



Dzisiaj przetestowalem impulsator 100imp.obr i o dziwo dziala bardzo dobrze.
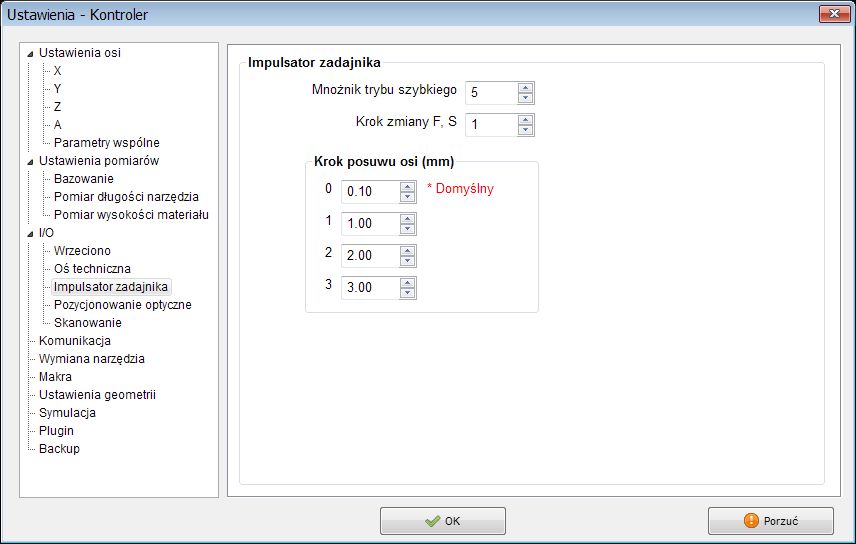
Tylko z tym mnoznikem jest problem....
Testowalem tryb normalny na 0.01 i tryb szybki 0.1 (x10 wiecej sie nie da) czyli wolno...
Takze przydaloby sie dodac tryb sredni x10 a w szybkim pozwolic na mnoznik x100
WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
-
artur_1617
- Stały bywalec (min. 70)
")
- Posty w temacie: 11
- Posty: 70
- Rejestracja: 29 lip 2010, 21:45
- Lokalizacja: Wroclaw


-
 cosimo
cosimo
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 59
- Posty: 641
- Rejestracja: 21 maja 2008, 10:02
- Lokalizacja: Damasławek
Re: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
Ok, zrobiłem taką możliwość. Można zdefiniować cztery wartości kroku, z tym, że mnożnika można nadal
używać więc wychodzi 8 kombinacji. Na wybór każdego dodatkowego kroku potrzebne będzie jedno wolne wejście.
używać więc wychodzi 8 kombinacji. Na wybór każdego dodatkowego kroku potrzebne będzie jedno wolne wejście.
-
artur_1617
- Stały bywalec (min. 70)
- Posty w temacie: 11
- Posty: 70
- Rejestracja: 29 lip 2010, 21:45
- Lokalizacja: Wroclaw
-
Triaczek
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 34
- Posty: 38
- Rejestracja: 14 lut 2019, 17:09
Re: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
Czy po wymianie narzędzia, program musi zawsze robić przejazd do ostatnio zakończonego punktu pracy? Frezuje etapowo w płytach i gdy maszyna zakończy jeden etap mam zmianę frezu, więc przejazd całą długość Y na wymianę, następnie przejazd z czujnika przez całą Y do ostatniej pozycji po czym następny przejazd na początek płyty gdzie rozpoczyna pracę nowe narzędzie. Chyba lepiej by było gdyby program po wymianie narzędzia, skierował się bezpośrednio do miejsca rozpoczęcia obróbki danym narzędziem.
-
cosimo
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 59
- Posty: 641
- Rejestracja: 21 maja 2008, 10:02
- Lokalizacja: Damasławek
Re: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
W przyszłym tygodniu będzie aktualizacja - ten problem został tam rozwiązany.Czy po wymianie narzędzia, program musi zawsze robić przejazd do ostatnio zakończonego punktu pracy?
-
 mitek
mitek
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 24
- Posty: 745
- Rejestracja: 09 cze 2009, 22:06
- Lokalizacja: k/Krakowa
- Kontakt:
Re: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
Przypomnę się z opcja która pozwoliła by na stałe zmieniać położenie wejścia w ścieżkę. Teraz jest tak że muszę zaznaczyć ścieżkę i kliknąć guzik wejścia i tak ponownie i ponownie gdy mam tego więcej... A fajnie było by wybrać opcje i klikać kolejne ścieżki...
No i jeszcze może było by łatwo zaimplementowac https://svgnest.com
Widziałem już też gdzieś darmowa wersję z dxf.
Domyślam się że to grubsza sprawa ale w Twoim oprogramowaniu sporo jest takich
No i jeszcze może było by łatwo zaimplementowac https://svgnest.com
Widziałem już też gdzieś darmowa wersję z dxf.
