



Chińskie DRO
-
Adam Domański
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 24
- Posty: 867
- Rejestracja: 04 lut 2008, 20:26
- Lokalizacja: Rzeszów


-
 rc36
rc36
- Lider FORUM (min. 2000)
")
- Posty w temacie: 15
- Posty: 2377
- Rejestracja: 11 kwie 2014, 01:25
- Lokalizacja: Bliskie okolice Bydgoszczy
Re: Chińskie DRO
Adam Domański pisze:Na pewno bardziej pomoże niż zaszkodzi.
Z tym stwierdzeniem można by dyskutować, ja akurat spieprzyłem detal przez DRO, mianowicie nie zliczał mi mikro przesunięć suportu. Skutek był taki że otwór detalu był o 0,08mm większy niż powinien, poprawiłem montaż liniału po chińczykach (zmniejszyłem naprężenia tu i tam) i niby jest dobrze, a jak robię coś na gotowo to przykładam czujnik zegarowy lub patrzę na podziałkę przy korbce.
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 47
- Posty: 12304
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Chińskie DRO
nie chcę kolegi martwić, ale o ile sie nie mylę to patrząc zestaw funkcji - wiercenie obwód, wiercenie ukośne linii, obróbka pochyłej płaszczyźnie, obróbka łuku kołowego itd

te jest dedykowane bardziej dla frezarki niż tokarki, jedynie funkcja R/D(promień/średnica) jest tokarska. Fakt że wg producenta niby można ją do tokarki zastosować("funkcja tokarki (dopasowanie)" - cokolwiek to znaczy), ale typowej funkcji dla tokarki - toczenie stożka- nie mają


https://www.sierramachinetools.com/prod ... 1-5m-lathe
którą mają uniwersalne


No chyba, że instrukcja podaje pod inną konfiguracją przycisków...
te jest dedykowane bardziej dla frezarki niż tokarki, jedynie funkcja R/D(promień/średnica) jest tokarska. Fakt że wg producenta niby można ją do tokarki zastosować("funkcja tokarki (dopasowanie)" - cokolwiek to znaczy), ale typowej funkcji dla tokarki - toczenie stożka- nie mają
https://www.sierramachinetools.com/prod ... 1-5m-lathe
którą mają uniwersalne
No chyba, że instrukcja podaje pod inną konfiguracją przycisków...
pozdrawiam,
Roman
Roman
-
rc36
- Lider FORUM (min. 2000)
- Posty w temacie: 15
- Posty: 2377
- Rejestracja: 11 kwie 2014, 01:25
- Lokalizacja: Bliskie okolice Bydgoszczy
Re: Chińskie DRO
Ja nic o stożkach nie pisałem, ja nawet nie potrafię ustawić najprostszych funkcji w tym odczycie i nikt mi nie potrafi lub nie chce pomóc, tu jest temat gdzie piszę w czym problem. odczyt-cyfrowy-nie-dziala-jak-nalezy-t99838.html
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 47
- Posty: 12304
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Chińskie DRO
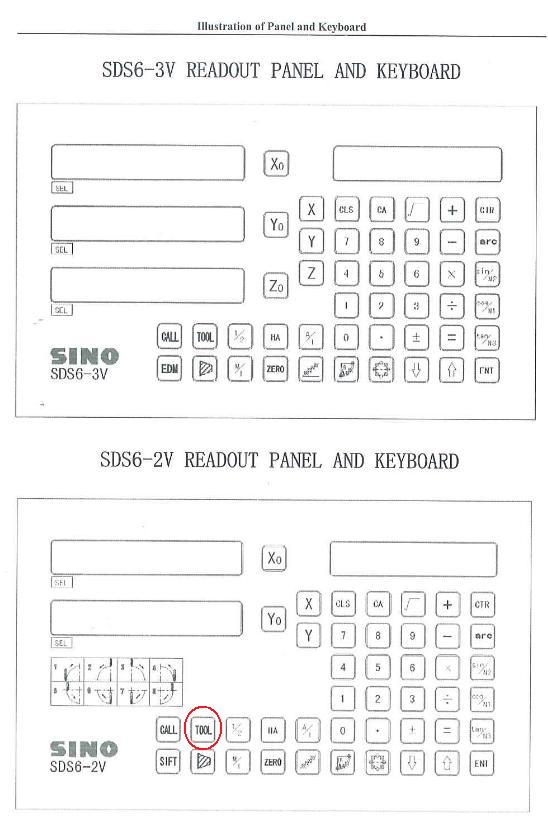
Daj zdjęcie panelu, bo jak przeglądam różne instrukcje(ang.) do SDS6V2 to sa rózne wersje które maja nieidentyczne przyciski funkcyjne (  )
)
To ta instrukcja którą masz?
