I coś do przodu...
Całość poskładana, wstępnie uruchomiona i nawey nieźle zasuwa...
Śrubę podnoszącą wspornik (Z) zmieniłem na skok 4mm . Dźwiga nieco ciężaru, więc tak będzie lepiej... Może zrobię kompensację ciężaru całej Z-ki i powrócę do śruby o skoku 10mm. Zobaczy się jeszcze...
Prędkości przejazdów w poszczególnych osiach - X/Y 4000mm/min, Z- 2400mm/min.
Jeździło znacznie szybciej (x/y-6000, z-3000), ale ograniczyłem, coby nie przeginać...
Tak to teraz wygląda :
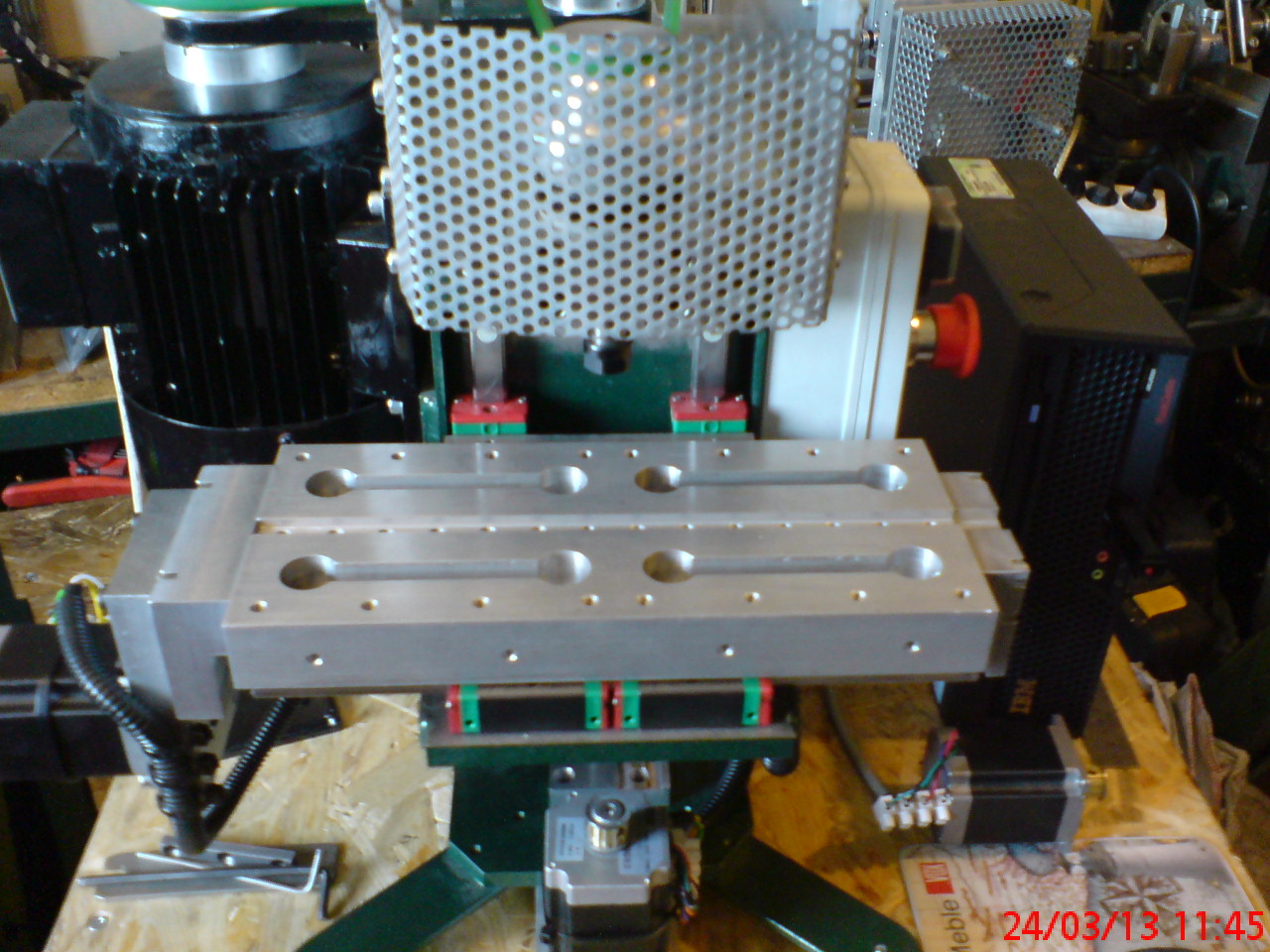

Jak widać stół dorobił się rowka w osi i kilkunastu otworów gwintowanych. To do dokładnego posadowienia osi obrotowej i jej konika.
