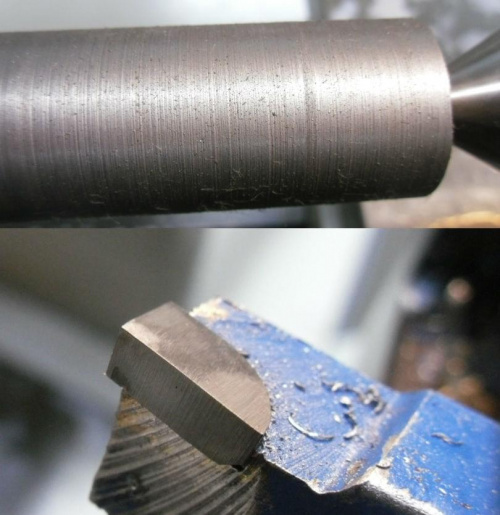
dziś toczyłem pręt stalowy, ale powierzchnia po toczeniu jest brzydka.
Parametry na jakich toczyłem pręta fi 27 to: obroty 510, posuw 0,1392, głębokość skrawania 0,8.
Co robię źle?
Reszta widoczna na zdjęciu.
Obsługa, Programowanie i Budowa Maszyn Numerycznych




")



")
nie jest tak źle, tylko geometrię trzeba poprawić, bo to co kolega pokazał to "surówka".burzaxxx pisze:obroty i głebokość skrawania za małe

")








