Moje pytanie do szanownych kolegów co jest powodem różnicy w jakości powierzchni (wg fotografii).
Toczenie w jednym przejściu.
Pozdrawiam,
Sebastian

Obsługa, Programowanie i Budowa Maszyn Numerycznych




")



")


")

A ile kolega średnio zbiera na raz w jednym przybraniu(głębokość skrawania), jakie obroty i posuw(prędkość skrawania), i jak to maszynka(moc)?grg12 pisze:a że moja tokarka jest stosunkowo słaba, w C45 nie mogę ciąć głęboko)
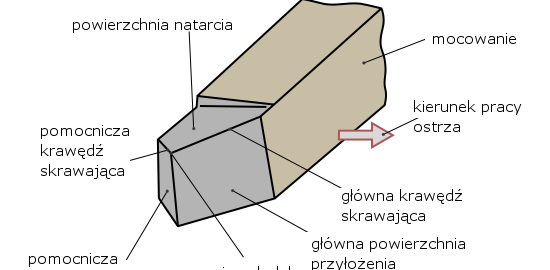
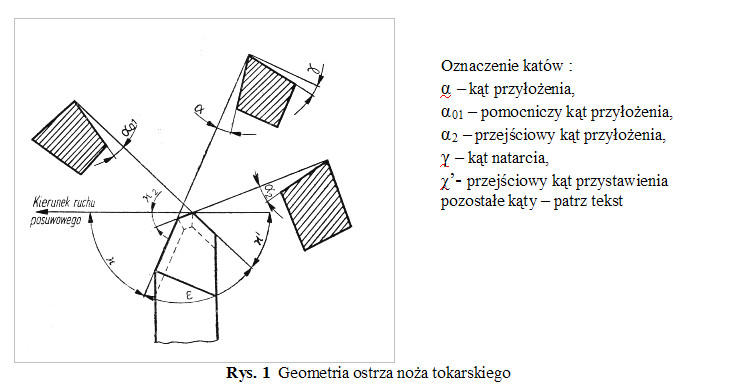
Kąt natarcia(oznaczany γ) rzędu +5° (pochylenia powierzchni natarcia) to bardzo mało dla małej głębokości skrawania (przyjmuje się dla stali miękkich: im mniejsza głębokość - tym większy kąt +γ), co pogarsza spływ wióra i potęguje powstawanie narostu (najbardziej wpływ tego kąta widać przy przecinaniu)grg12 pisze:kąt pomiędzy materiałem a nożem za punktem cięcia (tutaj: http://rytlewski.w.interi..._skrawaniem.htm - na pierwszym rysunku jest oznaczony jako małe alfa) był poniżej 5 stopni.
Kąt natarcia – od wartości tego kąta zależy wielkość odkształceń jakim podlega wiór. Im większy kąt(+) tym mniejsze odkształcenia wióra, i tym mniejsze odkształcenia i obciążenia cieplne noża, a to wpływa na powstawanie narostu. Jednak za duże wartości kąta osłabiają jego wytrzymałość.
Zalecany zakres γ = -20˚ do +15(20)˚
Kąt ten może być też ujemny (stosuje się zazwyczaj dla głęboko skrawających płytek gdzie duża głębokość skrawania powoduje w obrębie krawędzi skrawającej łukowatość krótkiego, łamiącego się wióra (czyli w sumie przy krawędzi jakby kąt dodatni)



")
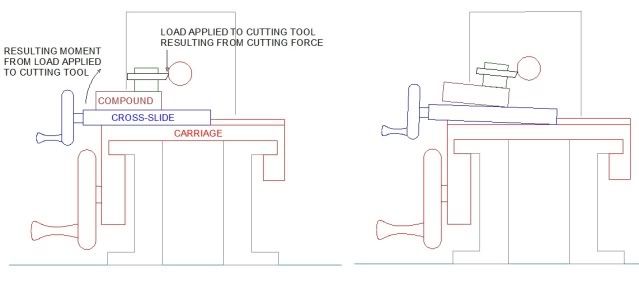
taki obraz przecinania na lekkich maszynach równie dobrze może powstać nie z powodu nadmiernych luzów, a.... małej masy suportu który tylko grawitacyjnie dociskany jest do pryzm łoża, i który będzie w trakcie skrawania niezauważalnie dla oka "podskakiwał"(drgania) unoszony przez siły działające na nóż.Yorgus100 pisze:Alez tego co widzę to mało sztywna maszyna,bo rowek(podciecie) też pięknie :drgające: a szerokość chyba mała






")

