



Fda16 cnc
2.2kw wrzeciono + serva + chłodziwo 70bar
-
 bartuss1
bartuss1
- Lider FORUM (min. 2000)
")
- Posty w temacie: 7
- Posty: 8322
- Rejestracja: 05 kwie 2006, 17:37
- Lokalizacja: Kędzierzyn - Koźle
- Kontakt:
Re: Fda16 cnc
ja z kumplem robimy sobie taką maszynke do obrobki stali z polem 700x800. ATak sie złozyło ze mamy gotowe osie z jakichś manipulatorów robotycznych czy ch wi czego, ale trzeba z tego zrobic konfigurację przynajmniej X i Y, reszta to już własne pomysły, korpus żeliwny podstawy taki 800x1500 x 600, ciezki jak sk, na tym jedna oś podłuzna, potem na dokręconych bokach dopdatkowe kolumny i koloejna taka oś bokiem. Stolik na tym to 700x800x60, wrzecionko jamnik 5,5 kw i iso 40, napedy serwa 0.75 kw japonskie, tak czy siak to ma suzyc do roboty a nie zabawy w duperele, gdzie często brakuje pola roboczego. 700x800 to tez nie jest ch wi co, bo planowanie kilku podzespolów bede robil na moim bulu, tu akurat mam 1500x2500 i dzierganie stalki na porzadku dziennym, wszelkie ramy nie ramy i inne ch muje, pewnie temat na osobny temat, no ale jakos nie mam chęci się przesadnie pokazywać, bo znowu bedzie duzo pierdolenia bez sensu
https://www.etsy.com/pl/shop/soltysdesign


-
Znaki
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 40
- Posty: 229
- Rejestracja: 19 sty 2019, 15:54
Re: Fda16 cnc
U mnie pomiary pokazały że będę miał x-33.5 y- około 13 z - 28.5 jeśli koniec wrzeciona (nakrętka er32) będzie na tym samym poziomie co podstawa belki. Wydaje mi się że takie ustawienie nie powinno ograniczać obróbki. Chyba nie schodzi się nakrętką niżej niż górna powierzchnia detalu?
Ciekawy pomysł, ale chyba nie do końca go rozumiem. W tym przypadku aby oś mogła się poruszać musiałbym w kanale w jaskółce zmieścić też blok łożyskujący wraz z kołem zębatym do napędu śruby? W innym przypadku chyba stół nie będzie mógł wyjechać za krzyżak?
(Stół jest większy niż płaszczyzna krzyżaka po której jeździ)
Co było większym ograniczeniem, z czy y?m.j. pisze: ↑11 gru 2019, 08:20Szybko jej zakres był dla mnie niewystarczający choć sama frezarka była w b.dobrym stanie i bardzo "delikatnie" chodziła mimo że sztywność miała wystarczającą do stali. (...)
FDA16 wydaje się mniejsza co widzę po stole, który wymaga frezowania w celu osadzenia nakrętki śruby. Tutaj też proponuję zrobić tylko kieszeń na obsadzenie nakrętki lub raczej na obudowę nakrętki kulowej. Frezowanie na całej długości może osłabić jaskółki stołu. Może się uda, a może nie - za duże ryzyko moim zdaniem.
- Wrzeciono powinno być jak najwyżej umiejscowione. Inaczej będzie problem z osią Z, a raczej z brakiem miejsca w tej osi.
- Dobrze by było zrobić wrzeciono na płycie z prowadnicami i realizować ruch osi Z poprzez ruch wrzeciona. Być może mniejsza sztywność ale więcej możliwości.
- Frezarka do małych części ze względu na mały przesuw w osi Y. Można by było kombinować z osadzeniem wrzeciona na przesuwanym ramieniu do głowicy poziomej. Wtedy zyskujemy możliwość obróbki większych części w osi Y po przesunięciu ramienia. Moim zdaniem gra warta zachodu.
Jak nie mamy miejsca na więcej żeliwa w warsztacie to dobrze przemyślana przeróbka może nam posłużyć. Jednak zwykły "retrofit" może szybko zrazić nas małym zakresem obróbki i dobrze by było przemyśleć przeróbkę właśnie pod tym kątem.
