



Proces wykonania jak??


-
qqaz
- Lider FORUM (min. 2000)
")
- Posty w temacie: 9
- Posty: 2420
- Rejestracja: 28 sty 2007, 16:12
- Lokalizacja: Łódź
Każdy patrzy przez swoje podwórko
1) Nóż na kilka średnic ma zerowy kąt a wtedy to "raptem aluminium' przestaje być tak łatwo obrabialne.
2) trwałość bardzo zależy czy "jest dobrze zrobione"
3) tolerancja detalu( nie wiadomo jaka) nie powinna wyjść tak od razu z noża - coś pewnie trzeba będzie podszlifować, w sumie oczywista sprawa.
A kombajn to raptem robota frezera, 3 noże na śrubkach do korekcji zagłebienia/srednicy i wielokrotnie większa trwałość całości. I możliwość korekcji każdej średnicy bo teraz trochę inny materiał.
No i nigdy nie używałem krążkowego bo zwyczajnie kłopot w wykonaniu. Szczególnie gdy do toczenia są powierzchnie walcowe.
1) Nóż na kilka średnic ma zerowy kąt a wtedy to "raptem aluminium' przestaje być tak łatwo obrabialne.
2) trwałość bardzo zależy czy "jest dobrze zrobione"
3) tolerancja detalu( nie wiadomo jaka) nie powinna wyjść tak od razu z noża - coś pewnie trzeba będzie podszlifować, w sumie oczywista sprawa.
A kombajn to raptem robota frezera, 3 noże na śrubkach do korekcji zagłebienia/srednicy i wielokrotnie większa trwałość całości. I możliwość korekcji każdej średnicy bo teraz trochę inny materiał.
No i nigdy nie używałem krążkowego bo zwyczajnie kłopot w wykonaniu. Szczególnie gdy do toczenia są powierzchnie walcowe.
")
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 17169
