I dlatego niekoniecznie
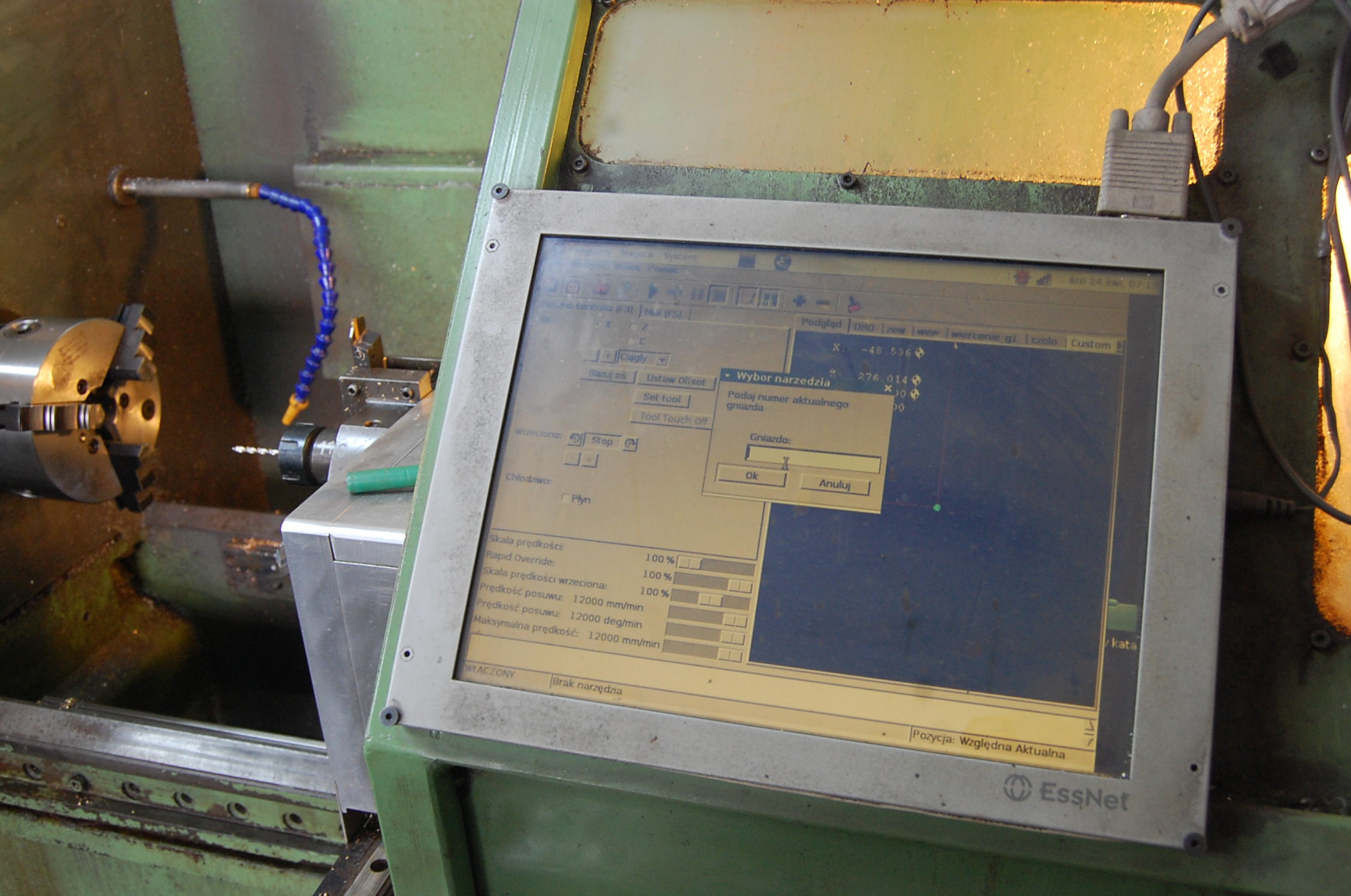
Za zespół enkoderów robi ręczne wpisanie aktualnego nr. gniazda przy starcie maszyny.
Obsługa, Programowanie i Budowa Maszyn Numerycznych




Modernizacja uszkodzonego sterowania na Linux CNC
")
I dlatego niekoniecznie


")
")
Można ale trzeciego dnia by mnie to zirytowało. Należy pamiętać, że człowiek, w przeciwieństwie do enkodera, jest omylny. Koszt dedykowanego enkodera jest kosmiczny bo jakieś 3000 pln ale moja najdroższa pomyłka była o rząd droższa
")
A co t to ma do rzeczy ? Inni czytać nie umieją ?