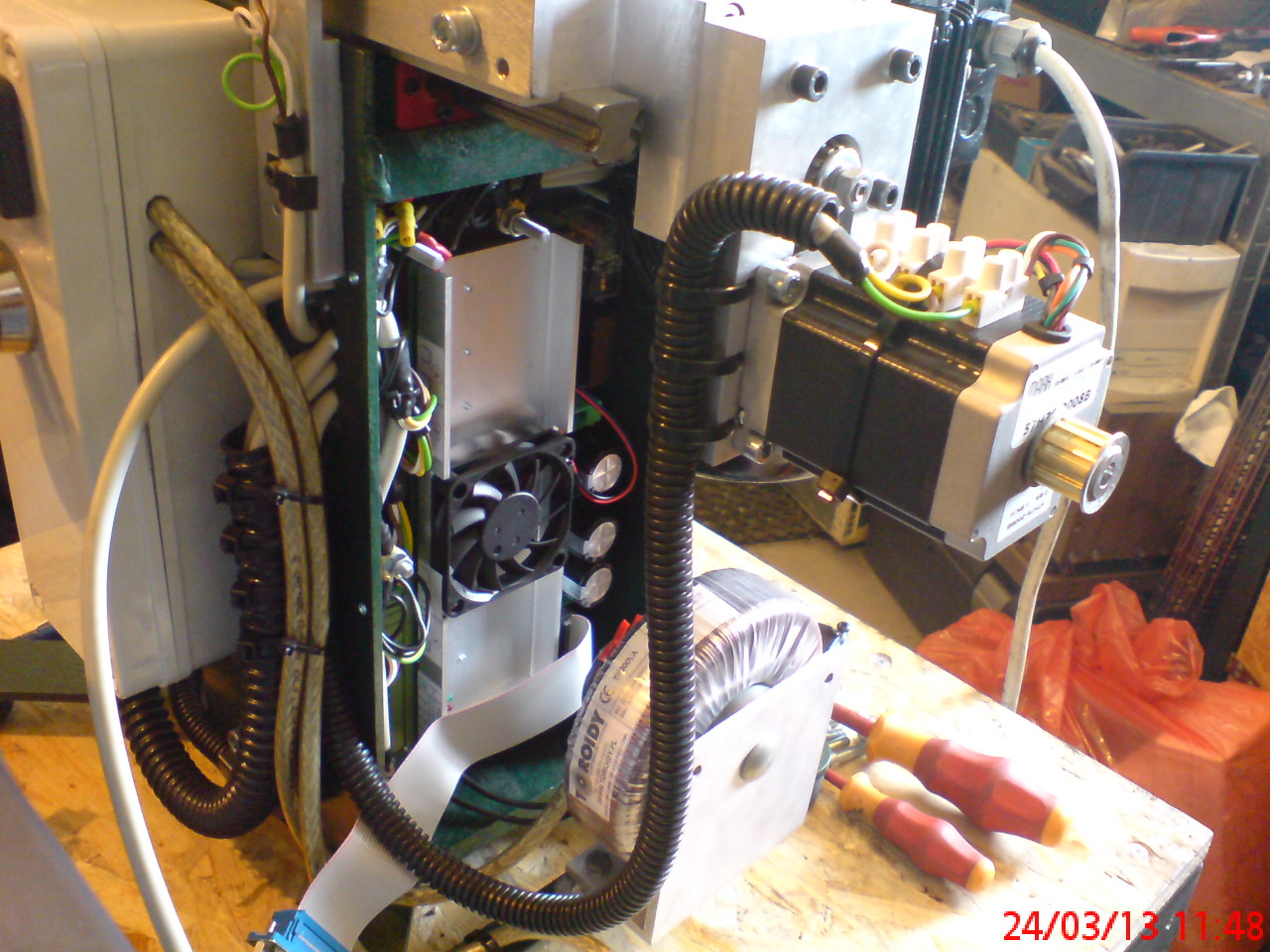
Z tyłu ciasno - ledwie się to wszystko udału upchnąć w tej niszy. Myślę, że nie będzie potrzeby tam gmerać, więc to nie problem.Dojdzie jeszcze oczywiście osłona/ekranowanie trafa oraz solidne zamocowanie złącza lpt.
