")
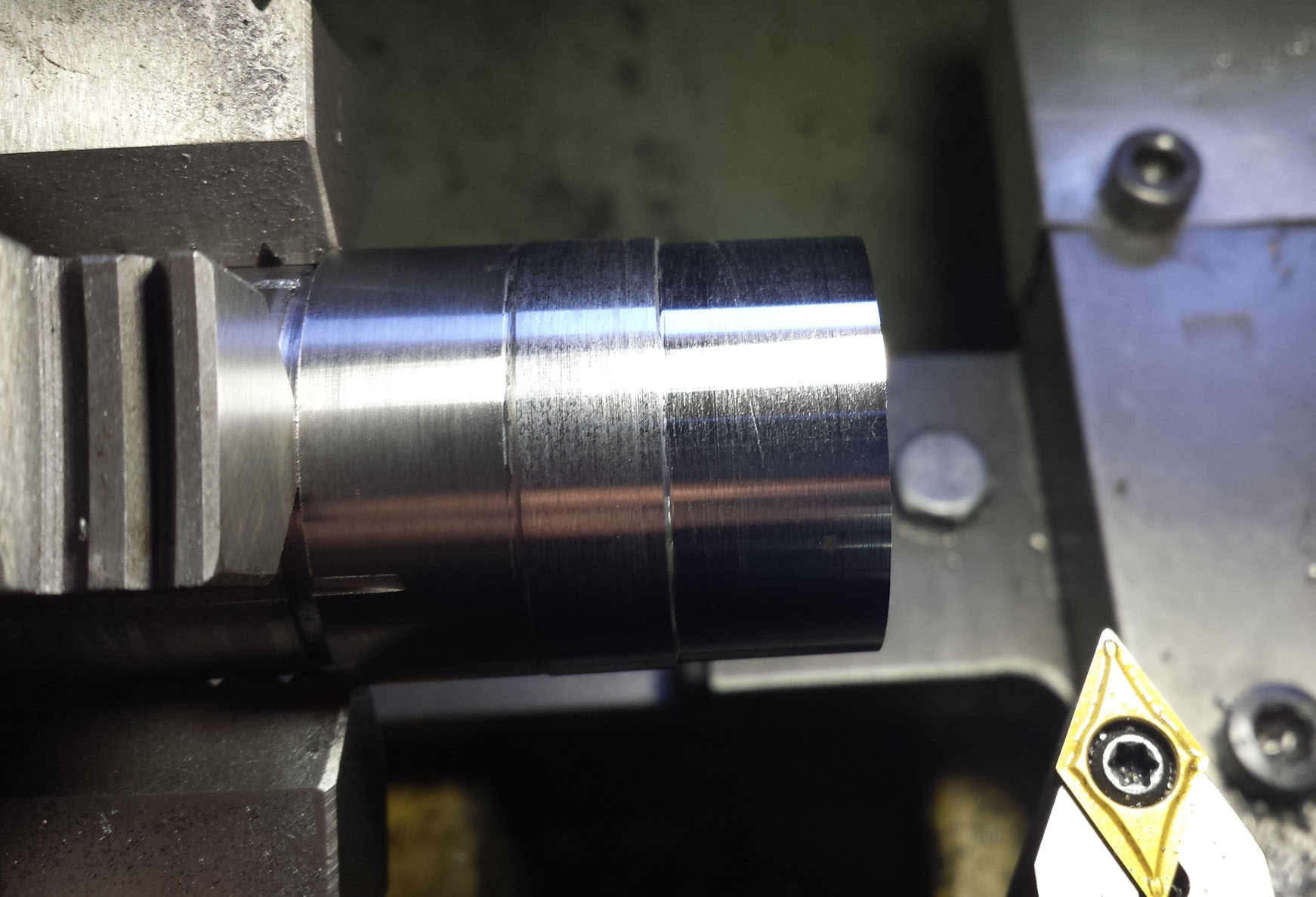
O ile noże jak noże - jestem miło zaskoczony bo są ŁADNE... Nawet na fotkach na necie nie wyglądają tak ładnie jak na żywo. Żadnych rys, niedoróbek czernienia, śladów po frezie...
