



Witam serdecznie.
Ostatnio znalazłem program napisany w progmasterze (podobno dobry) do rysunku, który jest w załączniku. Po wpisaniu kodu go do programu symulującego wyskakuje mi błąd (kod i screen błędu również w załączniku). Jako iż dawno nie używałem tego programu i ogólnie dawno się nie bawiłem z pisaniem programów, nie potrafię sobie poradzić z tym problemem. Jeżeli ktoś byłby na tyle uprzejmy i sprawdził/poprawił ten kod, ewentualnie pomógł mi zdefiniować narzędzia byłbym bardzo wdzięczny, na prawdę.
Pozdrawiam.
Program


-
wieslawbarek
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 1
- Posty: 846
- Rejestracja: 05 gru 2006, 22:28
- Lokalizacja: Bielsko Biała
-
Endrju76
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 352
- Rejestracja: 30 wrz 2008, 21:17
- Lokalizacja: Śląsk
Witam
Z progmasterem czasami tak jest że program masz dobry a on nie rusza. Wersja edukacyjna darmowa, trudno. Wtedy piszę program jeszcze raz, nie kopiuję.
Ten program u mnie poszedł. Ja bym go zrobił w takiej wersji. Przy takim gwincie lepiej by było gwintownikiem. Ale w toczeniu nie mogę zdefiniować narzędzia gwintownika.
%_N_CNCINFO7_MPF
; 03-01-2010
N5 G40 G54 G71 G90 G96 DIAMON KONT G450
N10 T1 D1 S150 F0.3 M4 M8 ;obr zgrubna
N15 LIMS=2000
N20 G0 X70 Z9
N25 CYCLE95("6",3,0.2,0.5,,0.3,,,1,,)
N30 G0 X100 Z100
N35 T2 D1 S180 F0.1 M4 M8 ;obr wyk kat ostrza max 40st
N40 LIMS=3000
N45 G0 X10 Z10
N50 G1 X18 Z0 G42
N55 X20
N60 G2 X30 Z-3 CR=5.66
N65 G1 X30 Z-5
N70 X32 Z-6
N75 X32 Z-11
N80 X30 Z-12
N85 G2 X56.5 Z-48 CR=50.25
N90 G1 X58.97 Z-55
N95 G1 Z-57
N100 X62
N105 G0 X100 Z100 G40
N110 T3 D1 G95 S900 F.2 M3 M8 ;wiertlo fi6,5
N115 G0 Z5
N120 X0
N125 CYCLE82(2,0,2,-12,12,)
N130 G0 X100 Z100
N135 T4 D1 S120 F.2 M3 M8 ;gwintowanie
N140 G0 Z5
N145 X5
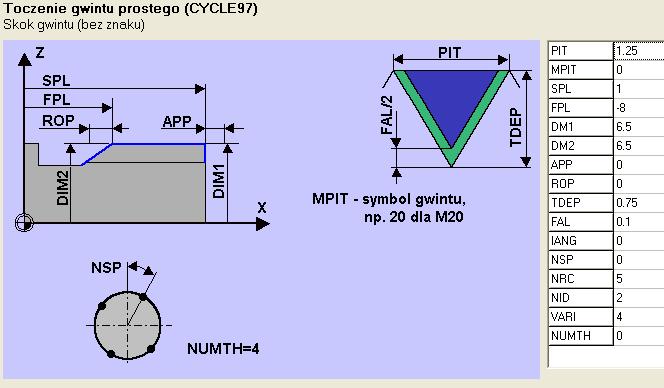
N150 CYCLE97(1.25,,1,-8,6.5,6.5,,,0.75,0.1,0,,5,2,4,)
N155 G0 X100 Z100
N160 G53 T0 D0 G0 Z400.000 X500.000 M9 M5
N165 M30
%_N_6_SPF
G1 X18 Z0
G1 X20
G2 X30 Z-3 CR=5.66
G1 X30 Z-5
G1 X32 Z-6
G1 X32 Z-11
G2 X56.5 Z-48 CR=50.25
G1 X58.97 Z-55
G1 Z-57
G1 X62
Z progmasterem czasami tak jest że program masz dobry a on nie rusza. Wersja edukacyjna darmowa, trudno. Wtedy piszę program jeszcze raz, nie kopiuję.
Ten program u mnie poszedł. Ja bym go zrobił w takiej wersji. Przy takim gwincie lepiej by było gwintownikiem. Ale w toczeniu nie mogę zdefiniować narzędzia gwintownika.
%_N_CNCINFO7_MPF
; 03-01-2010
N5 G40 G54 G71 G90 G96 DIAMON KONT G450
N10 T1 D1 S150 F0.3 M4 M8 ;obr zgrubna
N15 LIMS=2000
N20 G0 X70 Z9
N25 CYCLE95("6",3,0.2,0.5,,0.3,,,1,,)
N30 G0 X100 Z100
N35 T2 D1 S180 F0.1 M4 M8 ;obr wyk kat ostrza max 40st
N40 LIMS=3000
N45 G0 X10 Z10
N50 G1 X18 Z0 G42
N55 X20
N60 G2 X30 Z-3 CR=5.66
N65 G1 X30 Z-5
N70 X32 Z-6
N75 X32 Z-11
N80 X30 Z-12
N85 G2 X56.5 Z-48 CR=50.25
N90 G1 X58.97 Z-55
N95 G1 Z-57
N100 X62
N105 G0 X100 Z100 G40
N110 T3 D1 G95 S900 F.2 M3 M8 ;wiertlo fi6,5
N115 G0 Z5
N120 X0
N125 CYCLE82(2,0,2,-12,12,)
N130 G0 X100 Z100
N135 T4 D1 S120 F.2 M3 M8 ;gwintowanie
N140 G0 Z5
N145 X5
N150 CYCLE97(1.25,,1,-8,6.5,6.5,,,0.75,0.1,0,,5,2,4,)
N155 G0 X100 Z100
N160 G53 T0 D0 G0 Z400.000 X500.000 M9 M5
N165 M30
%_N_6_SPF
G1 X18 Z0
G1 X20
G2 X30 Z-3 CR=5.66
G1 X30 Z-5
G1 X32 Z-6
G1 X32 Z-11
G2 X56.5 Z-48 CR=50.25
G1 X58.97 Z-55
G1 Z-57
G1 X62
Endrju
Zaznacz "POMÓGŁ" - to nie boli
Zaznacz "POMÓGŁ" - to nie boli
-
dbQ
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 5
- Posty: 5
- Rejestracja: 29 wrz 2008, 19:23
- Lokalizacja: Chorzów
Tobie progmaster symuluje dokładnie taki sam przedmiot jak na rysunku?
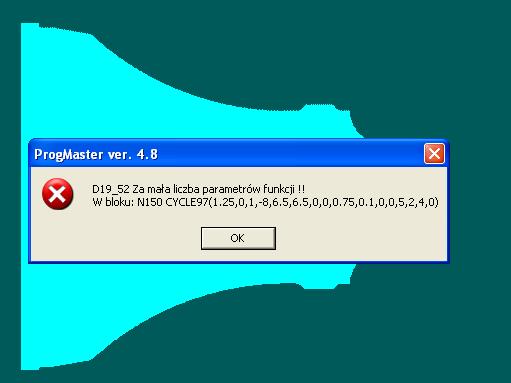
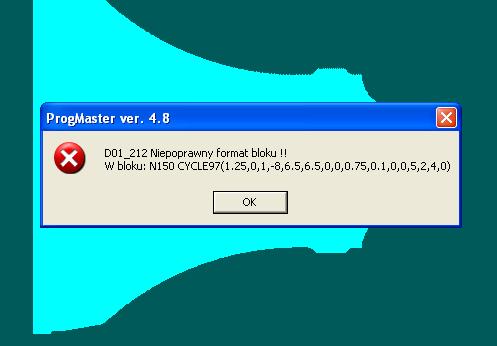
Znowu mi jakiś błąd wyskakuje, że za mało parametrów funkcji w bloku N150.
Ogólnie to wydaje mi sie, że ten program ten rysunek tworzy jakby z drugiej strony.
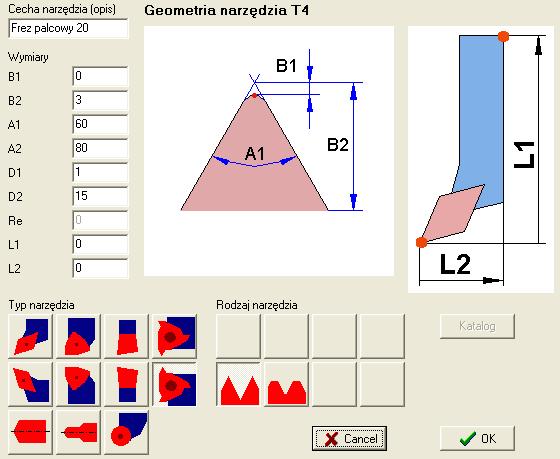
Jeśli tobie wychodzi wszystko dobrze, czy mógłbyś mi podesłać wszystko tak jak powinno być? Mam na myśli zdefiniowane narzędzia dodatkowo do tego. Nie mam pojęcia co jest grane a bardzo zależy mi na tym żeby w końcu uzyskać ten końcowy wynik.
Znowu mi jakiś błąd wyskakuje, że za mało parametrów funkcji w bloku N150.
Ogólnie to wydaje mi sie, że ten program ten rysunek tworzy jakby z drugiej strony.
Jeśli tobie wychodzi wszystko dobrze, czy mógłbyś mi podesłać wszystko tak jak powinno być? Mam na myśli zdefiniowane narzędzia dodatkowo do tego. Nie mam pojęcia co jest grane a bardzo zależy mi na tym żeby w końcu uzyskać ten końcowy wynik.

-
Endrju76
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 352
- Rejestracja: 30 wrz 2008, 21:17
- Lokalizacja: Śląsk
Odpowiedzieć na błąd można, widząc cały program. Błędem może być coś innego. Albo i kaprys programu PM. U mnie wszystko tak jak widzisz gra. A jeśli chodzi o wytoczenie otworu to potraktuj tą pierwszą stronę jako lekcję i spróbuj wytoczenie zrobić sam. Jak nie będzie wychodzić to daj to co zrobiłeś na forum, to ci pomożemy.
Endrju
Zaznacz "POMÓGŁ" - to nie boli
Zaznacz "POMÓGŁ" - to nie boli
-
dbQ
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 5
- Posty: 5
- Rejestracja: 29 wrz 2008, 19:23
- Lokalizacja: Chorzów
Postaram się wytoczyć środek, tylko problem jest taki, że trzeba by obrócić przedmiot bo w praktyce doszło by do kolizji narzędzia z wrzecionem, prawda? Czyli po prostu mam napisać nowy program, który będzie odpowiadał tylko za wytoczenie środka jakby w nowym materiale?
[ Dodano: 2010-01-07, 21:47 ]
odświeżam temat
[ Dodano: 2010-01-07, 21:47 ]
odświeżam temat






