



Witam,
Bardzo proszę o pliki konfiguracyjne do linuxacnc sprzężenie zwrotne do Mesy.
[email protected]
Pozdrawiam
Paweł
Drutówka DK7725 na Linuxcnc


-
szary11
Autor tematu - Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 18
- Posty: 388
- Rejestracja: 16 lut 2011, 22:44
- Lokalizacja: Tarnogród
Re: Drutówka DK7725 na Linuxcnc
W ini. ustawienia dojdziesz sam:binkom pisze: ↑05 wrz 2019, 22:46Witam,
Bardzo proszę o pliki konfiguracyjne do linuxacnc sprzężenie zwrotne do Mesy.
[email protected]
Pozdrawiam
Paweł
spężenie jest tylko w halu, prosto z maszyny:
Kod: Zaznacz cały
# Generated by PNCconf at Tue Mar 27 18:25:07 2018
# Jeśli zmodyfikujesz ten plik zmainy zostaną
# overwritten when you run PNCconf again
loadrt trivkins
loadrt [EMCMOT]EMCMOT servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[TRAJ]AXES
loadrt hostmot2
loadrt hm2_pci config=" num_encoders=2 num_pwmgens=0 num_stepgens=4"
setp hm2_5i25.0.watchdog.timeout_ns 5000000
loadrt pid names=pid.x,pid.y,pid.a,pid.b,pid.s
loadrt or2 count=5
loadrt not count=5
loadrt and2 count=5
loadrt time count=2
loadrt comp count=2
loadrt conv_u32_float count=2
#loadrt near count = 2
addf hm2_5i25.0.read servo-thread
addf motion-command-handler servo-thread
addf motion-controller servo-thread
addf pid.x.do-pid-calcs servo-thread
addf pid.y.do-pid-calcs servo-thread
addf pid.a.do-pid-calcs servo-thread
addf pid.b.do-pid-calcs servo-thread
addf pid.s.do-pid-calcs servo-thread
addf hm2_5i25.0.write servo-thread
addf time.0 servo-thread
addf comp.0 servo-thread
addf conv-u32-float.0 servo-thread
addf not.0 servo-thread #ignoruj zwarcie odwroc
addf not.1 servo-thread #ignoruj nawrot
addf or2.0 servo-thread # nawrót drutu
addf or2.1 servo-thread # zatrzymanie wrzeciona zerwanie lub manualne
addf or2.2 servo-thread # zatrzymanie po dlugim zwarciu
addf and2.0 servo-thread # ignoruj zwarcie wyjscie
addf and2.1 servo-thread # zwarcie
addf and2.2 servo-thread # wyjście
# external output signals
# --- COOLANT-FLOOD ---
setp hm2_5i25.0.gpio.001.is_output true
net coolant-flood hm2_5i25.0.gpio.001.out
# --- SPINDLE-BRAKE ---
setp hm2_5i25.0.gpio.005.is_output true
net spindle-brake hm2_5i25.0.gpio.005.out
setp hm2_5i25.0.gpio.005.invert_output true
# --- SPINDLE-CW ---
setp hm2_5i25.0.gpio.007.is_output true
net spindle-cw hm2_5i25.0.gpio.007.out
setp hm2_5i25.0.gpio.007.invert_output true
# external input signals#################
net zwarcie hm2_5i25.0.gpio.016.in_not => and2.0.in0 #sygnał zwarcia
net ignoruj_zwarcie => not.0.in
net ignoruj_zwarcie_invert not.0.out => and2.0.in1 #ignoruj zwarcie
net zwarcie_ignorowane and2.0.out => or2.0.in0 and2.2.in0 # zwarcie na ORa oraz konieczny do odpalenia timera zwarcia