SDJCR/L/C + wytaczak - wszystko w rozmiarze 12


Niestety płytki, które dają do kompletu niezbyt się nadają do pracy ze stalą, a niby miały być do stali
A co do niespodzianki to ostatnio dużo robię w 304 to zamówiłem sobie paczkę płytek do w/w noży niby dedykowaną pod nierdzew. Paczka oczywiście przyszła razem z nożami. Płytka na wygląd niczym absolutnie nie różni się od tej jaką dostałem w komplecie z nożami. Jest dosłownie identyczna
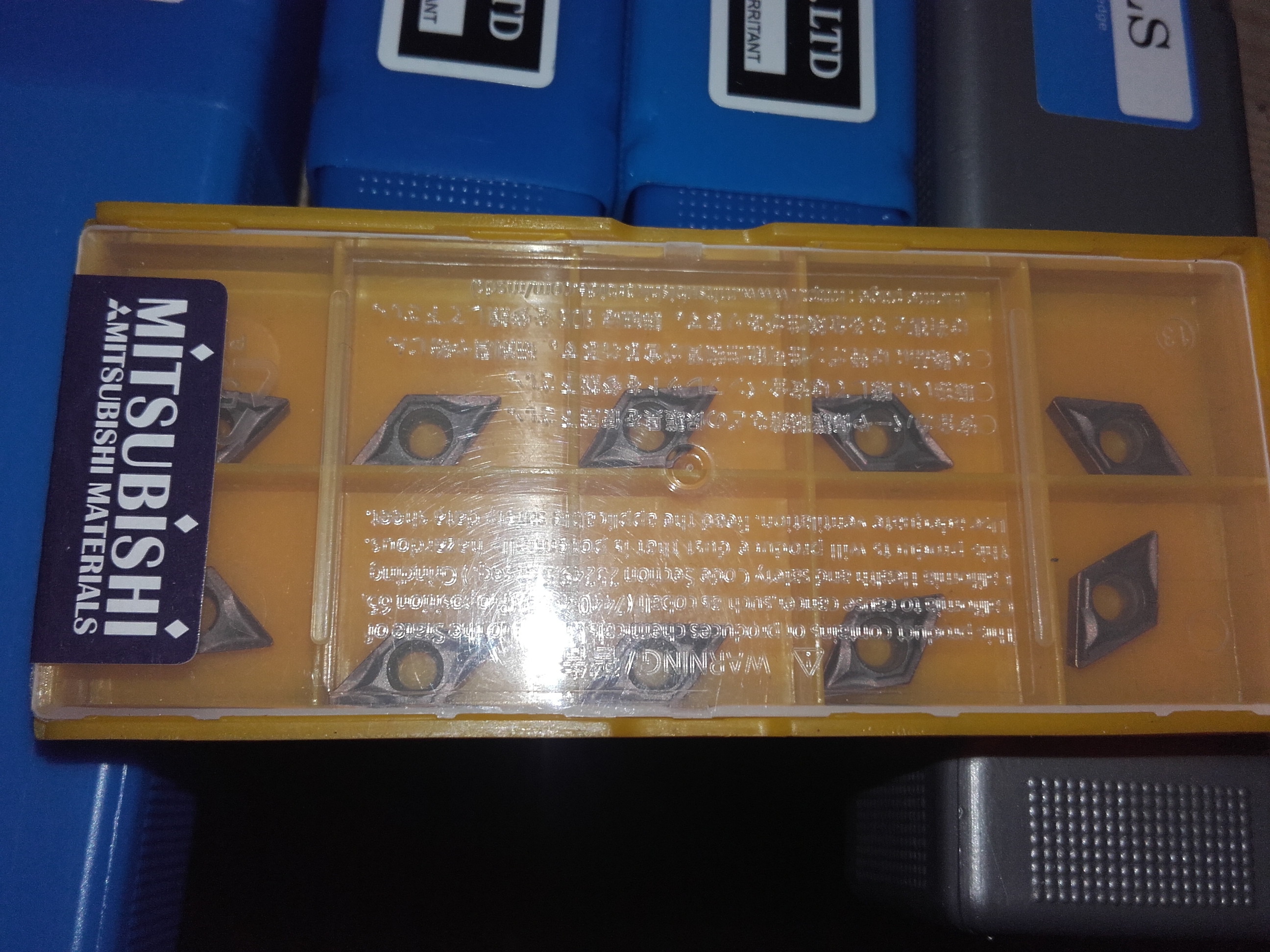
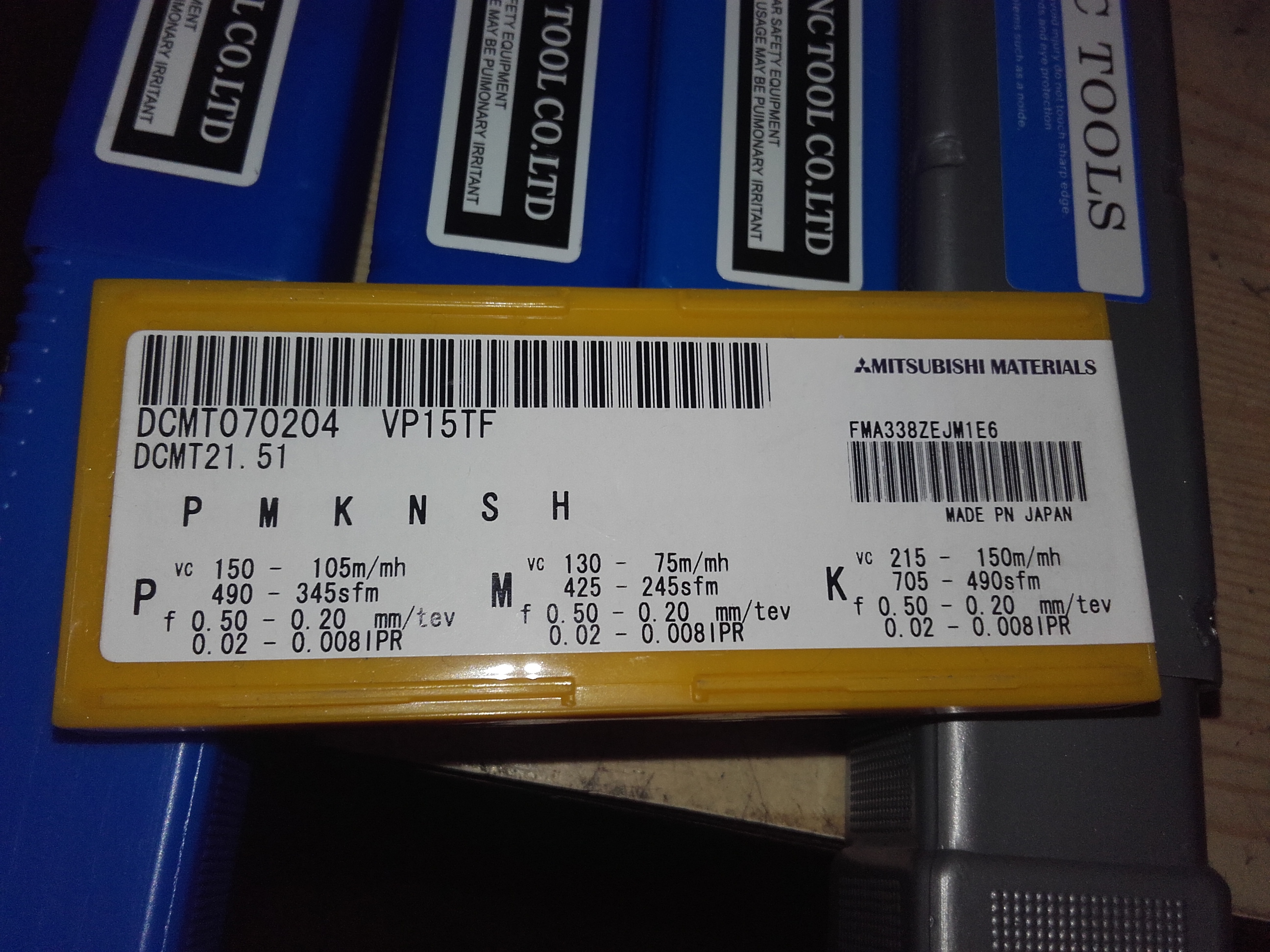
Nie wiem jak wygląda oryginalne opakowanie MITSUBISHI... Tani oryginał czy dobra podróbka? Testów na nożu jeszcze nie było ale jutro będą na pewno
I kolejne pytanie do użytkowników - jakie płytki polecacie do tych noży do różnych materiałów
Rozmiar płytki widać na fotce
Tokarka NT550



")