Jak to wykonac na tokarce z osia C
-
blasterpl
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 7
- Posty: 1943
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
Jak to wykonac na tokarce z osia C
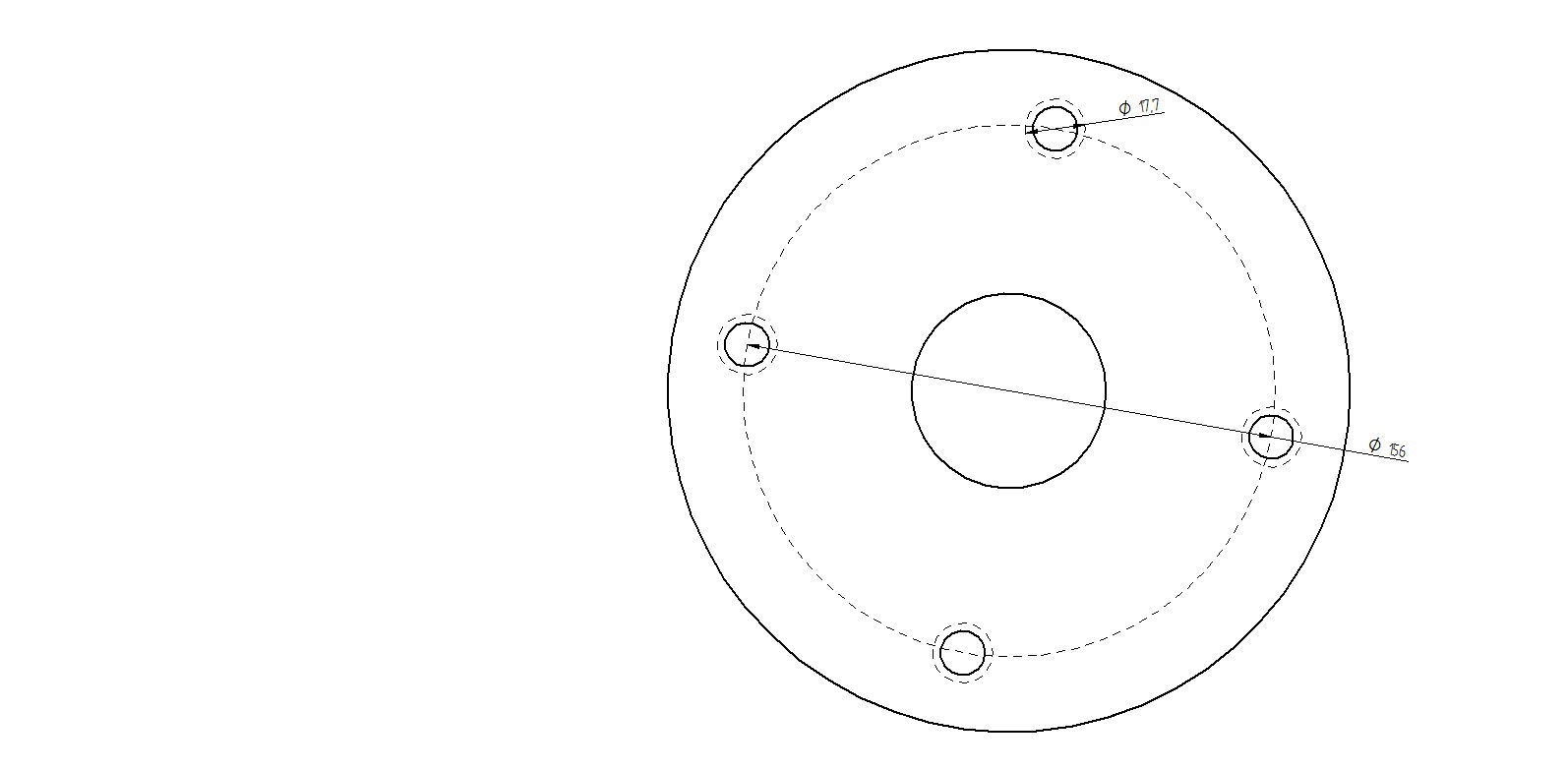
Czy ktoś z kolegów może pomóc w napisaniu G-kodu na frezowanie otworu na czole detalu , załączam rysunek. Otwór ø17.7 muszę wyfrezować (nie mam freza ani wiertla o takiej ø wiec wiercenie odpada).Moje sterowanie to NUM 750 wiec zapewne nikt nie pracuje na tym dziwadle ale jakiś Fanuc to już by było coś.Nie znam zasady takiej obróbki a eksperymentować na żywym organizmie to nie chce 
Tagi:


-
mateu5
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 632
- Rejestracja: 31 paź 2009, 16:20
- Lokalizacja: PL
Na fanucu wygląda to tak:
%
O001(Program)
(ROZFREZIWANIE OTWORÓW FI16 NA FI17.7)
(FREZ D12)
T0101 M8 (WYBOR NARZEDZIA)
M43 (ZALACZENIE OSI C)
G97 S1600 M13 (URUCHOMIENIE OBROTÓW NAPEDZANEGO NARZEDZIA)
G98 (POSUW MINUTOWY)
G0 C0
G12.1 ( PROGRAMOWANIE W WSPOLRZEDNYCH UROJONYCH TZW POLAR MILLING - PROGRAMUJESZ JAK FREZARKE TYLKO ZAMIAST OSI Y PISZESZ C)
G1 X78 Z5 C0 F3000 (DOJAZD DO 1 OTWORU)
G1 Z-10 F100 (WEJSCIE DO OTWORU)
G1 X80.85 C0
G3 X80.85 C0 I-2.85 J0 (ROZFREZOWANIE DO OKREGU)
G1 X78 C0
G1 Z5
(DRUGI OTWÓR)
G1 X0 C78 F3000
G1 Z-10 F100