net nawrot_z hm2_5i25.0.gpio.015.in_not => and2.1.in0 ### nawrót drutu 14 na 15
net ignoruj_nawrot_z => not.1.in
net ignoruj_nawrot_z_invert not.1.out => and2.1.in1 #ignoruj nawrot_zatrzymanie
net nawrot_z_ignorowane and2.1.out => or2.0.in1
net pauza_posuw or2.0.out => motion.feed-hold ### pauza_z_nawrot_i_zwarcie
net zerwanie_drutu hm2_5i25.0.gpio.032.in => or2.2.in0 ### zmiana13 na 32
#STOPOWANIE PO ZWARCIU Adam
net spindle-enable => and2.2.in1
net zwarcie-i-wrzeciono and2.2.out => time.0.start #jesli wrzeciono dziala oraz sygnal zwarcia to rozpocznij odliczanie timera
net Stop3 or2.2.out => halui.program.stop
# --- DIN-01 --- zatrzymanie przy nawrocie
#net din-01 <= hm2_5i25.0.gpio.014.in_not #OK
# --- DIN-02 --- zatrzymanie przy zwarciu
#net din-02 <= hm2_5i25.0.gpio.015.in #OK
# --- ESTOP-EXT ---#
net estop-ext <= hm2_5i25.0.gpio.003.in_not
##############################################
#*******************
# AXIS X
#*******************
# PID signals/setup
setp pid.x.Pgain [AXIS_0]P
setp pid.x.Igain [AXIS_0]I
setp pid.x.Dgain [AXIS_0]D
setp pid.x.bias [AXIS_0]BIAS
setp pid.x.FF0 [AXIS_0]FF0
setp pid.x.FF1 [AXIS_0]FF1
setp pid.x.FF2 [AXIS_0]FF2
setp pid.x.deadband [AXIS_0]DEADBAND
setp pid.x.maxoutput [AXIS_0]MAX_OUTPUT
net x-index-enable pid.x.index-enable <= axis.0.index-enable => hm2_5i25.0.encoder.00.index-enable
net x-enable pid.x.enable <= axis.0.amp-enable-out => hm2_5i25.0.stepgen.00.enable
net x-output pid.x.output => hm2_5i25.0.stepgen.00.velocity-cmd
net x-pos-cmd axis.0.motor-pos-cmd => pid.x.command
net x-vel-fb hm2_5i25.0.encoder.00.velocity => pid.x.feedback-deriv
net x-pos-fb axis.0.motor-pos-fb <= hm2_5i25.0.encoder.00.position => pid.x.feedback
# Step Gen signals/setup
setp hm2_5i25.0.stepgen.00.dirsetup [AXIS_0]DIRSETUP
setp hm2_5i25.0.stepgen.00.dirhold [AXIS_0]DIRHOLD
setp hm2_5i25.0.stepgen.00.steplen [AXIS_0]STEPLEN
setp hm2_5i25.0.stepgen.00.stepspace [AXIS_0]STEPSPACE
setp hm2_5i25.0.stepgen.00.position-scale [AXIS_0]STEP_SCALE
setp hm2_5i25.0.stepgen.00.step_type 0
setp hm2_5i25.0.stepgen.00.control-type 1
setp hm2_5i25.0.stepgen.00.maxaccel [AXIS_0]STEPGEN_MAXACCEL
setp hm2_5i25.0.stepgen.00.maxvel [AXIS_0]STEPGEN_MAXVEL
# ---Encoder feedback signals/setup---
setp hm2_5i25.0.encoder.00.counter-mode 0
setp hm2_5i25.0.encoder.00.filter 1
setp hm2_5i25.0.encoder.00.index-invert 0
setp hm2_5i25.0.encoder.00.index-mask 0
setp hm2_5i25.0.encoder.00.index-mask-invert 0
setp hm2_5i25.0.encoder.00.scale [AXIS_0]ENCODER_SCALE
#*******************
# AXIS Y
#*******************
# PID signals/setup
setp pid.y.Pgain [AXIS_1]P
setp pid.y.Igain [AXIS_1]I
setp pid.y.Dgain [AXIS_1]D
setp pid.y.bias [AXIS_1]BIAS
setp pid.y.FF0 [AXIS_1]FF0
setp pid.y.FF1 [AXIS_1]FF1
setp pid.y.FF2 [AXIS_1]FF2
setp pid.y.deadband [AXIS_1]DEADBAND
setp pid.y.maxoutput [AXIS_1]MAX_OUTPUT
net y-index-enable pid.y.index-enable <= axis.1.index-enable => hm2_5i25.0.encoder.01.index-enable
net y-enable pid.y.enable <= axis.1.amp-enable-out => hm2_5i25.0.stepgen.01.enable
net y-output pid.y.output => hm2_5i25.0.stepgen.01.velocity-cmd
net y-pos-cmd axis.1.motor-pos-cmd => pid.y.command
net y-vel-fb hm2_5i25.0.encoder.01.velocity => pid.y.feedback-deriv
net y-pos-fb axis.1.motor-pos-fb <= hm2_5i25.0.encoder.01.position => pid.y.feedback
# Step Gen signals/setup
setp hm2_5i25.0.stepgen.01.dirsetup [AXIS_1]DIRSETUP
setp hm2_5i25.0.stepgen.01.dirhold [AXIS_1]DIRHOLD
setp hm2_5i25.0.stepgen.01.steplen [AXIS_1]STEPLEN
setp hm2_5i25.0.stepgen.01.stepspace [AXIS_1]STEPSPACE
setp hm2_5i25.0.stepgen.01.position-scale [AXIS_1]STEP_SCALE
setp hm2_5i25.0.stepgen.01.step_type 0
setp hm2_5i25.0.stepgen.01.control-type 1
setp hm2_5i25.0.stepgen.01.maxaccel [AXIS_1]STEPGEN_MAXACCEL
setp hm2_5i25.0.stepgen.01.maxvel [AXIS_1]STEPGEN_MAXVEL
# ---Encoder feedback signals/setup---
setp hm2_5i25.0.encoder.01.counter-mode 0
setp hm2_5i25.0.encoder.01.filter 1
setp hm2_5i25.0.encoder.01.index-invert 0
setp hm2_5i25.0.encoder.01.index-mask 0
setp hm2_5i25.0.encoder.01.index-mask-invert 0
setp hm2_5i25.0.encoder.01.scale [AXIS_1]ENCODER_SCALE
#*******************
# AXIS A
#*******************
setp pid.a.Pgain [AXIS_3]P
setp pid.a.Igain [AXIS_3]I
setp pid.a.Dgain [AXIS_3]D
setp pid.a.bias [AXIS_3]BIAS
setp pid.a.FF0 [AXIS_3]FF0
setp pid.a.FF1 [AXIS_3]FF1
setp pid.a.FF2 [AXIS_3]FF2
setp pid.a.deadband [AXIS_3]DEADBAND
setp pid.a.maxoutput [AXIS_3]MAX_OUTPUT
setp pid.a.error-previous-target true
setp pid.a.maxerror .0005
net a-index-enable <=> pid.a.index-enable
net a-enable => pid.a.enable
net a-pos-cmd => pid.a.command
net a-vel-cmd => pid.a.command-deriv
net a-pos-fb => pid.a.feedback
net a-output => pid.a.output
# Step Gen signals/setup
setp hm2_5i25.0.stepgen.02.dirsetup [AXIS_3]DIRSETUP
setp hm2_5i25.0.stepgen.02.dirhold [AXIS_3]DIRHOLD
setp hm2_5i25.0.stepgen.02.steplen [AXIS_3]STEPLEN
setp hm2_5i25.0.stepgen.02.stepspace [AXIS_3]STEPSPACE
setp hm2_5i25.0.stepgen.02.position-scale [AXIS_3]STEP_SCALE
setp hm2_5i25.0.stepgen.02.step_type 0
setp hm2_5i25.0.stepgen.02.control-type 1
setp hm2_5i25.0.stepgen.02.maxaccel [AXIS_3]STEPGEN_MAXACCEL
setp hm2_5i25.0.stepgen.02.maxvel [AXIS_3]STEPGEN_MAXVEL
# ---closedloop stepper signals---
net a-pos-cmd <= axis.3.motor-pos-cmd
net a-vel-cmd <= axis.3.joint-vel-cmd
net a-output <= hm2_5i25.0.stepgen.02.velocity-cmd
net a-pos-fb <= hm2_5i25.0.stepgen.02.position-fb
net a-pos-fb => axis.3.motor-pos-fb
net a-enable <= axis.3.amp-enable-out
net a-enable => hm2_5i25.0.stepgen.02.enable
# ---setup home / limit switch signals---
net a-home-sw => axis.3.home-sw-in
net a-neg-limit => axis.3.neg-lim-sw-in
net a-pos-limit => axis.3.pos-lim-sw-in
#*******************
# AXIS B
#*******************
setp pid.b.Pgain [AXIS_4]P
setp pid.b.Igain [AXIS_4]I
setp pid.b.Dgain [AXIS_4]D
setp pid.b.bias [AXIS_4]BIAS
setp pid.b.FF0 [AXIS_4]FF0
setp pid.b.FF1 [AXIS_4]FF1
setp pid.b.FF2 [AXIS_4]FF2
setp pid.b.deadband [AXIS_4]DEADBAND
setp pid.b.maxoutput [AXIS_4]MAX_OUTPUT
setp pid.b.error-previous-target true
setp pid.b.maxerror .0005
net b-index-enable <=> pid.b.index-enable
net b-enable => pid.b.enable
net b-pos-cmd => pid.b.command
net b-vel-cmd => pid.b.command-deriv
net b-pos-fb => pid.b.feedback
net b-output => pid.b.output
# Step Gen signals/setup
setp hm2_5i25.0.stepgen.03.dirsetup [AXIS_4]DIRSETUP
setp hm2_5i25.0.stepgen.03.dirhold [AXIS_4]DIRHOLD
setp hm2_5i25.0.stepgen.03.steplen [AXIS_4]STEPLEN
setp hm2_5i25.0.stepgen.03.stepspace [AXIS_4]STEPSPACE
setp hm2_5i25.0.stepgen.03.position-scale [AXIS_4]STEP_SCALE
setp hm2_5i25.0.stepgen.03.step_type 0
setp hm2_5i25.0.stepgen.03.control-type 1
setp hm2_5i25.0.stepgen.03.maxaccel [AXIS_4]STEPGEN_MAXACCEL
setp hm2_5i25.0.stepgen.03.maxvel [AXIS_4]STEPGEN_MAXVEL
# ---closedloop stepper signals---
net b-pos-cmd <= axis.4.motor-pos-cmd
net b-vel-cmd <= axis.4.joint-vel-cmd
net b-output <= hm2_5i25.0.stepgen.03.velocity-cmd
net b-pos-fb <= hm2_5i25.0.stepgen.03.position-fb
net b-pos-fb => axis.4.motor-pos-fb
net b-enable <= axis.4.amp-enable-out
net b-enable => hm2_5i25.0.stepgen.03.enable
# ---setup home / limit switch signals---
net b-home-sw => axis.4.home-sw-in
net b-neg-limit => axis.4.neg-lim-sw-in
net b-pos-limit => axis.4.pos-lim-sw-in
#*******************
# SPINDLE S
#*******************
setp pid.s.Pgain [SPINDLE_9]P
setp pid.s.Igain [SPINDLE_9]I
setp pid.s.Dgain [SPINDLE_9]D
setp pid.s.bias [SPINDLE_9]BIAS
setp pid.s.FF0 [SPINDLE_9]FF0
setp pid.s.FF1 [SPINDLE_9]FF1
setp pid.s.FF2 [SPINDLE_9]FF2
setp pid.s.deadband [SPINDLE_9]DEADBAND
setp pid.s.maxoutput [SPINDLE_9]MAX_OUTPUT
setp pid.s.error-previous-target true
net spindle-index-enable <=> pid.s.index-enable
net spindle-enable => pid.s.enable
net spindle-vel-cmd-rpm => pid.s.command
net spindle-vel-fb-rpm => pid.s.feedback
net spindle-output <= pid.s.output
# ---setup spindle control signals---
net spindle-vel-cmd-rps <= motion.spindle-speed-out-rps
net spindle-vel-cmd-rps-abs <= motion.spindle-speed-out-rps-abs
net spindle-vel-cmd-rpm <= motion.spindle-speed-out