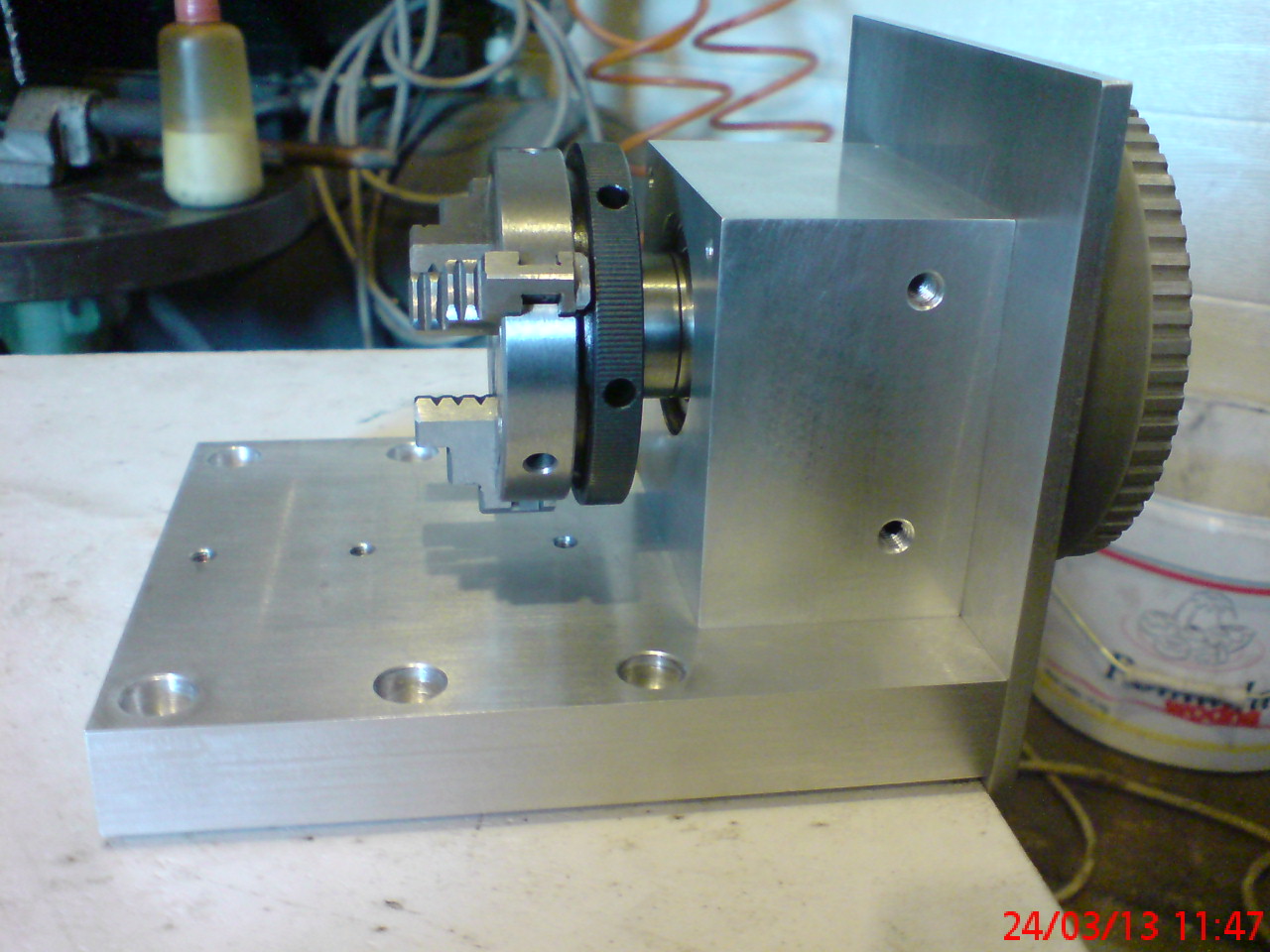
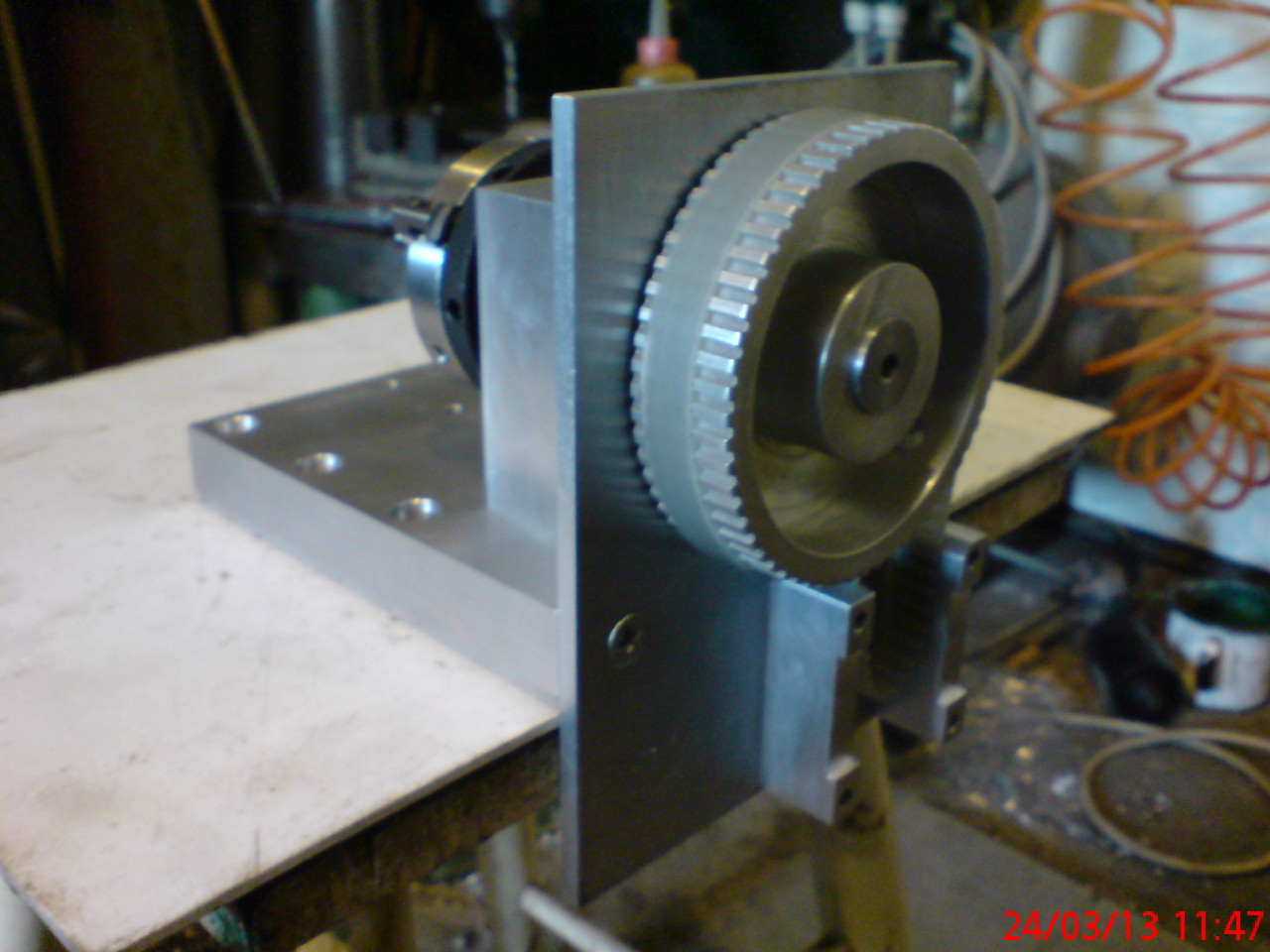
Powstała również oś obrotowa z uchwytem fi65mm.
Tymczasem z przekładnią jednostopniową 5:1, ale docelowo pewnie trzeba będzie dorobić drugi stopień, aby osiągnąć przełożenie około15. Ten drugi stopień da się upchnąć na tej płytce, więc nie będzie to masa roboty...

Konik w budowie...
Pewien problem wystąpił z zerowaniem liczników osi. Skonfigurowane jest bazowanie osy XYZ, A bez bazowania. Przy bazowaniu wszystkich jest ok, bazuje ZXY olewając oś A, ale nie mogę wyzerować układu współrzędnych - wywala komunikat, ż nie może, bo nie zbazowano. Czyżby oczekiwało jeszcze bazowania osi A ? Jedno wejście jest jeszcze wolne, więc nie ma problemu, ale wolałbym to jakoś ominąć.
Może ktoś podpowie jak to ruszyć ?
Pozdrawiam.
Tomek.






")



")





")

