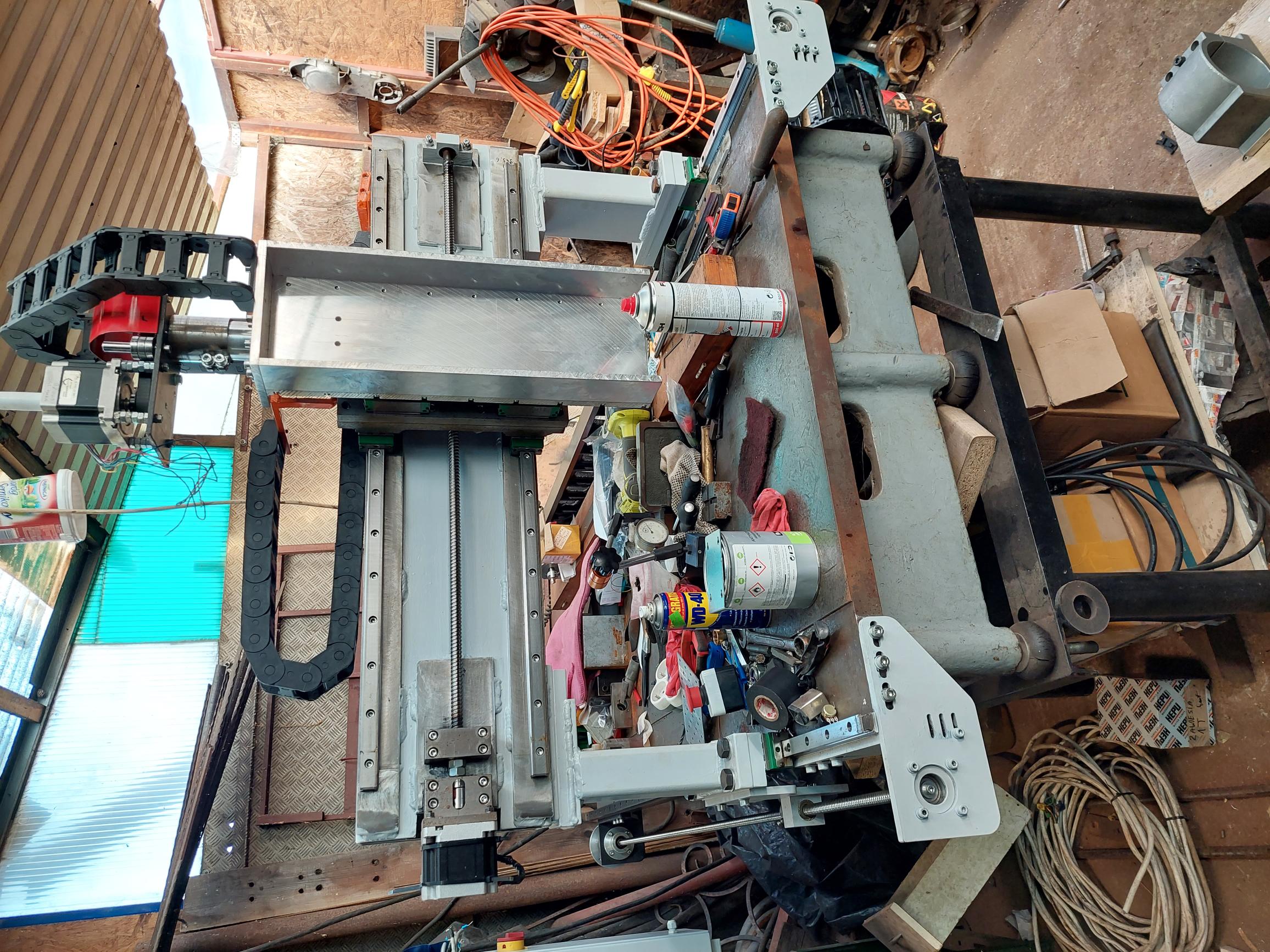
Co do ustawienia prowadnicy: kluczowe jest dobre tzn prostoliniowe ustawienie jednej prowadnicy. Aby to zrobić musisz mieć bazę (punkt odniesienia). Najlepiej więc aby frezowane płaszczyzny były jak najbardziej dokładne. Tutaj zawsze opłaca się walczyć o każdą setkę. Przynosi to korzyści w postaci mniejszego zużywania się łożysk, prowadnic, mniejszych oporów, lepszej dokładności wykonanych części. Warto wykonać taką "pracę u podstaw", że tak się wyrażę. To zawsze przynosi dobre efekty. Najlepiej by b yło mieć dobry liniał o długości boku stołu traserskiego (tylko dobry, a nie używany kupiony na złomie). Wtedy możemy pobawić się w podskrobanie jednego z boków tak aby dokładność płaszczyzny była w okolicach 0.01mm. Mając taką bazę możemy dokładnie ustawić sobie jedną prowadnicę. Według niej ustawiamy drugą i po sprawie. Pamiętaj, że równoległość możesz mieć pomiędzy doma łukami i nie oznacza ona prostoliniowości, a oto nam chodzi. Znacznie łatwiej uzyskać równoległość niż prostoliniowość. Masz fajny kawał żeliwa i dobrze go wykorzystaj, a będziesz miał naprawdę fajną maszynkę
Ja bym dał ten stół jeszcze na dobrą szlifierkę w dobrym zakładzie i zapomniał o problemie.


")