net spindle-vel-cmd-rpm-abs <= motion.spindle-speed-out-abs
net spindle-enable <= motion.spindle-on
net spindle-cw <= motion.spindle-forward
net spindle-ccw <= motion.spindle-reverse
net spindle-brake <= motion.spindle-brake
net spindle-revs => motion.spindle-revs
net spindle-at-speed => motion.spindle-at-speed
net spindle-vel-fb-rps => motion.spindle-speed-in
net spindle-index-enable <=> motion.spindle-index-enable
# ---Setup spindle at speed signals---
sets spindle-at-speed true
#******************************
# connect miscellaneous signals
#******************************
# ---HALUI signals---
net joint-select-a halui.joint.0.select
net x-is-homed halui.joint.0.is-homed
net jog-x-pos halui.jog.0.plus
net jog-x-neg halui.jog.0.minus
net jog-x-analog halui.jog.0.analog
net joint-select-b halui.joint.1.select
net y-is-homed halui.joint.1.is-homed
net jog-y-pos halui.jog.1.plus
net jog-y-neg halui.jog.1.minus
net jog-y-analog halui.jog.1.analog
net joint-select-c halui.joint.2.select
net a-is-homed halui.joint.2.is-homed
net jog-a-pos halui.jog.2.plus
net jog-a-neg halui.jog.2.minus
net jog-a-analog halui.jog.2.analog
net joint-select-d halui.joint.3.select
net b-is-homed halui.joint.3.is-homed
net jog-b-pos halui.jog.3.plus
net jog-b-neg halui.jog.3.minus
net jog-b-analog halui.jog.3.analog
net jog-selected-pos halui.jog.selected.plus
net jog-selected-neg halui.jog.selected.minus
net spindle-manual-cw halui.spindle.forward
net spindle-manual-ccw halui.spindle.reverse
net spindle-manual-stop halui.spindle.stop
net machine-is-on halui.machine.is-on
net jog-speed halui.jog-speed
net MDI-mode halui.mode.is-mdi
# ---coolant signals---
net coolant-mist <= iocontrol.0.coolant-mist
net coolant-flood <= iocontrol.0.coolant-flood
# ---probe signal---
net probe-in => motion.probe-input
# ---motion control signals---
net in-position <= motion.in-position
net machine-is-enabled <= motion.motion-enabled
# ---digital in / out signals---
# ---estop signals---
#net estop-out <= iocontrol.0.user-enable-out
net estop-ext => iocontrol.0.emc-enable-in
# ---manual tool change signals---
loadusr -W hal_manualtoolchange
net tool-change-request iocontrol.0.tool-change => hal_manualtoolchange.change
net tool-change-confirmed iocontrol.0.tool-changed <= hal_manualtoolchange.changed
net tool-number iocontrol.0.tool-prep-number => hal_manualtoolchange.number
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-prepared
-
szary11
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 18
- Posty: 388
- Rejestracja: 16 lut 2011, 22:44
- Lokalizacja: Tarnogród
Re: Drutówka DK7725 na Linuxcnc
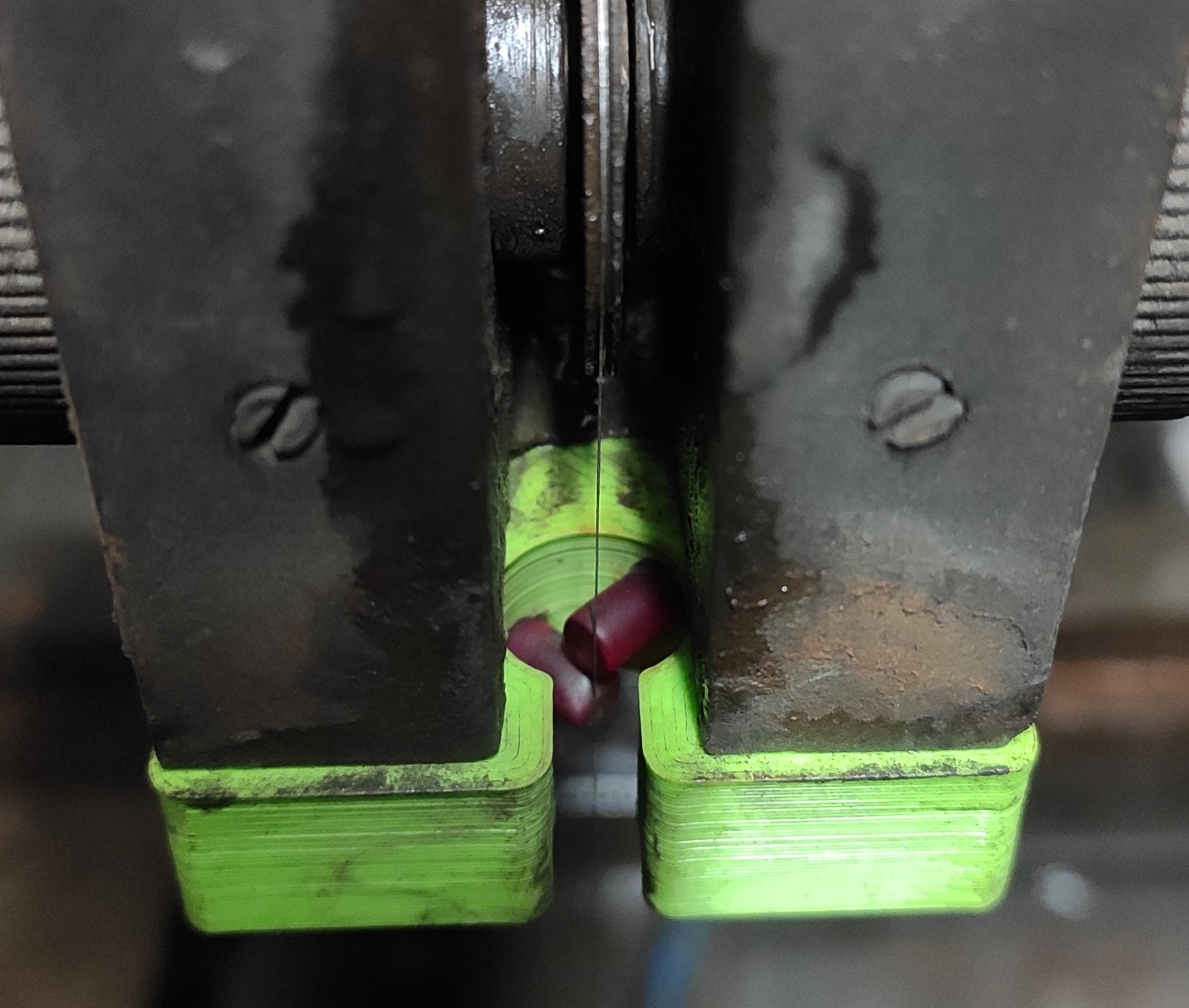 Małe usprawnienie, może komuś się przyda.
