szopenn pisze: ↑04 kwie 2025, 08:56
Pozwolę bez wyliczeń się nie zgodzić. Sam suchy naciąg to jedno, później tniesz klocka taśma jeszcze dodatkowo obrywa. Mam taśmówkę z taśmą 26 czy 27mm. Gdyby było tak idealnie jak mówisz, to od 20mm taśmy nie zużywałyby się bo wychodzi na to że mają spory zapas.. ale tak niestety nie jest, taśmy pękają i to nie tylko na zgrzewach.
To są słuszne uwagi. Faktycznie trochę się boję, o czym wspominałem, że nawet jak uda mi się napiąć taśmę siłą 200-250 kg, to jej skręcenie na krótkim odcinku o około 45 stopni, to będą zbyt duże siły ścinające, prostopadłe do jej powierzchni. Bez obliczeń szacuję, że najwięcej taśma dostaje po du*** właśnie tam, czyli jak wchodzi między rolki prowadzące. Jest nieustannie skręcana, a po wyjściu z materiału w drugą rolkę ponownie odkręcana, co ją systematycznie rozwala zmęczeniowo. Ale skręcenie jest niezbędne, żeby można było ciąć profile dowolnej długości ... problemu tego nie ma przy piłach pionowych.
Oczywiście każde cięcie - oprócz czasu - ma swój koszt w narzędziach. Taśma do mojej piły kosztuje około 25 złotych. Gdyby udało mi się nią uciąć klocek stalowy 120x120 jakieś 5-10 razy, zanim, pęknie, to byłbym zadowolony.
