")
Spotkałem się z tematem wykonania pewnych wyrobów medycznych, o następujących właściwościach mechanicznych:
- Wykonanie z medycznego POM (Polyactal) lub ewentualnie PEEK
- Znaczna długość całkowita w stosunku do średnicy, około 150mm gdzie w najszerszym miejscu jest niecałe fi18 a w najcieńszym fi12
- Wymagany otwór niemalże przez całość, na około 130mm, stopniowany
- Gwint wewnętrzny
- Konieczność zastosowania dodatkowej osi do przefrezowania rowków po obwodzie
- Wymagana stosunkowo duża precyzja
- Sporo różnych krzywizn, konieczność sterowania CNC
- Mała chropowatość powierzchni
Bazując na tych wymaganiach, do głowy przyszło mi zastosowanie rozwiązania wykorzystywane w automatach typu szwajcarskiego, czyli wrzeciennika z tuleją do prowadzenia materiału, natomiast chodzi o to, aby samemu coś takiego zbudować, i mam sporo wątpliwości co do szansy na powodzenie takiego pomysłu. Dużym utrudnieniem są oczywiście koszty, całe przedsięwzięcie musi mieć uzasadnienie ekonomiczne.
Na szybko narysowałem schematycznie jak mniej więcej chciałbym zrealizować budowę takiego wrzeciennika pod pręty fi18.
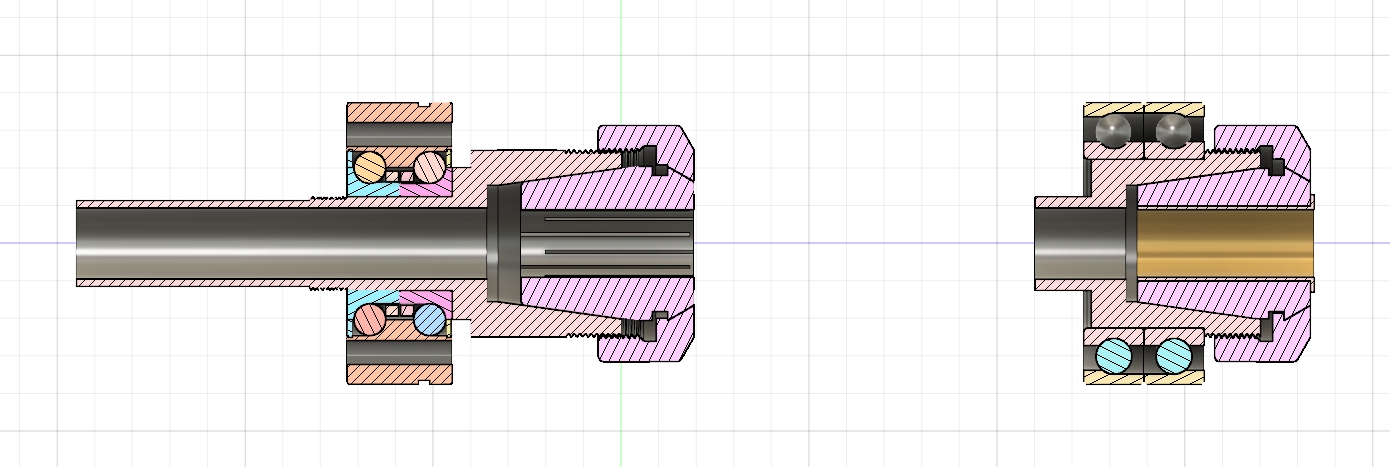
Po lewej stronie jest wrzeciennik nieruchomy, na który zostałoby przeniesiony napęd poprzez przekładnię pasową, z racji konieczności dokładnego pozycjonowania kątowego zastosowałbym tu serwomotor.
Po prawej stronie jest wrzeciennik ruchomy, miałby zostać zamontowany na osi liniowej.
Tak jak w przypadku wrzeciennika napędzanego, jest tu system mocowania ER40, który nie był projektowany z myślą o umożliwianiu przesuwu podczas pracy. Dla tego do tulejki er40 wchodzi jeszcze jedna, cienkościenna z brązu lub innego materiału mającego za zadanie umożliwienie wsuwania i wysuwania materiału. Dokręcanie nakrętki będzie zmniejszać luz pomiędzy materiałem obrabianym a tulejką prowadzącą.