https://www.google.com/url?sa=t&rct=j&q ... D0qdD14rQo
wg tej instrukcji https://atrump.com/images/tech_support/ ... O_Sino.pdf
https://boltontool.com/pdf/SINO%202%20Axis_DRO.pdf
może cały pic polega na tym, że ustawiając wstępnie czytnik masz już DIR(średnicę) w osi /osiach, a naciskając TOOL przełączasz na promień(Radius),
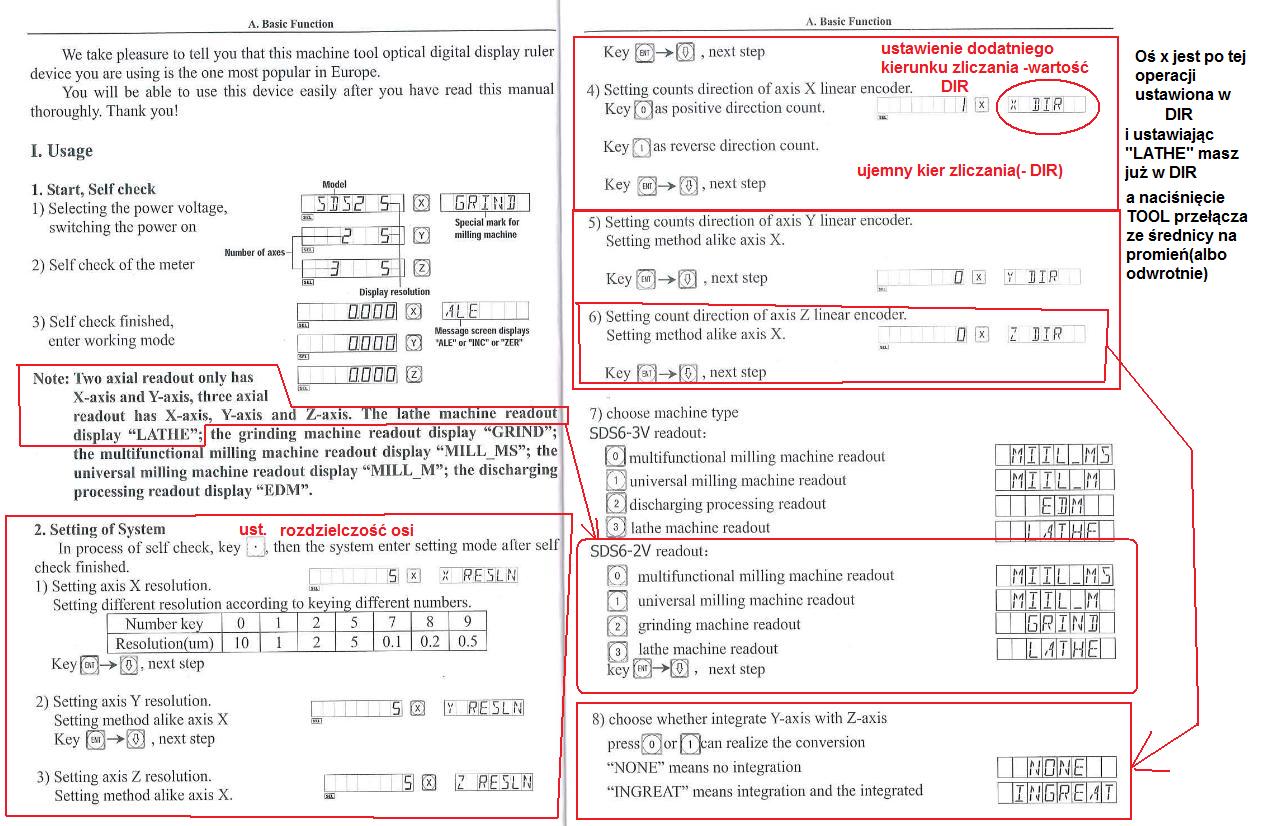
bo znalazłem taki opis funkcji przycisku TOOL
Może popróbuj go(TOOL) nacisnąć, lub kombinację Oś X+TOOL, (być może przed lub po TOOL klikając na SIFT który w V2 zmienia chyba funkcje w TOOL