W takim razie nie będę frezował po całości, ostatnie czego bym chciał to ułamać zdrową jaskółkę i dorabiać krzyżak i prowadnice.
Mam jeszcze jeden pomysł, a gdyby tak nakrętkę zamontować tylko na części kołnierza? Gdybym zostawił tylko wycinek kółka o szerokości korpusu nakrętki i przymocował go do krzyżaka to mnie musiałbym dużo zbierać. Jest nawet trochę miejsca z drugiej strony niż widać na filmie. To w tym przypadku całość musiała by się trzymać na 2 śrubach. Może nie wyrwie?
Może to miejsce na nakrętkę?

Jeśli chodzi o y to planuje zostawić trochę belki aby móc ręcznie ją wysuwać, zawsze to będzie lepsze niż nic.
I ciach nowe wrzeciono przyszło, er32 2.2kw mocowanie pasuje od chińskich elektrowrzeciono fi100
Bartuss1
Jak nie chcesz to nie wyrzucaj, ale zawsze będzie ktoś kto niekoniecznie musi coś pisać a chętnie zobaczy, czy się nawet czegoś nowego nauczy. Zawsze jest ktoś komu się to nie podoba i to bardzo dobrze. To też uczy i pomaga poprawiać błędy. Ja bym chętnie zobaczył co tam powstaje
Chętnie pomogę z mini lathe i toczeniem, modelami 3d w f360, odlewaniem epoxygranitu, frezowaniem CNC w podstawowym zakresie, skrobaniem, programowaniem i podłączaniem falowników liteon :)
-
bartuss1
- Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 8322
- Rejestracja: 05 kwie 2006, 17:37
- Lokalizacja: Kędzierzyn - Koźle
- Kontakt:
Re: Fda16 cnc
o, a ten jamniczek powyzej, to ja własnie nowe wrzecionko robię, ale na jamniczku 5,5 kw, ten koles powyzej nie chciał robić, bo ponoć ma przygotowane wszystko pod 2,2 kw, a to przecież mała moc do obróbki stali. No i na iso 40, na szpilkę.
A wiesz, ja tu na forum pokazałem od 2006 roku kilkadziesiat swoich zabawek, pewnie powinienem się uodpornic na tzw hejt, ale jednak ciężko, czlowiek emocjonalny jest i niejednemu wygarnie żeby spi...ł
A wiesz, ja tu na forum pokazałem od 2006 roku kilkadziesiat swoich zabawek, pewnie powinienem się uodpornic na tzw hejt, ale jednak ciężko, czlowiek emocjonalny jest i niejednemu wygarnie żeby spi...ł
https://www.etsy.com/pl/shop/soltysdesign
-
 TOP67
TOP67
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 2214
- Rejestracja: 17 wrz 2018, 10:47
- Lokalizacja: Wrocław
- Kontakt:
Re: Fda16 cnc
Nie znam maszyny, a z załączonego filmu to nie wynikało. Ale patrząc na zdjęcia tej przerobionej przez kogoś, to faktycznie nakrętka musi być zamocowana do podstawy, a śruba z silnikiem do góry. Kombinował bym z nakrętką bez kołnierza, mocowaną od dołu. Albo zmniejszył śrubę. Po co Ci 7 m/min przy zakresie 33 cm? To będzie nawracało co 3 s?Znaki pisze: ↑12 gru 2019, 18:29Ciekawy pomysł, ale chyba nie do końca go rozumiem. W tym przypadku aby oś mogła się poruszać musiałbym w kanale w jaskółce zmieścić też blok łożyskujący wraz z kołem zębatym do napędu śruby? W innym przypadku chyba stół nie będzie mógł wyjechać za krzyżak?
(Stół jest większy niż płaszczyzna krzyżaka po której jeździ)
-
m.j.