Małe usprawnienie, może komuś się przyda.Zawsze miałem ząbkowaną powierzchnię przy nawrocie, ale ostatnio bardzo, zamiast znowu wymieniać rolki i łożyska, zrobiłem eksperyment.
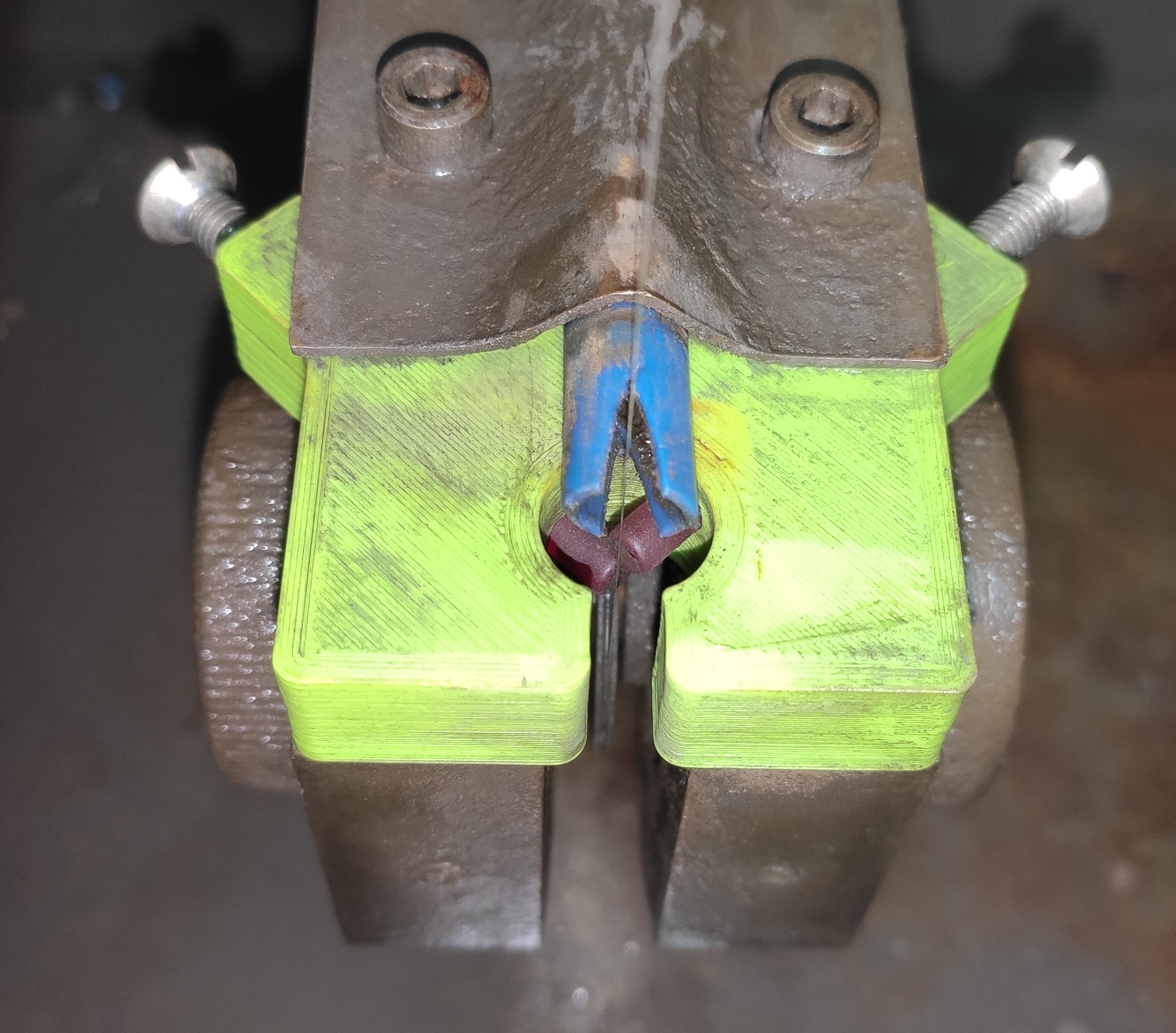
Podparłem drut pałeczkami rubinowymi, poprawiło się bardzo.