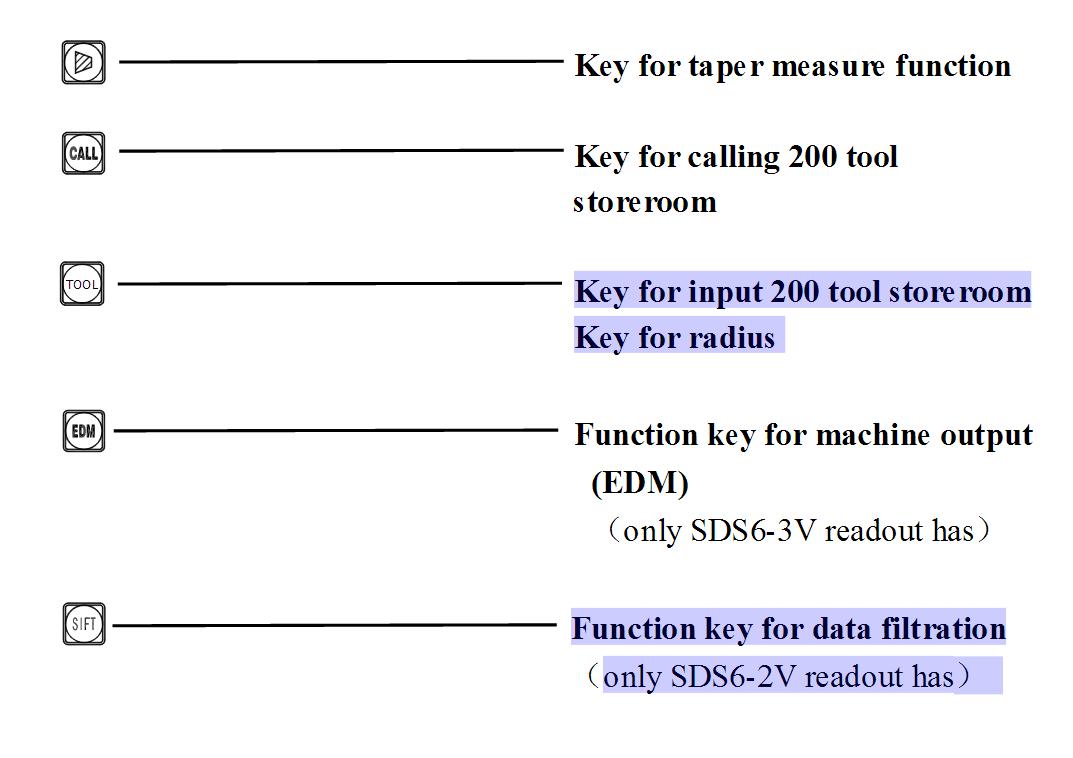
("Klawisz funkcyjny do filtrowania danych- ma tylko odczyt SDS6-2V")
inna instrukcja
http://www.boltontools.net/pdf/SDS6ZX45.pdf
STOŻKI
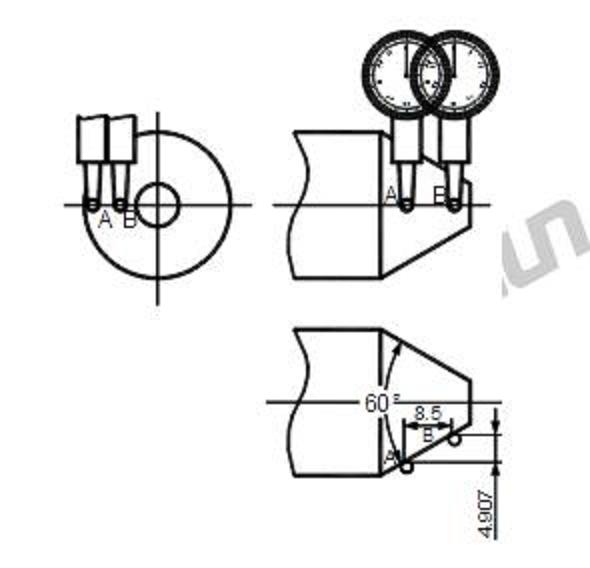
Funkcja POMIARU kąta wytoczonego już stożka (a nie do toczenia stożka !), ewentualnie pomiaru jednej ze średnic(stożka ściętego) kiedy bazową znamy. Jeśli wytoczymy stożek na tokarce, to tą funkcją możemy zmierzyć dokładny jego kąt.
możemy zmierzyć dokładny jego kąt.