Jak na razie największe wątpliwości mam co do tego systemu z er40 i tulejką z brązu, przede wszystkim, podczas pracy nie ma żadnej regulacji siły zacisku tulejki na materiale. Pręty z POM i PEEK, z którymi się spotkałem, trzymały raczej jednolitą średnicę na całej długości, ale nie wiem, czy jest to reguła i boje się, że taki brak regulacji może spowodować momentami nadmierne luzy lub zacieranie się materiału.
Druga sprawa jest taka, że o ile znalazłem informację/przykłady toczenia PEEK na automacie typu szwajcarskiego to z POM jest już gorzej.
POM podczas obróbki daje strasznie długą wstęgę, która obwiązuje wszystko dookoła, może dla tego nie stosuje się raczej tego materiału w połączeniu z takimi maszynami?
Podejrzewam też, że trzeba by dobrać jakiś odpowiedni specyfik do lubrykacji wysuwanego materiału.
Będę wdzięczny za wszystkie opinie i porady na temat tego, czy ma to w ogóle sens i jeśli tak to czy idę mniej więcej w dobrą stronę
Dla ułatwienia, maszyna nie musi działać w pełni automatycznie, np montowanie i zdejmowanie materiału może wykonywać operator. Dodatkowo będzie stale pod nadzorem, więc w razie problemu z odprowadzeniem wiórów zostanie zatrzymana i manualnie wyczyszczona.
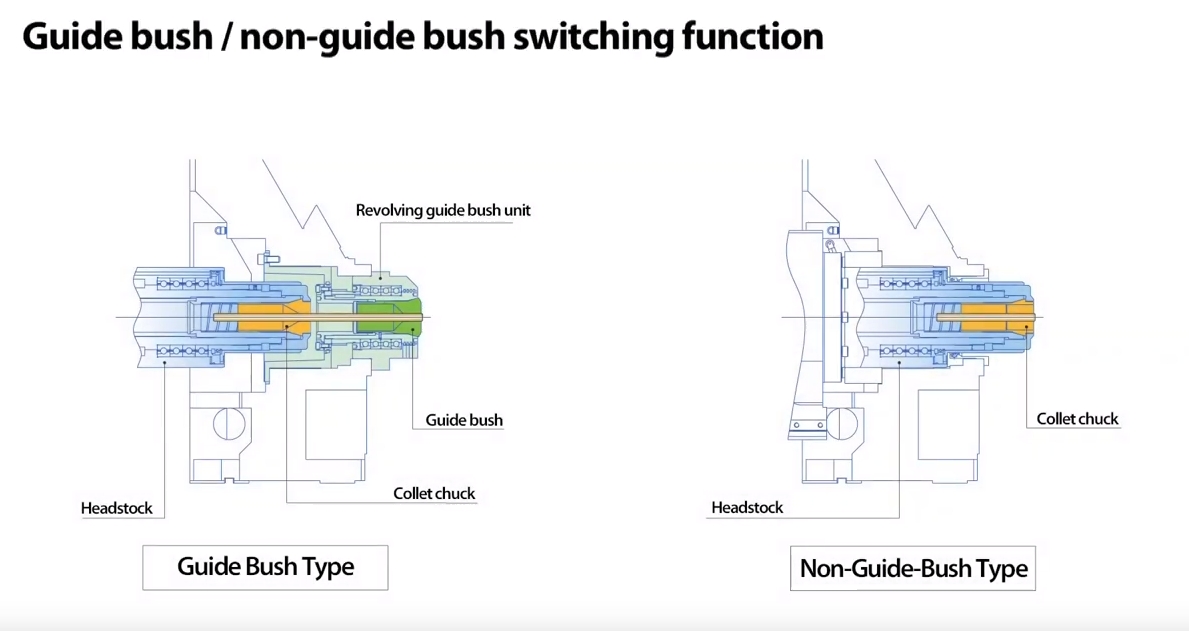
Przykład rozwiązania przemysłowego wrzeciennika:


")
")