Ząbkowanie jest niewyczuwalne, a jedynie widoczne.
po lewej przed zmianą
-
kamar
- Lider FORUM (min. 2000)
")
- Posty w temacie: 8
- Posty: 17208
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Drutówka DK7725 na Linuxcnc
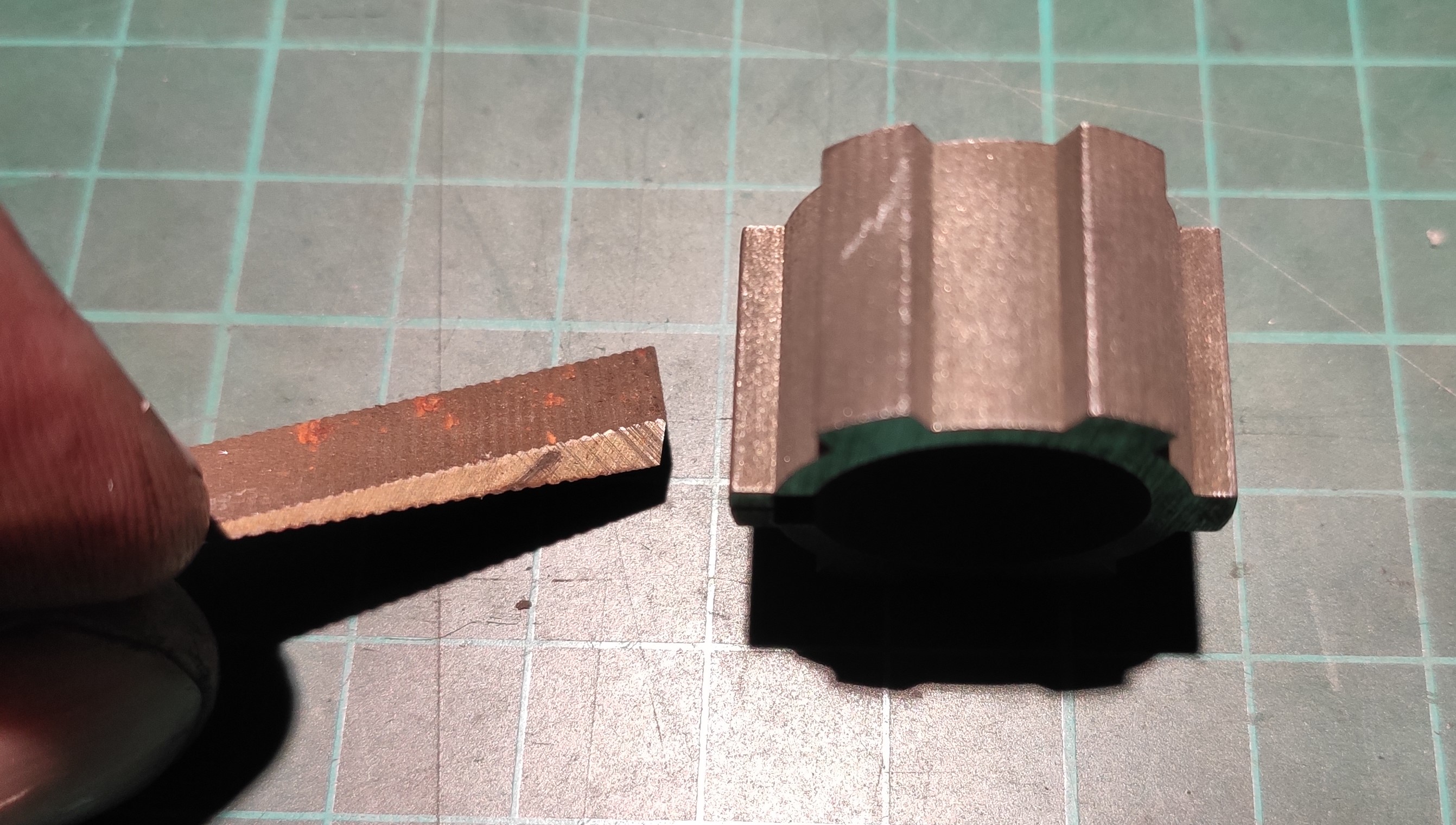
To stal czy alu ? Bo jeśli stal to tragedia. To kółko rolki żle wygląda.