(zamieszczam scren z oryginalnej strony, bo te tłumaczenie rzeczywiście jest rozmazane i nie widać istotnych szczegółów).
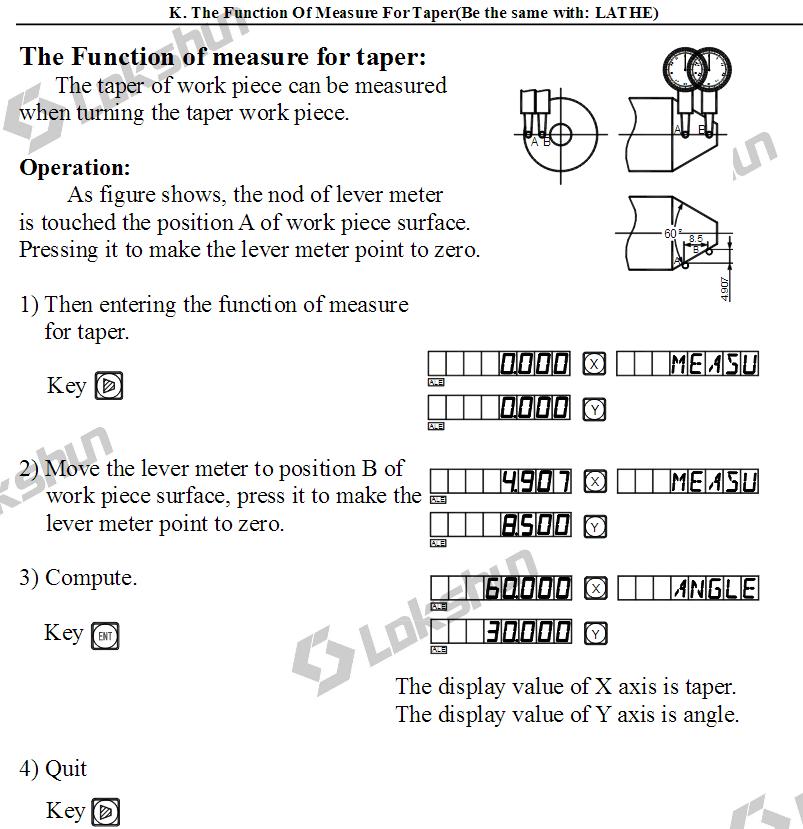
Do tego pomiaru w imaku należy umocować czujnik zegarowy lub diatest(im dokładniejszy tym dokładniej zmierzymy kąt) który będzie nam określał odchyłkę punktu pomiaru → przy obu pomiarach czytnika (liniałami na stożku) wskazanie zamocowanego w imaku czujnika dotykającego stożka musi pokazywać "0" by pomiar wg liniału był prawidłowy.
1 • Najpierw ustalamy bazę("0") pomiaru dotykając czujnikiem stożek w dowolnym punkcie A(większa średnica) tak by czujnik pokazał nam "0"
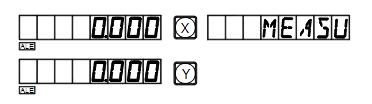
2 • naciskamy przycisk
czytnik powinien pokazać nam zera w osiach i "MEASURE" (pomiar) w trzecim(Z/Zo).
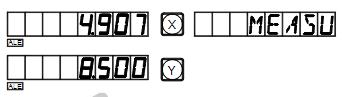
3 • przesuwasz czujnik do drugiego punktu → B (mniejsza średnica) o dowolną odległość od A (w osi symetrii stożka Y - na rysunku pokazano akurat 8,5), dosuwasz czujnik do stożka tak by wskazał znowu "0", czytnik pokaże przesunięcia w osiach X i Y odczytane przez liniały, np jak na rysunku stożka
4 • naciskasz przycisk ENTER by komputer wyliczył kąt stożka i kąt tworzącej stożka(czyli 1/2 kąta stożka)według odczytów z osi X i Y, wyświetlacze pokażą:
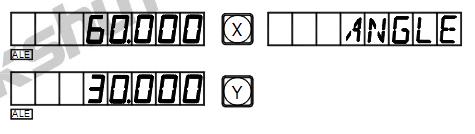
gdzie czytnik X pokaże kąt stożka, czytnik Y kąt tworzącej, a trzeci (Z/Zo) pokazuje obliczoną wielkość "ANGLE" czyli "KĄT"
5 • Aby wyjść z pomiarów stożka naciśnij ponownie
Ważna uwaga !!
Przed pomiarem kąta stożka metoda pomiaru osi czytnika musi być przestawione w tryb "ALE" (wartości absolutne)
przeczytaj jeszcze to
http://www.sklep.doobrabiarek.pl/pl/p/C ... 2-osie/616
Dodane 1 godzina 37 sekundy:
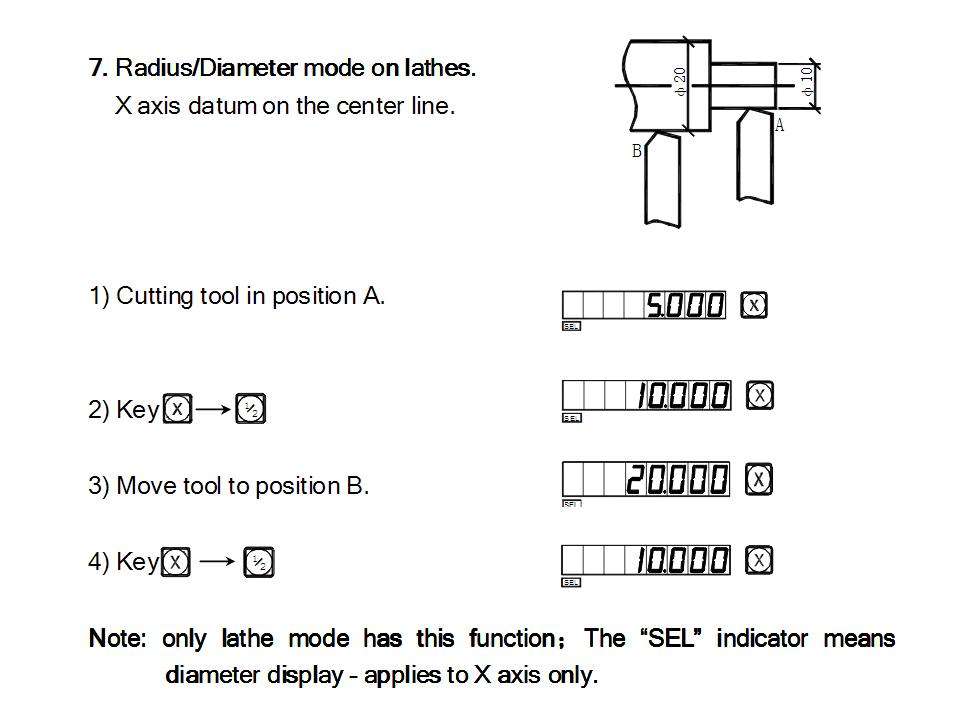
Według tej z kolei "SEL" a nie DIR oznacza średnicę... (tylko dla konfiguracji dla TOKARKA i tylko dla osi X)
https://boltontool.com/pdf/SINO%202%20Axis_DRO.pdf
To ta instrukcja którą masz?
https://www.google.com/url?sa=t&rct=j&q ... D0qdD14rQo
wg tej instrukcji https://atrump.com/images/tech_support/ ... O_Sino.pdf
https://boltontool.com/pdf/SINO%202%20Axis_DRO.pdf
może cały pic polega na tym, że ustawiając wstępnie czytnik masz już DIR(średnicę) w osi /osiach, a naciskając TOOL przełączasz na promień(Radius),
bo znalazłem taki opis funkcji przycisku TOOL
nie jestem jednak pewien czy to nie odnosi się do promienia okręgu dla frezarki, ale być może że w konfiguracji dla tokarki to inaczej przełącznik R/D, bo w widoiku paneli nie ma R/D a TOOL jest.Key for input 200 tool storeroom
Key for radius
Klucz do magazynu narzędzi 200 wejść
Klucz do promienia
Może popróbuj go(TOOL) nacisnąć, lub kombinację Oś X+TOOL, (być może przed lub po TOOL klikając na SIFT który w V2 zmienia chyba funkcje w TOOL
("Klawisz funkcyjny do filtrowania danych- ma tylko odczyt SDS6-2V")
inna instrukcja
http://www.boltontools.net/pdf/SDS6ZX45.pdf
STOŻKI
Funkcja POMIARU kąta wytoczonego już stożka (a nie do toczenia stożka !), ewentualnie pomiaru jednej ze średnic(stożka ściętego) kiedy bazową znamy. Jeśli wytoczymy stożek na tokarce, to tą funkcją
możemy zmierzyć dokładny jego kąt. (zamieszczam scren z oryginalnej strony, bo te tłumaczenie rzeczywiście jest rozmazane i nie widać istotnych szczegółów).
Do tego pomiaru w imaku należy umocować czujnik zegarowy lub diatest(im dokładniejszy tym dokładniej zmierzymy kąt) który będzie nam określał odchyłkę punktu pomiaru → przy obu pomiarach czytnika (liniałami na stożku) wskazanie zamocowanego w imaku czujnika dotykającego stożka musi pokazywać "0" by pomiar wg liniału był prawidłowy.
1 • Najpierw ustalamy bazę("0") pomiaru dotykając czujnikiem stożek w dowolnym punkcie A(większa średnica) tak by czujnik pokazał nam "0"
2 • naciskamy przycisk
czytnik powinien pokazać nam zera w osiach i "MEASURE" (pomiar) w trzecim(Z/Zo).
3 • przesuwasz czujnik do drugiego punktu → B (mniejsza średnica) o dowolną odległość od A (w osi symetrii stożka Y - na rysunku pokazano akurat 8,5), dosuwasz czujnik do stożka tak by wskazał znowu "0", czytnik pokaże przesunięcia w osiach X i Y odczytane przez liniały, np jak na rysunku stożka
4 • naciskasz przycisk ENTER by komputer wyliczył kąt stożka i kąt tworzącej stożka(czyli 1/2 kąta stożka)według odczytów z osi X i Y, wyświetlacze pokażą:
gdzie czytnik X pokaże kąt stożka, czytnik Y kąt tworzącej, a trzeci (Z/Zo) pokazuje obliczoną wielkość "ANGLE" czyli "KĄT"
5 • Aby wyjść z pomiarów stożka naciśnij ponownie
Ważna uwaga !!
Przed pomiarem kąta stożka metoda pomiaru osi czytnika musi być przestawione w tryb "ALE" (wartości absolutne)
przeczytaj jeszcze to
http://www.sklep.doobrabiarek.pl/pl/p/C ... 2-osie/616
Dodane 1 godzina 37 sekundy:
Według tej z kolei "SEL" a nie DIR oznacza średnicę... (tylko dla konfiguracji dla TOKARKA i tylko dla osi X)
https://boltontool.com/pdf/SINO%202%20Axis_DRO.pdf
Przełączanie promienia / średnicy (dostępne tylko na osi X) odbywa się poprzez naciśnięcie
X→½
Powtarzanie tej sekwencji spowoduje odwrócenie
przełącznik. W trybie średnicy SEL zostanie podświetlony pod wyświetlaczem osi X.
pozdrawiam,
Roman
Roman
-
rc36
- Lider FORUM (min. 2000)
- Posty w temacie: 15
- Posty: 2377
- Rejestracja: 11 kwie 2014, 01:25
- Lokalizacja: Bliskie okolice Bydgoszczy
Re: Chińskie DRO
Daje zdjęcie mojego panelu

Tak mam taką samą instrukcję, przy osi X i Y wyświetla się napis DIR i w dwóch osiach pokazuje wymiar po średnicy. Nie mogę dociec co zrobić żeby w jednej osi pokazywało średnicę a w drugiej promień.
RomanJ4 pisze:To ta instrukcja którą masz?
https://www.google.com/url?sa=t&rct=j&q ... D0qdD14rQo
Tak mam taką samą instrukcję, przy osi X i Y wyświetla się napis DIR i w dwóch osiach pokazuje wymiar po średnicy. Nie mogę dociec co zrobić żeby w jednej osi pokazywało średnicę a w drugiej promień.
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 47
- Posty: 12304
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Chińskie DRO
A nie próbowałeś np nastawić dla wskazań Y funkcji → 1/2 ? Według jednej z instrukcji powtarzanie 1/2 przełącza cyklicznie między D na R i z powrotem..
pozdrawiam,
Roman
Roman
-
 ALZ
ALZ
- Lider FORUM (min. 2000)
- Posty w temacie: 11
- Posty: 3433
- Rejestracja: 06 sie 2004, 01:42
- Lokalizacja: Śląsk
- Kontakt:
Re: Chińskie DRO
Najważniejsze że można ustawić dowolnie co się ma dla danej operacji wyświetlać.
Ja w mojej tokarce mam skalę co 0,04mm, to jest q...a jazda. Za cholerę nie mogę się do tego przyzwyczaić, a ile rzeczy już spieprzyłem lepiej nie gadać. Ztąd właśnie u mnie potrzeba czegoś "normalnego". Całe szczęście że na tym forum już koledzy przerabiali ten temat i nie powielę kiepskiego pomysłu z listwami "suwmiarkowymi'.
Ja w mojej tokarce mam skalę co 0,04mm, to jest q...a jazda. Za cholerę nie mogę się do tego przyzwyczaić, a ile rzeczy już spieprzyłem lepiej nie gadać. Ztąd właśnie u mnie potrzeba czegoś "normalnego". Całe szczęście że na tym forum już koledzy przerabiali ten temat i nie powielę kiepskiego pomysłu z listwami "suwmiarkowymi'.
-
rc36
- Lider FORUM (min. 2000)
- Posty w temacie: 15
- Posty: 2377
- Rejestracja: 11 kwie 2014, 01:25
- Lokalizacja: Bliskie okolice Bydgoszczy
Re: Chińskie DRO
W mojej tokarce też jest podziałka co 0,04mm, wprawdzie rzadko jej używam, ale jest taki dziwoląg. Śruba ma skok 2mm wystarczyło by naciąć 80 kresek i podziałka byłaby co 0,05mm.