G1 X2.85 C78
G3 X2.85 C78 I-2.85 J0
G1 X0 C78
G1 Z5
(TRZECI OTWOR)
G1 X-78 C0 F3000
G1 Z-10 F100
G1 X-80.85 C0
G3 X-80.85 C0 I2.85 J0
G1 X-78 C0
G1 Z5
(CZWARTY OTWOR)
G1 X0 C-78 F3000
G1 Z-10 F100
G1 X2.85 C-78
G3 X2.85 C-78 I-2.85 J0
G1 X0 C-78
G1 Z5
G13.1 (WYLACZENIE POLAR MILLING)
G0 X300 Z300 (ODJAZD)
G99 (POSUW NA OBROT)
M5
M30
%
O001(Program)
(ROZFREZIWANIE OTWORÓW FI16 NA FI17.7)
(FREZ D12)
T0101 M8 (WYBOR NARZEDZIA)
M43 (ZALACZENIE OSI C)
G97 S1600 M13 (URUCHOMIENIE OBROTÓW NAPEDZANEGO NARZEDZIA)
G98 (POSUW MINUTOWY)
G0 C0
G12.1 ( PROGRAMOWANIE W WSPOLRZEDNYCH UROJONYCH TZW POLAR MILLING - PROGRAMUJESZ JAK FREZARKE TYLKO ZAMIAST OSI Y PISZESZ C)
G1 X78 Z5 C0 F3000 (DOJAZD DO 1 OTWORU)
G1 Z-10 F100 (WEJSCIE DO OTWORU)
G1 X80.85 C0
G3 X80.85 C0 I-2.85 J0 (ROZFREZOWANIE DO OKREGU)
G1 X78 C0
G1 Z5
(DRUGI OTWÓR)
G1 X0 C78 F3000
G1 Z-10 F100
G1 X2.85 C78
G3 X2.85 C78 I-2.85 J0
G1 X0 C78
G1 Z5
(TRZECI OTWOR)
G1 X-78 C0 F3000
G1 Z-10 F100
G1 X-80.85 C0
G3 X-80.85 C0 I2.85 J0
G1 X-78 C0
G1 Z5
(CZWARTY OTWOR)
G1 X0 C-78 F3000
G1 Z-10 F100
G1 X2.85 C-78
G3 X2.85 C-78 I-2.85 J0
G1 X0 C-78
G1 Z5
G13.1 (WYLACZENIE POLAR MILLING)
G0 X300 Z300 (ODJAZD)
G99 (POSUW NA OBROT)
M5
M30
Mazak -> Fanuc -> Acramatic -> Sinumeric -> Heidenhain -> Mitsubishi meldas -> EdgeCAM -> NX CAM -> Postprocesory.