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 5
- Posty: 691
- Rejestracja: 30 lip 2009, 14:00
- Lokalizacja: Świdnik
Re: Fda16 cnc
Zakresy ruchu, które podałeś już więcej mówią niż zdjęcie. Zakres Z-ki wydaje się jednak większy niż sądziłem i te 285mm to już jest dość dużo jak na tak małą frezarkę (u mnie było na pewno mniej). Oczywiście planując oś Z musisz wziąć pod uwagę aby wrzeciennik, a raczej mocowanie ER32 nie było zbyt daleko od stołu przy maksymalnym jego podniesieniu (tak aby wkładając typowy frez dochodził prawie do powierzchni stołu. Dobrze jest też przy planowaniu mocowania wrzeciona zrobić możliwość jego przestawiania np. jeśli oprawa mocująca wrzeciona jest mocowana do korpusu frezarki na 4 śruby to zrobić takie 2 czy 3 rozstawy aby móc w razie czego podnieść wrzeciono do góry gdy zaistnieje taka potrzeba.
Większe ograniczenie widzę tutaj w osi Y ponieważ 130mm nie jest zbyt wielkim zakresem. Oczywiście zależy co będziesz na frezarce wykonywał, jednak jeśli sam nie wiesz dokładnie co i masz wiele pomysłów na wykorzystanie frezarki to radzę pomyśleć nad tym co mówiłem wcześniej tzn. zrobić możliwość wysuwania osi Z tzn zamontować ją na tym suwanym ramieniu do głowicy poziomej (zresztą masz to już fabrycznie w swojej frezarce i żal tego nie wykorzystać). Wyobraź sobie że masz element 300x250mm (x,y) i masz frezować kieszenie w owym elemencie, które są naprzeciw siebie np. po skosie. Wtedy mocujesz element tak aby maksymalnie wsunięte ramię miało możliowść dostania frezem do jednej z kieszeni. Zerujesz maszynę i jazda. Później nie ruszając elementu wysuwasz ramię, zerujesz na drugim końcu przesuwając odpowiednio układ współrzędnych programowo i dalej wykonujesz pracę. Czasem możesz przymocować większy element tylko w wybranych punktach i o ile uda Ci się zamontować go na stole to często już pewne jego obszary są poza polem roboczym. W takich maszynkach postaw na uniwersalność. Dobrze zaprojektowana przeróbka odwdzięczy się szybciej niż myślisz.
Co do mocowania na dwóch śrubach to w sumie dałoby radę ale raczej będzie to niebezpieczne jeśli zamocujesz tylko na otworach górnych, a nie na przeciwległych (po skosie). Siły na śrubie (choć tu może akurat nie będą zbyt wielkie) mogą próbować przekaszać (nie wiem czy takie słowo istnieje ) nakrętkę i o ile korpus nakrętki jest raczej dość mocny to nie wiem jak zareagują śruby. Lepszy rozwiązaniem by było danie nakładki od dołu mocowanej do stołu, w której będą dwa dodatkowe nagwintowane otwory. Dwa otwory byłyby w korpusie stołu a dwa w nakładce, a nakładka mocowana do stołu. Mam nadzieję że wiesz o co chodzi? Oczywiście bez pomiarów tzn zdjęcia stołu i analizy co, gdzie i jak zrobić się nie obędzie.
) nakrętkę i o ile korpus nakrętki jest raczej dość mocny to nie wiem jak zareagują śruby. Lepszy rozwiązaniem by było danie nakładki od dołu mocowanej do stołu, w której będą dwa dodatkowe nagwintowane otwory. Dwa otwory byłyby w korpusie stołu a dwa w nakładce, a nakładka mocowana do stołu. Mam nadzieję że wiesz o co chodzi? Oczywiście bez pomiarów tzn zdjęcia stołu i analizy co, gdzie i jak zrobić się nie obędzie.
Proponuję jak najmniejsze nakrętki. Ja w swoim bridgeporcie zastosowałem takie nieco mniejsze wersje aby zmieścić się w oryginalnym mocowaniu nakrętek trapezowych. Ja mam wersje DFI z podwójną nakrętką i na śrubę 20-kę. U ciebie powinna dać radę taka:
przykładowe nakrętki o zmniejszonych gabarytach
Z pdf'a wynika że kołnierz ma wysokość około 34mm, a jego szerokość 49mm. Robiąc taką kieszeń (a nawet płytszą, ponieważ otwory śrub nie są na krawędzi kołnierza) spokojnie zmieścisz taką nakrętkę nie osłabiając zbytnio konstrukcji. Oczywiście pamiętając o tym że jakoś musisz zrobić otwory pod mocowanie nakrętki i je nagwintować co może stanowić wyzwanie chyba że kieszeń będzie robiona pod mocowanie nakrętki i to chyba byłaby wygodniejsza opcja. Mięsa powinno wystarczyć aby od dołu złapać takie mocowanie.