Domyślam się że to grubsza sprawa ale w Twoim oprogramowaniu sporo jest takich
Coś jest niemożliwe do czasu... gdy przyjdzie ktoś kto nie wie że jest to niemożliwe i to zrobi 
-
Triaczek
- Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 34
- Posty: 38
- Rejestracja: 14 lut 2019, 17:09
Re: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
Zastanawiam się, jak koledzy radzą sobie z " Magazynkiem Narzędzi ". Swoimi frezami zapełniłbym rubryki w kilku takich listach. Samo nadpisywanie istniejącej pozycji na liście, działa prawidłowo, ale przy takiej zmianie, nawet kilku frezów w różnych projektach, wiąże się to z koniecznością akceptacji każdej zmiany przy ich otwieraniu. Jeżeli magazynek nie ukrywa dodatkowej funkcjonalności, to może przydałaby się mała rewolucja. Wydłużenie listy narzędzi, byłoby męczące przy dokonywaniu ich wyboru. Przychodzi mi tylko możliwość na edycję grup narzędziowych. Mogłoby to wyglądać tak, że w magazynku narzędzi, oprócz pola narzędzie i zainstalowane narzędzie, byłoby pole, grupa narzędziowa z oknem wyboru i przyciskiem edytuj nową. Edycja banalnie prosta, oprócz naszej standardowej grupy T, możliwość rozszerzenia o kolejną literę np. Ta (aluminum), Tf (fronty mdf) dowolność interpretacji. Wybranie grupy, otworzy nową pustą listę, którą sobie zapełnimy tylko tym, co w danym projekcie lub typie obrabianego materiału będzie konieczne. Dodatkowo, sama edycja narzędzia, mogłaby być wzbogacona o z pozoru zbędne informacje, jak ilość piór, kierunek ich skrętu i jego grupy materiałowej, co lepiej wskaże konkretny frez do parametrów skrawania. Przy tworzeniu nowego projektu zawsze trzeba byłoby wybrać grupę narzędziową. Myślę że krótsze listy narzędziowe, usprawnią sam wybór narzędzia i wyeliminowałyby konieczność nadpisywania w listach.
-
artur_1617
- Stały bywalec (min. 70)
- Posty w temacie: 11
- Posty: 70
- Rejestracja: 29 lip 2010, 21:45
- Lokalizacja: Wroclaw
Re: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
Dzisiaj podlaczylem pulpit i niestety nie jest tak rozowo...
Podlaczylem dwa impulsatory od obrotow i posuwu i z godzine walczylem zeby zadzialaly.
W PLC bylo widac ze dzialaja lecz nic sie nie zmienialo. Az wlaczylem modul remote na 1 czyli przyciski bez impulsatora i zadzialalo.
Jezeli modul remote jest ustawiony na 2 i wybierzemy np. os Z to po przekreceniu ktoregos impulsatora (od obrotow lub posuwu) porusza sie os
Takze trzeba poprawic aby przy module remote pracujacym w trybie 2 mogly dzialac zarowno impulsatory od obrotow, posuwu i poruszania osiami.
Podlaczylem dwa impulsatory od obrotow i posuwu i z godzine walczylem zeby zadzialaly.
W PLC bylo widac ze dzialaja lecz nic sie nie zmienialo. Az wlaczylem modul remote na 1 czyli przyciski bez impulsatora i zadzialalo.
Jezeli modul remote jest ustawiony na 2 i wybierzemy np. os Z to po przekreceniu ktoregos impulsatora (od obrotow lub posuwu) porusza sie os
Takze trzeba poprawic aby przy module remote pracujacym w trybie 2 mogly dzialac zarowno impulsatory od obrotow, posuwu i poruszania osiami.
-
cosimo
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 59
- Posty: 641
- Rejestracja: 21 maja 2008, 10:02
- Lokalizacja: Damasławek
Re: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
Sprubuj jak niżej. Różnica taka, że linie wyboru trybu przeniesione przed ENDIF.Takze trzeba poprawic aby przy module remote pracujacym w trybie 2 mogly dzialac zarowno impulsatory od obrotow, posuwu i poruszania osiami.
Kod: Zaznacz cały
#IF_OPTION 12 = 2
#NAME_I 3 = ENC_A // Wejście "A" enkodera ( >> DIR)
#NAME_I 4 = ENC_B // Wejście "B" enkodera ( >> PULSE)
#NAME_I 5 = REMOTE // Moduł podpięty pod wejście 5
#NAME_I 22 = RMJOG_L
#NAME_I 23 = RMJOG_R
#NAME_I 24 = RM_FAST
#NAME_I 25 = RM_START
#NAME_I 26 = RM_STOP
#NAME_I 27 = RM_PAUZA
#NAME_I 28 = RM_ZERO
#NAME_I 29 = WHM_0
#NAME_I 30 = WHM_1
#NAME_I 31 = WHM_2
<< IN REMOTE
>> REMOTE_IN
<< IN RMJOG_L // Jog w lewo. Wybór osi za pomocą przełącznika.
>> WH_JOG_L
<< IN RMJOG_R // Jog w prawo
>> WH_JOG_R
<< IN RM_FAST
>> JOG_FAST
AND IN RM_ZERO // Zerowanie: muszą być przyciśnięte ZERO+JOG_FAST
>> WH_ZERO
<< START
OR IN RM_START
>> START
<< STOP
OR IN RM_STOP
>> STOP
<< PAUSE
OR IN RM_PAUZA
>> PAUSE
+< IN ENC_A // Podłączenie enkodera 100/50 imp/obr.
S> M 20
-< IN ENC_B
AND M 20
IF_TRUE_BEGIN
<< IN ENC_B
!> WH_PULSE
<< IN ENC_A
>> WH_DIR
L> M 20
<< IN WHM_0 // Podłączenie bitów wyboru trybu pracy impulsatora
>> WH_MD0
<< IN WHM_1
>> WH_MD1
<< IN WHM_2
>> WH_MD2
ENDIF
#END_OPTION