-
blasterpl
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 7
- Posty: 1943
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
Usiłuje zrozumieć 
Linia 30: wejście w otwór w jego osi
Linia 40: dojechanie frezem do docelowej ø 17.7
Linia 50: ruch po okregu , parametry XiC to koniec ruchu a I i J
10 G12.1 ( PROGRAMOWANIE W WSPOLRZEDNYCH UROJONYCH TZW POLAR MILLING - PROGRAMUJESZ JAK FREZARKE TYLKO ZAMIAST OSI Y PISZESZ C)
20 G1 X78 Z5 C0 F3000 (DOJAZD DO 1 OTWORU)
30 G1 Z-10 F100 (WEJSCIE DO OTWORU)
40 G1 X80.85 C0
50 G3 X80.85 C0 I-2.85 J0 (ROZFREZOWANIE DO OKREGU)
60 G1 X78 C0
70 G1 Z5
Linia 30: wejście w otwór w jego osi
Linia 40: dojechanie frezem do docelowej ø 17.7
Linia 50: ruch po okregu , parametry XiC to koniec ruchu a I i J
10 G12.1 ( PROGRAMOWANIE W WSPOLRZEDNYCH UROJONYCH TZW POLAR MILLING - PROGRAMUJESZ JAK FREZARKE TYLKO ZAMIAST OSI Y PISZESZ C)
20 G1 X78 Z5 C0 F3000 (DOJAZD DO 1 OTWORU)
30 G1 Z-10 F100 (WEJSCIE DO OTWORU)
40 G1 X80.85 C0
50 G3 X80.85 C0 I-2.85 J0 (ROZFREZOWANIE DO OKREGU)
60 G1 X78 C0
70 G1 Z5
-
mateu5
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 2
- Posty: 632
- Rejestracja: 31 paź 2009, 16:20
- Lokalizacja: PL
I i J to przyrostowe współrzędne środka okręgu. http://forum.cncprovn.com/attachment.ph ... 07&thumb=1
Możesz też zaprogramować przez podanie promienia łuku "R" ale wtedy musisz podzielić łuk na 2 części ponieważ programując tym sposobem łuk nie może mieć kąta wiekszego niż 180 stopni.
Możesz też zaprogramować przez podanie promienia łuku "R" ale wtedy musisz podzielić łuk na 2 części ponieważ programując tym sposobem łuk nie może mieć kąta wiekszego niż 180 stopni.
Mazak -> Fanuc -> Acramatic -> Sinumeric -> Heidenhain -> Mitsubishi meldas -> EdgeCAM -> NX CAM -> Postprocesory.
-
blasterpl
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 7
- Posty: 1943
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
Stworzyłem coś takiego , zadanie to wyfrezować otwór na czole materiału na ø30 , głębokość 5 , ø otworu 10 , frez ø5 . Głównie interesuje mnie samo frezowanie czyli linie 100 i 110 . Kolega Mateu5 pisał ze przy zastosowaniu promienia (R) muszę cały otwór podzielić na 2 części (linie 100 i 110). A jak by to wyglądało z zastosowaniem I,J Ma to sens
%163
(frezowanie otworu na czole, frez fi5)
N10 G00 X100 Z100
N20 T9 D9 M6 (otwór na czole:na promieniu R=15,fi=10,gl=5)