Szersza taśma jest tańsza w przeliczeniu na jednostkę masy (27mm x 0.9mm x 2000mm, to około 60 zł), ale dopóki nie produkuję masowo, mogę zaniedbać koszt taśmy - pod warunkiem, że nie będę jej musiał wymieniać przy każdym cięciu tych wymiarów, jak to ma miejsce przy ręcznym cięciu i luźnej taśmie, która się zakleszcza. Do tego dochodzi czas wymiany taśmy i nerwy. W ostateczności mogę napiąć trochę mniej i może choć trochę poprawić kąt cięcia - zanim zainwestuję czas, czy pieniądz w piłę o szerszej taśmie.
Dodane 1 godzina 41 minuty :
Widzę, że -zanim to ruszy- głównym problemem będzie wytrzymałość kół. W takich piłach koła robi się żeliwne, a tu jest alu, gdzie rant ma wysokość kilkanaście mm i grubość tylko 2mm. Jest co prawda jakieś nędzne użebrowanie, ale wynika mi szacunkowo, że koło nie uniesie tej siły - zostanie ściśnięte i rant się złamie do środka:
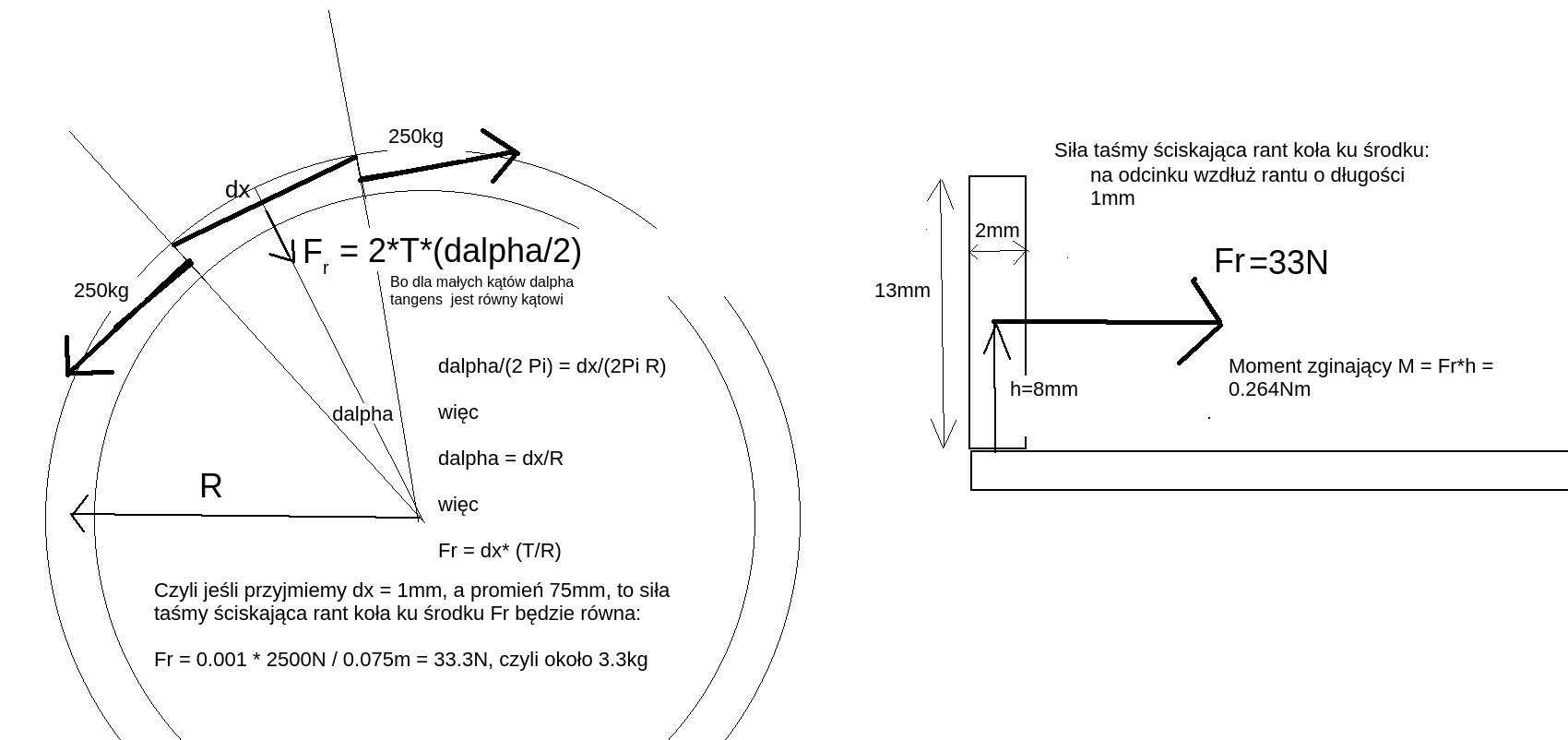
Zgrubne (ale raczej poprawne) obliczenie pręta na zginanie momentem z pomocą czata gpt:
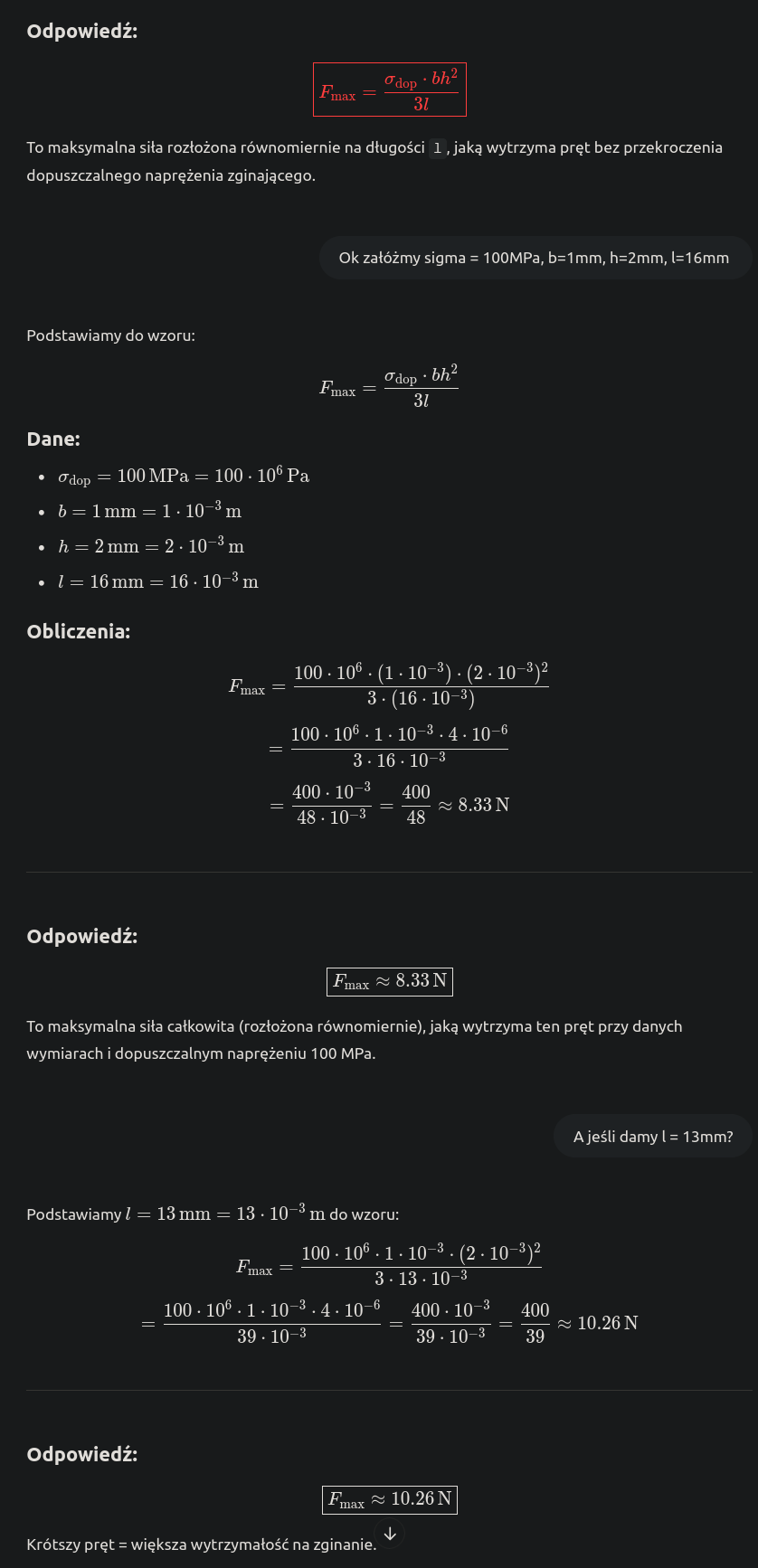
Siła ściskająca 1mm odcinka rantu koła u mnie przy 500kg będzie koło 33N, ale taki pręcik o długości 13mm, a wysokości 2mm, i grubości 1mm wytrzyma tylko 1/3 z tego. Niezbędne będzie wzmocnienie koła w środku - o ile to możliwe. Np blachą stalową 4mm, lub wytoczenie koła z rantem ze stalowej rury grubościennej fi150 - to zajęłby więcej czasu. Chyba wpadłem jak śliwka w kompot