Po kilku dniach będą rowki od drutu, przerabiałem to.
Po kilku dniach będą rowki od drutu, przerabiałem to.
-
szary11
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 18
- Posty: 388
- Rejestracja: 16 lut 2011, 22:44
- Lokalizacja: Tarnogród
Re: Drutówka DK7725 na Linuxcnc
Stal
Toś mnie pocieszył
Często wymieniasz rolki ?
Jakich łożysk używasz ?
Kółko ma nalot korozyjny, ale przepracowało może 200 godz.
Zdradź rąbek tajemnicy
Gdzieś czytałem, że rubin reaguje z żeliwem i aluminium, może to było przyczyną rowków.
O tutaj https://www.renishaw.pl/pl/materiay-trz ... wych--6423
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 17208
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Drutówka DK7725 na Linuxcnc
Musisz mieć coś nie tak z prowadzeniem drutu. Ewidentnie drga przy przewijaniu, co eliminuje dostawienie rubinu.
U mnie na stali praktycznie niewidoczne a na alu to różnie Na zdjęciu masz aktualne cięte detale , te dwa straszne to tylko po wymianie drutu na nowy. Wytnie kilka sztuk i wróci do gładkiego.
Na zdjęciu masz aktualne cięte detale , te dwa straszne to tylko po wymianie drutu na nowy. Wytnie kilka sztuk i wróci do gładkiego.

U mnie na stali praktycznie niewidoczne a na alu to różnie
-
binkom
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 3
- Posty: 3
- Rejestracja: 13 lut 2009, 22:59
- Lokalizacja: Zabrze
Re: Drutówka DK7725 na Linuxcnc
Witam,
Nie do końca w temacie.
Posiadam do sprzedania z DK7725A-5 rok 1998:
Generator cała szafa dolna z dwoma modułami. Ta która jest zamontowana w podstawie maszyny.
Oś Z kompletna z silnikami krokowymi - + pochył.
Napęd drutu z bębnem i podstawą. - Ciężkie.
Silniki wraz z zębatkami pośrednimi osi X i Y.
Masa całości tak około 250 kG
Całą podstawę też posiadam ma założone silniki 6 Nm - trójfazowe na 325V - bezpośrednio do śrub tocznych na sprzęgle. - raczej nie sprzedaję.
Nie posiadam szafy sterowniczej.
tel. 600990508
Zabrze woj, Śląskie
Pozdrawiam
Paweł
Nie do końca w temacie.
Posiadam do sprzedania z DK7725A-5 rok 1998:
Generator cała szafa dolna z dwoma modułami. Ta która jest zamontowana w podstawie maszyny.
Oś Z kompletna z silnikami krokowymi - + pochył.
Napęd drutu z bębnem i podstawą. - Ciężkie.
Silniki wraz z zębatkami pośrednimi osi X i Y.
Masa całości tak około 250 kG
Całą podstawę też posiadam ma założone silniki 6 Nm - trójfazowe na 325V - bezpośrednio do śrub tocznych na sprzęgle. - raczej nie sprzedaję.
Nie posiadam szafy sterowniczej.
tel. 600990508
Zabrze woj, Śląskie
Pozdrawiam
Paweł
-
szary11
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 18
- Posty: 388
- Rejestracja: 16 lut 2011, 22:44
- Lokalizacja: Tarnogród
Re: Drutówka DK7725 na Linuxcnc
Udało mi się uruchomić ruch wsteczny po kodzie.
https://youtu.be/0ejOJx4mD8I
Dla mnie bomba.
Zrobione jest tak:
Jeżeli zwarcie utrzymuje się pow. dwu sekund zaczyna cofać do momentu ustąpienia zwarcia i dalej do przodu.
Jeżeli zwarcie nie ustąpi to po 10 sek. wyłącza maszynę.
Oczywiście czasy są sterowalne.
https://youtu.be/0ejOJx4mD8I
Dla mnie bomba.
Zrobione jest tak:
Jeżeli zwarcie utrzymuje się pow. dwu sekund zaczyna cofać do momentu ustąpienia zwarcia i dalej do przodu.
Jeżeli zwarcie nie ustąpi to po 10 sek. wyłącza maszynę.
Oczywiście czasy są sterowalne.