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
To Ci się dziwieblasterpl pisze: Docelowo będę przerabiał moja TUS-ke na CNC ale to temat na zimowe wieczory.
[ Dodano: 2012-07-29, 17:36 ]
Jest to pomysł.qqaz pisze:Ja myślałem o takim
Ostatnio zmieniony 29 lip 2012, 17:50 przez kamar, łącznie zmieniany 1 raz.
-
qqaz
- Lider FORUM (min. 2000)
- Posty w temacie: 9
- Posty: 2420
- Rejestracja: 28 sty 2007, 16:12
- Lokalizacja: Łódź
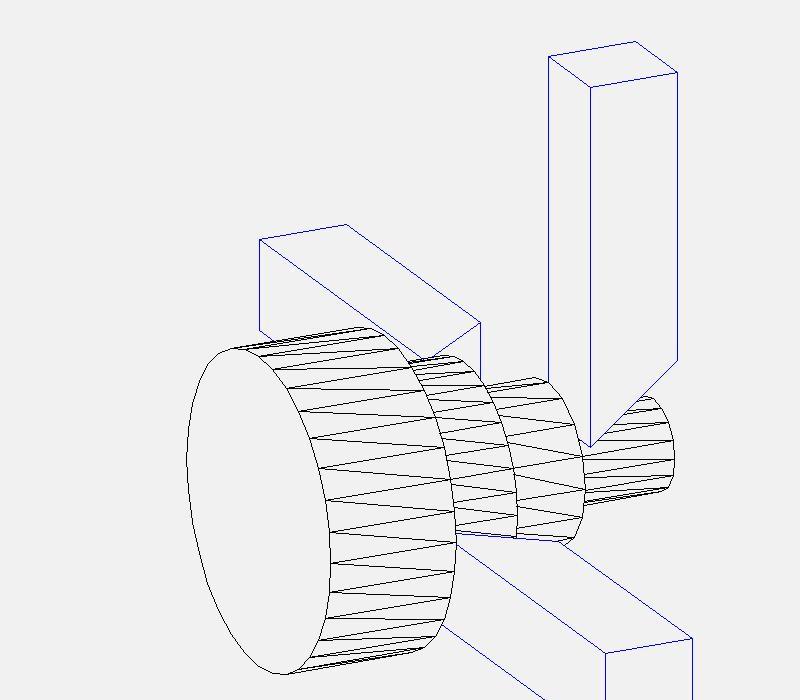
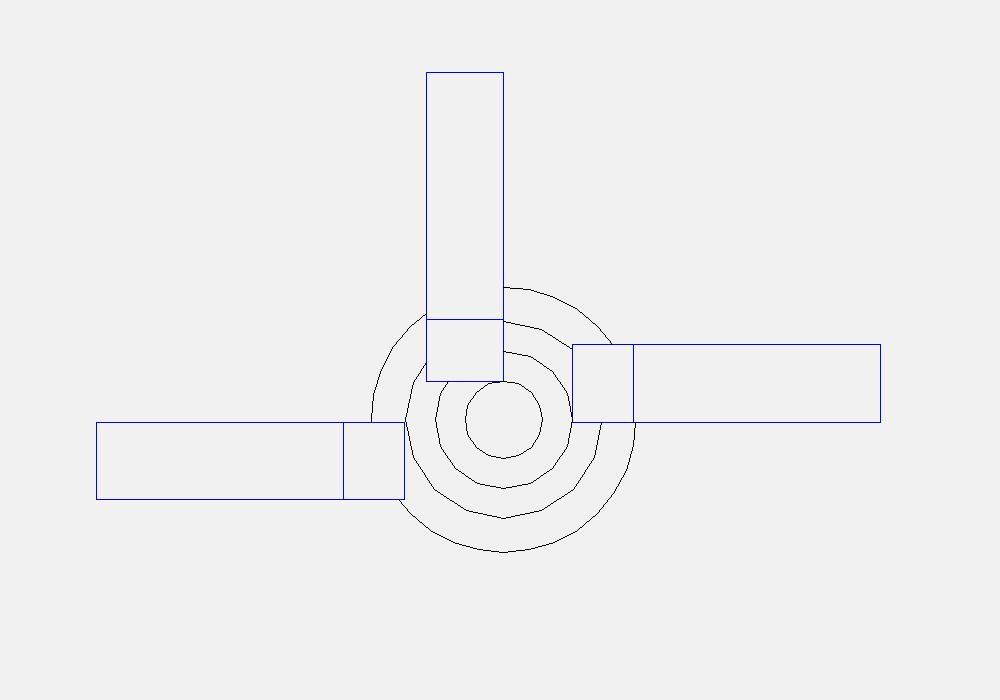
Stawiasz kątownik z otworem takim aby przez niego przeszedł obrobiony detal. A na czole kątownika mocujesz noże na podstawkach tak aby utrzymać wymiary gotowego detalu.
Oczywiscie trzeba sobie narysować detal na tle tokarki aby wiedzieć jak duża musi być zabudowa.
To oczywiście taki szkic na szybko bo każde rozwiązanie ma swoje szczegółowe diabełki
Ale w projekcie to nie jest trudne.
O teraz widzę - noże trzeba ustawić dwa pionowo jeden z tyłu a otwór w kątowniku rozciagnać w fasolkę tak abyś mógł odjechać z wytaczakiem (zamocowany na tylnej ściance katownika) dla wiercenia wiertłem.
Oczywiscie trzeba sobie narysować detal na tle tokarki aby wiedzieć jak duża musi być zabudowa.
To oczywiście taki szkic na szybko bo każde rozwiązanie ma swoje szczegółowe diabełki
Ale w projekcie to nie jest trudne.
O teraz widzę - noże trzeba ustawić dwa pionowo jeden z tyłu a otwór w kątowniku rozciagnać w fasolkę tak abyś mógł odjechać z wytaczakiem (zamocowany na tylnej ściance katownika) dla wiercenia wiertłem.