 Dodane 49 minuty 47 sekundy:
Dodane 49 minuty 47 sekundy:
Update - z przypomnienia złożonego stanu naprężenia, naprężenia skręcające taśmę są prostopadłe do naprężeń rozciągających ją, więc teoretycznie należałoby je składać. Ale z wstępnych oszacowań z czatem GPT są porównywalne. Naprężenia skręcające (ścinające) w takiej taśmie o wysokości 12.5 mm i grubości 0.6mm na odcinku 82mm i 50 stopni srkętu czat gpt oszacował mi na 250MPa. Sam wzorów nie pamiętam, ale zakładam, że w podstawowych przypadkach nie kłamie
Podobne są te naciągające, co biorąc kryterium Misesa razem daje około 500MPa naprężenia. Jednak taśmy hartowane bimetalowe mają w miętszej częśći poność granicę plastyczności znacznie wyżej, raczej startują od 900MPa. A stąd dopuszczalne naprężenie bezpieczne w kryterium Tresca jest w okolicach 520MPa. Więc Chińczyk obliczał tak raczej na styk
Nie dziwię się zatem, że jak tnąć ręcznie jeszcze szarpałem piłą i wyginałem ją w tę i wewtę, to mogłem przekraczać te granice przy taśmach niższej jakości. Ale mam nadzieję, że przy stabilnym cięciu na prowadnicach będzie lepiej.
Nadzieja umiera ostatnia...




")




")