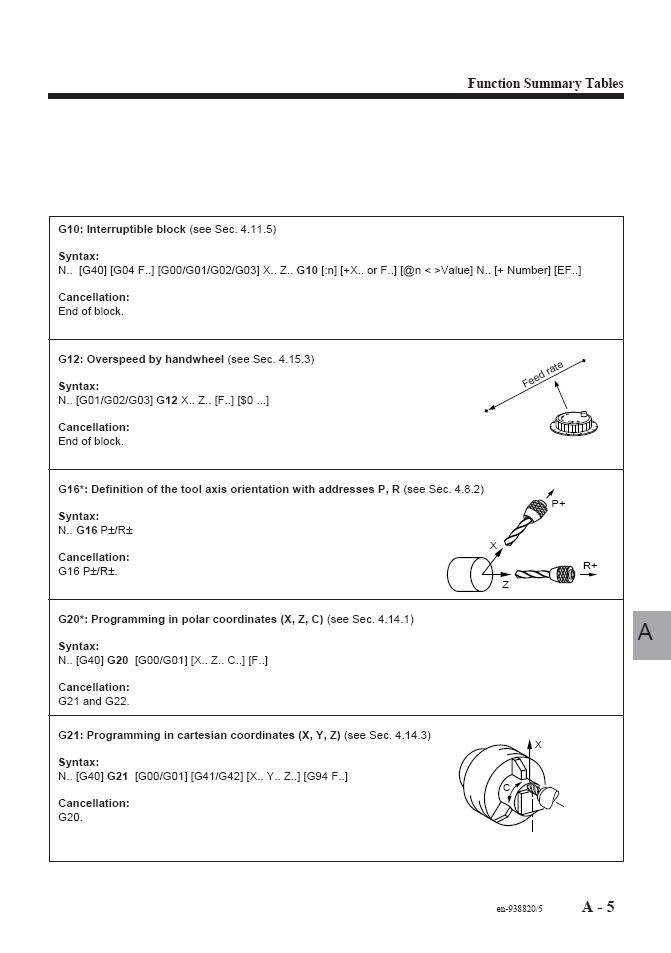
N30 G16 R+ (R+ obróbka od czoła)
N40 G00 X30 Z5 (PSP)
N50 M71 (załączenie napędzanego narzędzia)
N60 S1000 M3 M40
N70 G94 F500
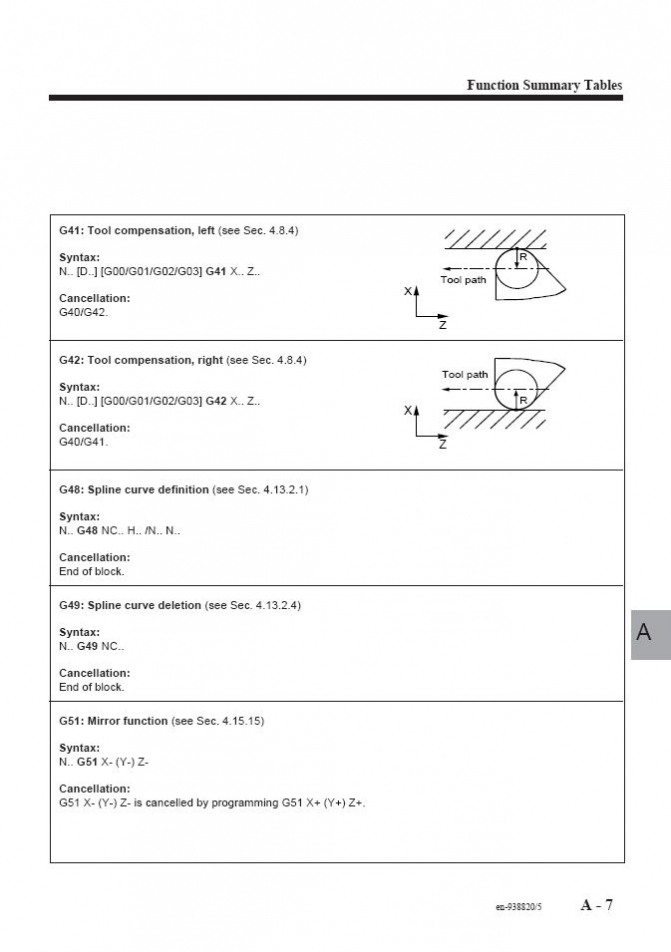
N80 G21 G01 G41 X17.5 Y0 F100
N90 Z-5
N100 G03 X-17.5 Y0 R5
N110 X17.5 Y0 R5
N120 G00 Z5
N130 G40 G20
N140 M2
%163
(frezowanie otworu na czole, frez fi5)
N10 G00 X100 Z100
N20 T9 D9 M6 (otwór na czole:na promieniu R=15,fi=10,gl=5)
N30 G16 R+ (R+ obróbka od czoła)
N40 G00 X30 Z5 (PSP)
N50 M71 (załączenie napędzanego narzędzia)
N60 S1000 M3 M40
N70 G94 F500
N80 G21 G01 G41 X17.5 Y0 F100
N90 Z-5
N100 G03 X-17.5 Y0 R5
N110 X17.5 Y0 R5
N120 G00 Z5
N130 G40 G20
N140 M2
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 4
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Nie znam tego sterowania i szkoda , że nie wrzuciłeś G- kodów z tej maszyny.blasterpl pisze:Stworzyłem coś takiego , zadanie to wyfrezować otwór na czole materiału na ø30 , głębokość 5 , ø otworu 10 , frez ø5 . Głównie interesuje mnie samo frezowanie czyli linie 100 i 110 . Kolega Mateu5 pisał ze przy zastosowaniu promienia (R) muszę cały otwór podzielić na 2 części (linie 100 i 110). A jak by to wyglądało z zastosowaniem I,J
%163
(frezowanie otworu na czole, frez fi5)
N10 G00 X100 Z100
N20 T9 D9 M6 (otwór na czole:na promieniu R=15,fi=10,gl=5)
N30 G16 R+ (R+ obróbka od czoła)
N40 G00 X30 Z5 (PSP)
N50 M71 (załączenie napędzanego narzędzia)
N60 S1000 M3 M40
N70 G94 F500
N80 G21 G01 G41 X17.5 Y0 F100
N90 Z-5
N100 G03 X-17.5 Y0 R5
N110 X17.5 Y0 R5
N120 G00 Z5
N130 G40 G20
N140 M2
Jeśli je posiadasz , to nie powinno być problemu na ich podstawie napisać taki program.
Haas , jak i Fanuc posługuje się w tym przypadku między innymi cyklem G112
G112 Interpretacja XY do XC (grupa 04)
Funkcja przekształcania z układu ortokartezjańskiego na układ biegunowy G112 pozwala użytkownikowi
programować kolejne bloki współrzędnych kartezjańskich XY, które układ sterowania automatycznie
przekształca na współrzędne biegunowe XC. Gdy funkcja G17 Płaszczyzna XY jest aktywna, obsługuje skoki
liniowe G01 XY, a także G02 i G03 dla ruchu kolistego. Komendy położenia X, Y są przekształcane na ruch
obrotowy osi C i ruch liniowy osi X.
źródło; instrukcja obsługi Haas
Napisz program na tej bazie ...... , może coś z tego wyniknie.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki