")
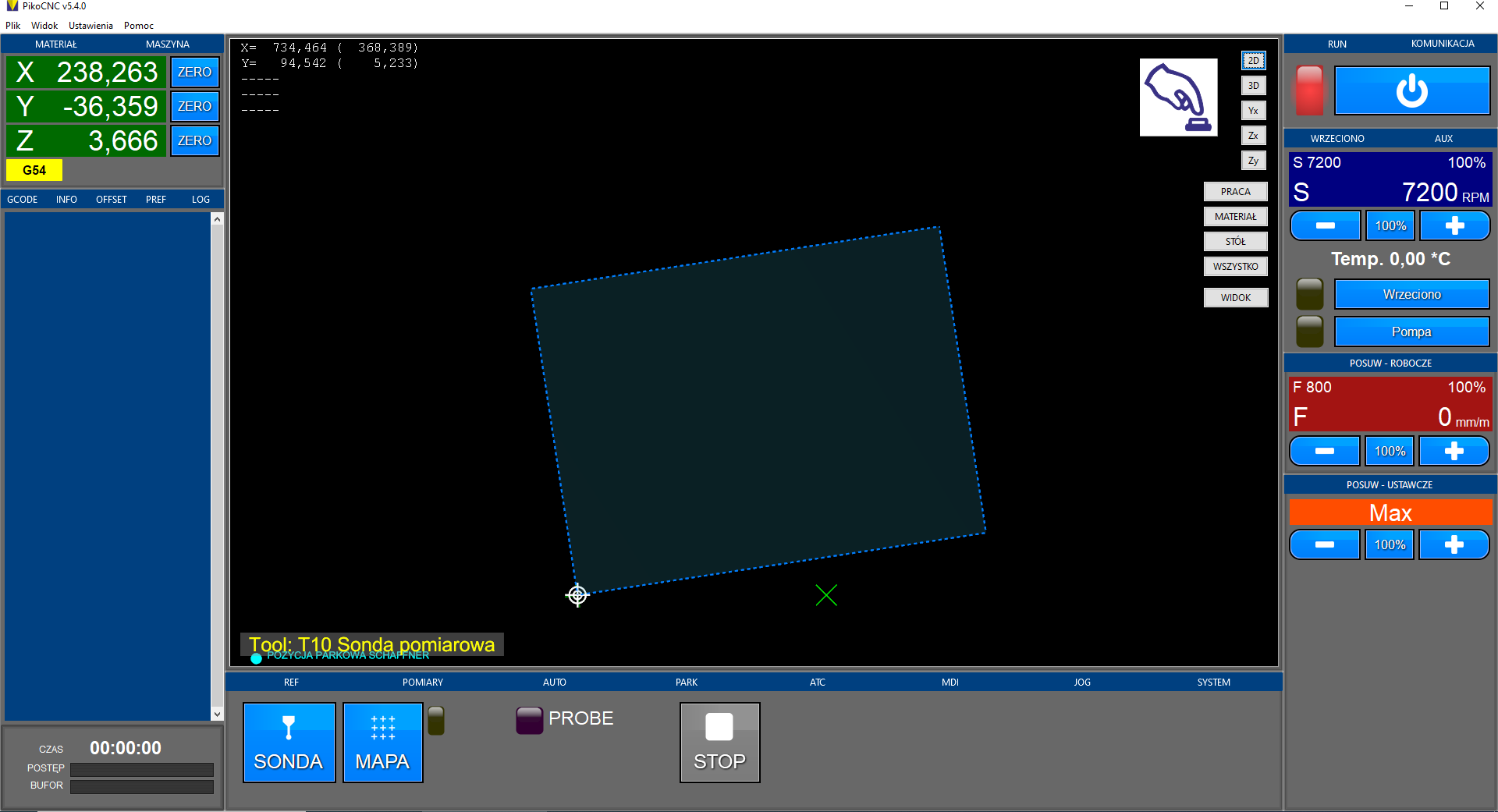
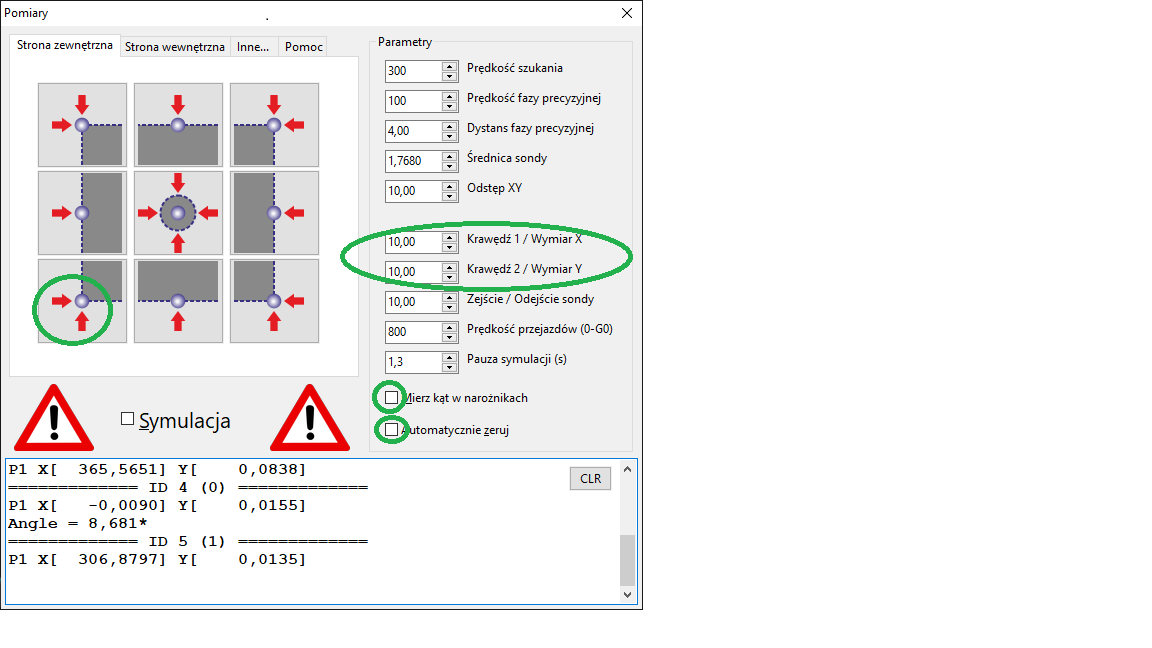
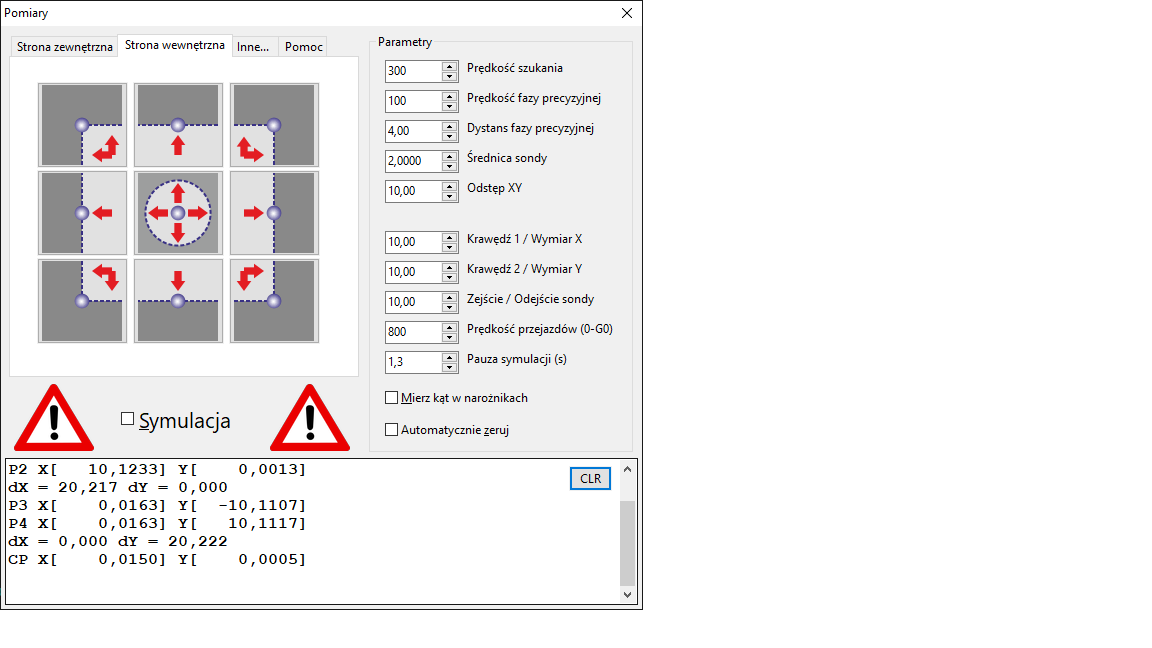
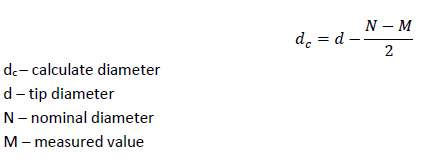
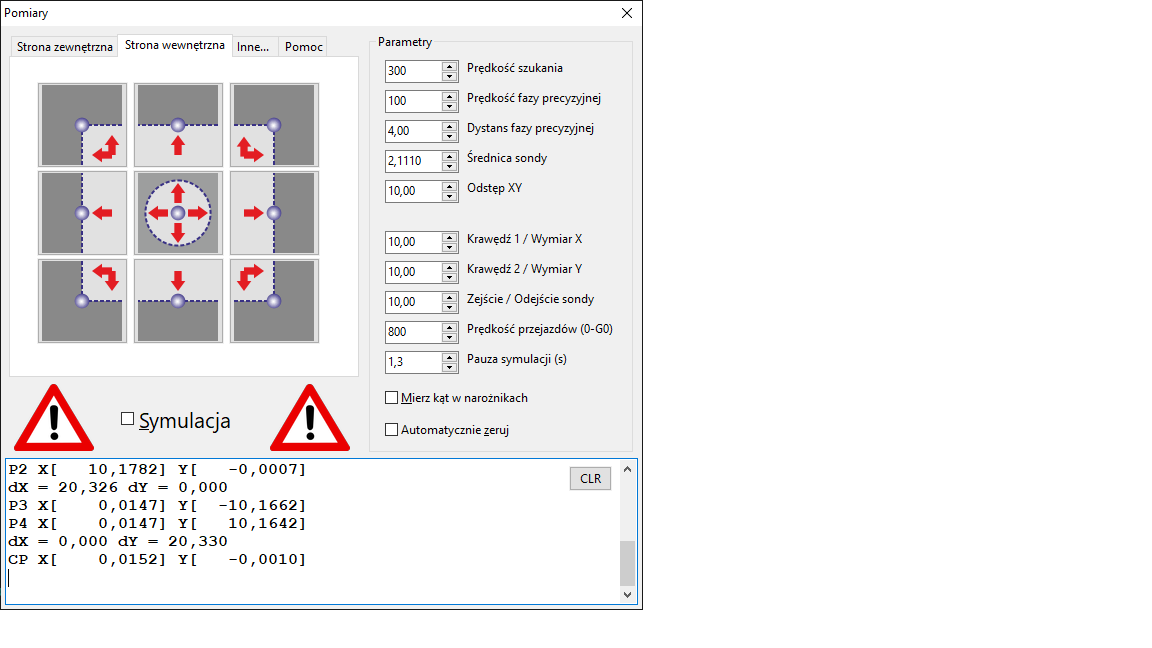
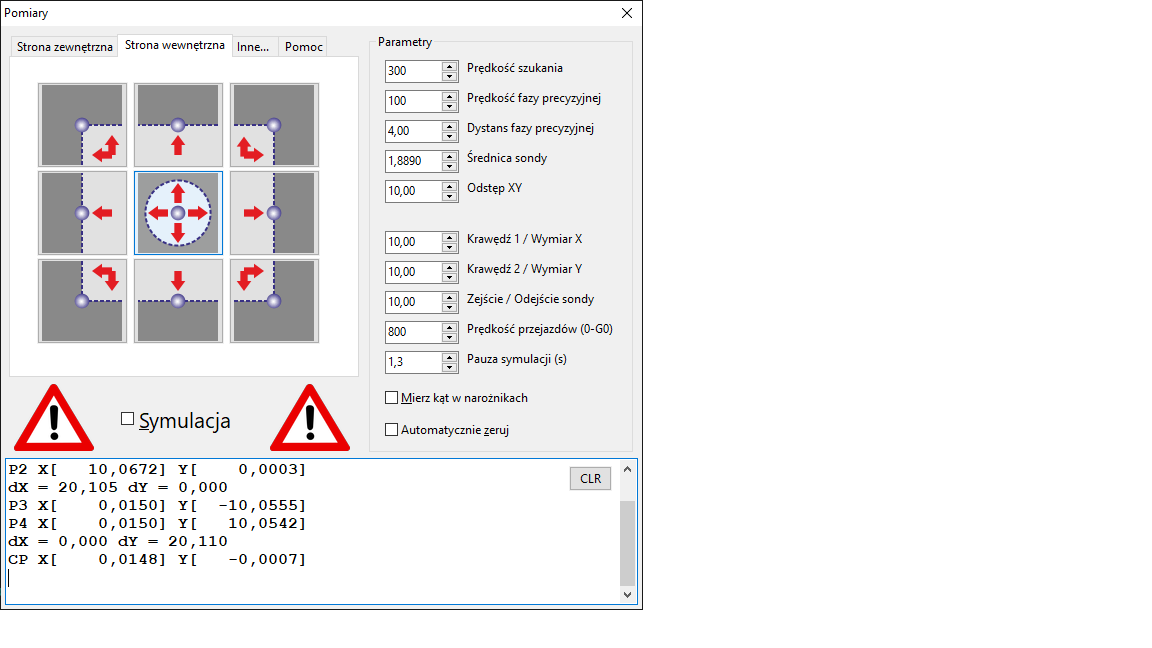
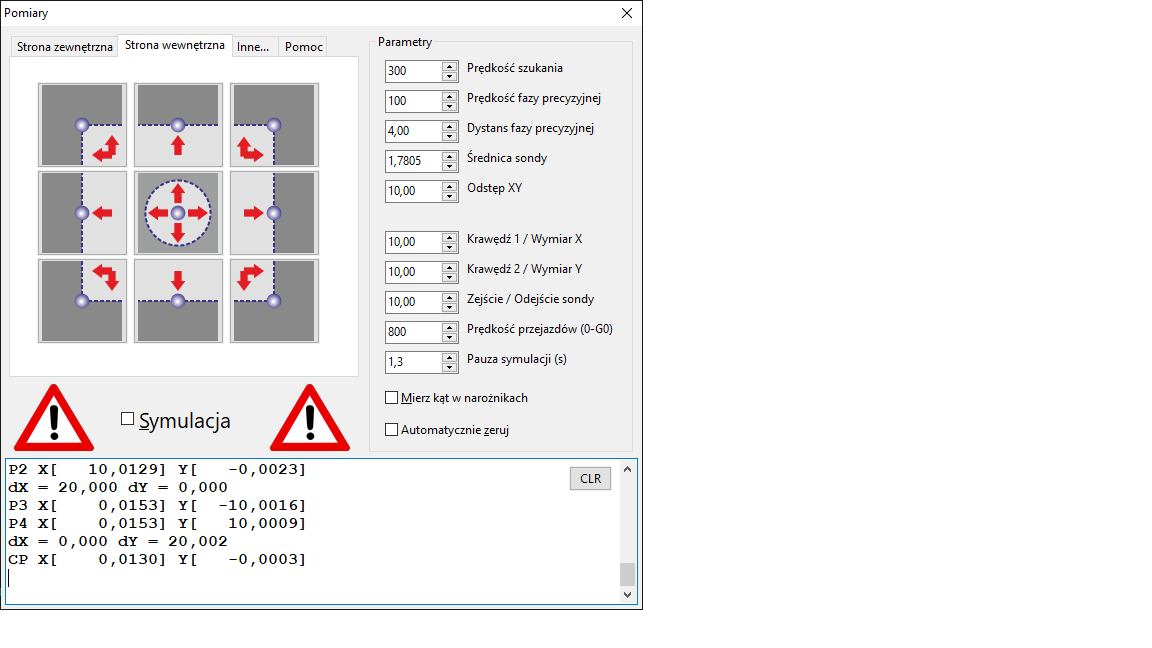
Dwie sprawy. Jeśli interesuje Cię średnica wewnętrzna to pomiar trzeba robić na dwa razy - pierwszy to ustalenie środka otworu (sonda ustawia się w tej pozycji po pomiarze), gdy już mamy środek drugi pomiar powinien dać prawidłową średnicę.Pojawiła się natomiast inna zagwostka, tj. po wyrównaniu osi sondy do osi wrzeciona chciałem zrobić (zgodnie z instrukcją do sondy Slavtec) kalibrację promienia efektywnego przy użyciu łożyska 6004ZZ, mierząc jego średnicę wewnętrzną. Katalogowa średnica wewnętrzna łożyska to 20,00mm natomiast pomiar sondą wychodzi mi jak poniżej. Średnica kulki ustawiona zgodnie z rzeczywistością na 2mm.
Zastanawiam się co błędnie jeszcze wprowadziłem...?
Druga sprawa (cholerka jasna) - pomiary wewnętrzne są błędnie korygowane średnicą sondy. Niżej link po poprawionego makra, które za to odpowiada. Trzeba podmienić oryginalne znajdujące się w folderze PikoCNC\Elcosimo\Macros
http://www.pikocnc.com/download/PROBE_ELCOSIMO.zip
Zobaczymy.Mi by pasowało żeby była możliwość zapisu do pliku stl. mapki z pomiaru sondy.
I jeszcze raz zachęcam do wymiany FV - nie tylko JOG okazjonalnie mógł się zaciąć, ale także ruchy referencyjne i pomiarowe.



")