Grunt to przemyślenie i rozrysowanie na spokojnie wszystkiego zanim zamówisz nakrętkę. Lepiej dobrać pasujący model nakrętki niż sztukować do nieudanego, a raczej nieprzemyślanego zakupu.
Fajnie też abyś zrobił zdjęcia stołu z boku i z dołu z wymiarami. Wtedy lapiej będzie oszacować nam ile masz miejsca oraz co i jak tam można upakować.
Większe ograniczenie widzę tutaj w osi Y ponieważ 130mm nie jest zbyt wielkim zakresem. Oczywiście zależy co będziesz na frezarce wykonywał, jednak jeśli sam nie wiesz dokładnie co i masz wiele pomysłów na wykorzystanie frezarki to radzę pomyśleć nad tym co mówiłem wcześniej tzn. zrobić możliwość wysuwania osi Z tzn zamontować ją na tym suwanym ramieniu do głowicy poziomej (zresztą masz to już fabrycznie w swojej frezarce i żal tego nie wykorzystać). Wyobraź sobie że masz element 300x250mm (x,y) i masz frezować kieszenie w owym elemencie, które są naprzeciw siebie np. po skosie. Wtedy mocujesz element tak aby maksymalnie wsunięte ramię miało możliowść dostania frezem do jednej z kieszeni. Zerujesz maszynę i jazda. Później nie ruszając elementu wysuwasz ramię, zerujesz na drugim końcu przesuwając odpowiednio układ współrzędnych programowo i dalej wykonujesz pracę. Czasem możesz przymocować większy element tylko w wybranych punktach i o ile uda Ci się zamontować go na stole to często już pewne jego obszary są poza polem roboczym. W takich maszynkach postaw na uniwersalność. Dobrze zaprojektowana przeróbka odwdzięczy się szybciej niż myślisz.
Co do mocowania na dwóch śrubach to w sumie dałoby radę ale raczej będzie to niebezpieczne jeśli zamocujesz tylko na otworach górnych, a nie na przeciwległych (po skosie). Siły na śrubie (choć tu może akurat nie będą zbyt wielkie) mogą próbować przekaszać (nie wiem czy takie słowo istnieje
Proponuję jak najmniejsze nakrętki. Ja w swoim bridgeporcie zastosowałem takie nieco mniejsze wersje aby zmieścić się w oryginalnym mocowaniu nakrętek trapezowych. Ja mam wersje DFI z podwójną nakrętką i na śrubę 20-kę. U ciebie powinna dać radę taka:
przykładowe nakrętki o zmniejszonych gabarytach
Z pdf'a wynika że kołnierz ma wysokość około 34mm, a jego szerokość 49mm. Robiąc taką kieszeń (a nawet płytszą, ponieważ otwory śrub nie są na krawędzi kołnierza) spokojnie zmieścisz taką nakrętkę nie osłabiając zbytnio konstrukcji. Oczywiście pamiętając o tym że jakoś musisz zrobić otwory pod mocowanie nakrętki i je nagwintować co może stanowić wyzwanie chyba że kieszeń będzie robiona pod mocowanie nakrętki i to chyba byłaby wygodniejsza opcja. Mięsa powinno wystarczyć aby od dołu złapać takie mocowanie.
Grunt to przemyślenie i rozrysowanie na spokojnie wszystkiego zanim zamówisz nakrętkę. Lepiej dobrać pasujący model nakrętki niż sztukować do nieudanego, a raczej nieprzemyślanego zakupu.
Fajnie też abyś zrobił zdjęcia stołu z boku i z dołu z wymiarami. Wtedy lapiej będzie oszacować nam ile masz miejsca oraz co i jak tam można upakować.
tokarka NARVIK "made in Taiwan", frezarka Hartford (klon Bridgeporta "made in Taiwan"), frezarka Bridgeport w takcie przeróbki na CNC, frezarka CNC DIY, trochę pomniejszych klamotów
-
Znaki
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 40
- Posty: 229
- Rejestracja: 19 sty 2019, 15:54
Re: Fda16 cnc
To jest teoretyczna maksymalna prędkość z jaką może się poruszać oś(silnik 3k obr/min i przekładnia 1-2,skok śruby 5mm), w sumie 7m/s raczej nie będzie potrzebne
130 to i tak jest górna granica, fabrycznie to ona ma bliżej 110mm niestety.m.j. pisze: ↑13 gru 2019, 09:27Większe ograniczenie widzę tutaj w osi Y ponieważ 130mm nie jest zbyt wielkim zakresem. Oczywiście zależy co będziesz na frezarce wykonywał, jednak jeśli sam nie wiesz dokładnie co i masz wiele pomysłów na wykorzystanie frezarki to radzę pomyśleć nad tym co mówiłem wcześniej tzn. zrobić możliwość wysuwania osi Z tzn zamontować ją na tym suwanym ramieniu do głowicy poziomej (zresztą masz to już fabrycznie w swojej frezarce i żal tego nie wykorzystać). Wyobraź sobie że masz element 300x250mm (x,y) i masz frezować kieszenie w owym elemencie, które są naprzeciw siebie np. po skosie. Wtedy mocujesz element tak aby maksymalnie wsunięte ramię miało możliowść dostania frezem do jednej z kieszeni. Zerujesz maszynę i jazda. Później nie ruszając elementu wysuwasz ramię, zerujesz na drugim końcu przesuwając odpowiednio układ współrzędnych programowo i dalej wykonujesz pracę. Czasem możesz przymocować większy element tylko w wybranych punktach i o ile uda Ci się zamontować go na stole to często już pewne jego obszary są poza polem roboczym. W takich maszynkach postaw na uniwersalność. Dobrze zaprojektowana przeróbka odwdzięczy się szybciej niż myślisz.
.
W takim razie zostawię tak długą belkę jak to będzie możliwe. Rzeczywiście sporo może pomóc. Na frezarce będę robił mniejsze wersje robotów przemysłowych, takich łap. Pewnie trafi się też parę noży czy okładek do nich a reszta to będą projekty o których jeszcze nie wiem, choć kusi robić prototypy czy jakieś zestawy chociażby do przeróbki minilathe na cnc
Mi też mówił że robi tylko 2.2kw, jak idą prace?bartuss1 pisze: ↑12 gru 2019, 18:43o, a ten jamniczek powyzej, to ja własnie nowe wrzecionko robię, ale na jamniczku 5,5 kw, ten koles powyzej nie chciał robić, bo ponoć ma przygotowane wszystko pod 2,2 kw, a to przecież mała moc do obróbki stali. No i na iso 40, na szpilkę.
A wiesz, ja tu na forum pokazałem od 2006 roku kilkadziesiat swoich zabawek, pewnie powinienem się uodpornic na tzw hejt, ale jednak ciężko, czlowiek emocjonalny jest i niejednemu wygarnie żeby spi...ł
Gdybym się bardzo przejmował tym co mówią o mnie to bym siedział i nic nie robił, a to nie tędy droga. U mnie na kanale youtube jest nawet filmik z testu wrzeciona i z narracją po angielsku. Co z tego że ledwo mówię w tym języku? Może komuś pomoże
Przyszedł do mnie falownik 2.2kw, taki sam mam w tokarce jedynie mniejszej mocy. Łatwo się go programuje, ale jest dość głośny jak dla mnie....
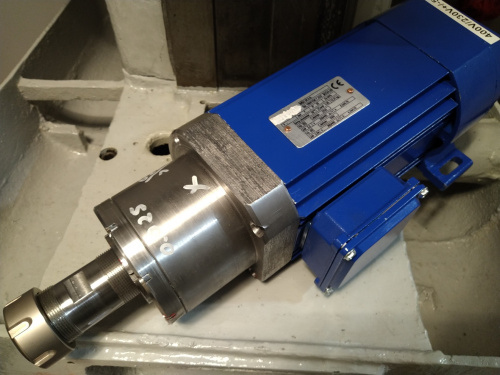
A tak się prezentuje wrzeciono
Łożyska podobno muszą być ciepłe i dotarte żeby było dokładniej. Zobaczymy
Parę zdjęć stołu i maszyny








Trochę mało jest tego miejsca...
Chętnie pomogę z mini lathe i toczeniem, modelami 3d w f360, odlewaniem epoxygranitu, frezowaniem CNC w podstawowym zakresie, skrobaniem, programowaniem i podłączaniem falowników liteon :)
-
bartuss1
- Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 8322
- Rejestracja: 05 kwie 2006, 17:37
- Lokalizacja: Kędzierzyn - Koźle
- Kontakt:
Re: Fda16 cnc
no, materiał poszedl do tokarza tydzien temu, teraz bede rozbierał jamnika, 5,5 kw to kwestia wyprasowania wirnika z walka, poprzednio klej puscił przy nacisku 12 ton, ciekawe jak bedzie teraz, bo co jak co, ale wirnik jest zazwyczaj przyklejony do wału.
poza tym mam kupione lozysko dwurzedowe skośne wysokoobrotowe made in japan. żadnych szajsów nie chciałem kupować.
Falownik LG 7 kw też już jest.
poza tym mam kupione lozysko dwurzedowe skośne wysokoobrotowe made in japan. żadnych szajsów nie chciałem kupować.
Falownik LG 7 kw też już jest.
https://www.etsy.com/pl/shop/soltysdesign
-
m.j.
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 5
- Posty: 691
- Rejestracja: 30 lip 2009, 14:00
- Lokalizacja: Świdnik
Re: Fda16 cnc
Z tego co widzę to masz 25mm prześwitu i około 15mm mięsa na stronę do najcieńszego miejsca w jaskółce. Spokojnie możesz zrobić na środku kieszeń po ok. 5mm na stronę. Wtedy możesz zrobić blok na nakrętkę o szerokości 35mm i potrzebnej długości. Na górze bloku zrobić kołnierz aby mocować blok od góry i tak aby kołnierz chował się tyle ile trzeba aby nie haczył o krzyżak.
Przykładowe nakrętki masz w linkach poniżej. Ja bym brał ta delikatnie szerszą, ponieważ ma kryzę (wybranie czy jak to tam się zwie) co pozwoli na dobre jej zablokowanie w bloku. Na wysokość masz 30mm więc delikatnie musisz pogłębić kieszeń na blok aby się zmieścił wraz z nakrętką.
Nakrętka cylindryczna 1
Nakrętka cylindryczna 2
Generalnie da się coś tutaj upchać. Unikałbym nakrętek kołnierzowych , ponieważ gdzieś trzeba ten kołnierz zmieścić, a masz tylko 60mm mięsa maksymalnie po bokach i to już wtedy gdy wejdziesz w światło jaskółki co daje bezpieczne 50mm aby po te 5mm mięska na stronę zostało. Jest jeszcze seria miniaturowych nakrętek, ale to już mały skok i nie wiem jak się sprawują przy obciążonych aplikacjach. Niby frezarka mała, ale sztywna i przy stali trochę pewnie będzie gryzła.
Nakrętka miniaturowa
Jakby co z firmą z linków nic wspólnego nie mam, oprócz tego że kupowałem od nich śruby kulowe i inne graty stąd wiem że mają taki asortyment. Pewnie w Hiwinie lub innych mają podobną rozmiarówkę.
Przykładowe nakrętki masz w linkach poniżej. Ja bym brał ta delikatnie szerszą, ponieważ ma kryzę (wybranie czy jak to tam się zwie) co pozwoli na dobre jej zablokowanie w bloku. Na wysokość masz 30mm więc delikatnie musisz pogłębić kieszeń na blok aby się zmieścił wraz z nakrętką.
Nakrętka cylindryczna 1
Nakrętka cylindryczna 2
Generalnie da się coś tutaj upchać. Unikałbym nakrętek kołnierzowych , ponieważ gdzieś trzeba ten kołnierz zmieścić, a masz tylko 60mm mięsa maksymalnie po bokach i to już wtedy gdy wejdziesz w światło jaskółki co daje bezpieczne 50mm aby po te 5mm mięska na stronę zostało. Jest jeszcze seria miniaturowych nakrętek, ale to już mały skok i nie wiem jak się sprawują przy obciążonych aplikacjach. Niby frezarka mała, ale sztywna i przy stali trochę pewnie będzie gryzła.
Nakrętka miniaturowa
Jakby co z firmą z linków nic wspólnego nie mam, oprócz tego że kupowałem od nich śruby kulowe i inne graty stąd wiem że mają taki asortyment. Pewnie w Hiwinie lub innych mają podobną rozmiarówkę.
tokarka NARVIK "made in Taiwan", frezarka Hartford (klon Bridgeporta "made in Taiwan"), frezarka Bridgeport w takcie przeróbki na CNC, frezarka CNC DIY, trochę pomniejszych klamotów
-
TOP67
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 2214
- Rejestracja: 17 wrz 2018, 10:47
- Lokalizacja: Wrocław
- Kontakt:
Re: Fda16 cnc
Już zostało wyjaśnione, że nakrętka musi być mocowana do dołu, zatem podfrezowanie musi być na całej długości.m.j. pisze: ↑20 gru 2019, 08:37Z tego co widzę to masz 25mm prześwitu i około 15mm mięsa na stronę do najcieńszego miejsca w jaskółce. Spokojnie możesz zrobić na środku kieszeń po ok. 5mm na stronę. Wtedy możesz zrobić blok na nakrętkę o szerokości 35mm i potrzebnej długości. Na górze bloku zrobić kołnierz aby mocować blok od góry i tak aby kołnierz chował się tyle ile trzeba aby nie haczył o krzyżak.
-
m.j.
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 5
- Posty: 691
- Rejestracja: 30 lip 2009, 14:00
- Lokalizacja: Świdnik
Re: Fda16 cnc
Napisałem faktycznie mało zrozumiale. Chodzi aby tego frezowania jaskółek było jak najmniej. Tak sobie myślę że obudowę/blok nakrętki trzeba by było tak zaprojektować aby nie była kostką tylko miała kształt walcowy zwężający się ku kołnierzowi. Frezować tylko tyle ile jest wymagane aby obudowa nakrętki nie miała kolizji z jaskółkami dołem stołu (tu też pewnie trzeba będzie wybrać trochę mięska). Trochę trudno pisać opisując coś wirtualnie bez rysunku. Jest tam skąpo z miejscem i trzeba zachować wiele ostrożności z projektowaniem aby nie zrobić wydmuszki ze stołu i krzyżaka. Nie wiem jak zachowuje się żeliwo i czy wprowadzi się jakieś dodatkowe naprężenia w materiale, które będą mogły powodować odkształcenie odlewu? Tak myślę, czy nie wystarczyłaby śruba 12-ka (wtedy niewiele trzeba by było poszerzać przestrzeń pomiędzy jaskółkami), choć to już dość cienka śrubka i nie wiem czy nie wygeneruje więcej problemów niż osłabienie korpusu stołu i krzyżaka frezowaniem.
Dodane 5 minuty 2 sekundy:
Być może da się zrobić coś w stylu obudowy jaką mam w bridgeporcie. Chodzi mi oczywiście o koncepcję, bo musiałby to być o wiele mniejsze i nie wiem czy da się to zrealizować.
Obudowa nakrętki bridgeporta
Dodane 5 minuty 2 sekundy:
Być może da się zrobić coś w stylu obudowy jaką mam w bridgeporcie. Chodzi mi oczywiście o koncepcję, bo musiałby to być o wiele mniejsze i nie wiem czy da się to zrealizować.
Obudowa nakrętki bridgeporta
tokarka NARVIK "made in Taiwan", frezarka Hartford (klon Bridgeporta "made in Taiwan"), frezarka Bridgeport w takcie przeróbki na CNC, frezarka CNC DIY, trochę pomniejszych klamotów






