



Wstyd się przyznać ale nie za bardzo wiem jak te łożyska obadać.
Czy dobrze rozumiem że dociągnięte są nakrętką od strony gitary - nakrętka i kontra?
Jeśli tak to z jaką siłą?
LD-550 Tech-mig


-
pabloid
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1030
- Rejestracja: 19 paź 2010, 18:53
- Lokalizacja: ~ Kraków
No najpierw sprawdź, czy trzeba  Czujnik na końcówkę wrzeciona, w środek kawałek pręta i poruszaj, czy ma luz. Czujnik do tej czynności wystaw z wrzeciennika a nie suportu. Ruch rzędu 1 setki w takiej tokarce to najczęściej nie luz a sprężystości materiału. Jak ma rzeczywiście to dokręcaj nakrętki te o których piszesz sprawdzając czy maleje luz, a dokręcaj aż do leciutkiego oporu przy obracaniu wrzecionem. Jak go poczujesz to ciut popuść i będzie ok. Jeśli pomimo dokręcania czujnik przy poruszaniu wrzecionem ciągle wskazuje odchyły to właśnie masz do czynienia ze sprężystymi wygięciami a nie luzem.
Czujnik na końcówkę wrzeciona, w środek kawałek pręta i poruszaj, czy ma luz. Czujnik do tej czynności wystaw z wrzeciennika a nie suportu. Ruch rzędu 1 setki w takiej tokarce to najczęściej nie luz a sprężystości materiału. Jak ma rzeczywiście to dokręcaj nakrętki te o których piszesz sprawdzając czy maleje luz, a dokręcaj aż do leciutkiego oporu przy obracaniu wrzecionem. Jak go poczujesz to ciut popuść i będzie ok. Jeśli pomimo dokręcania czujnik przy poruszaniu wrzecionem ciągle wskazuje odchyły to właśnie masz do czynienia ze sprężystymi wygięciami a nie luzem.
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 4
- Posty: 12302
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Albo nacięta nakrętka z "robaczkami" służącymi do kontrowania nakrętki na gwincie.
Musisz dokręcić nakrętkę o tyle, by wrzeciono przy ręcznym obracaniu nie miało jeszcze wyczuwalnego oporu. Jeśli by potem w czasie pracy okazało się, ze łożyska się bardzo grzeją, trzeba poluzować.
Niestety amatorsko nie mamy innych instrumentów by kontrolować napięcie łożysk, trzeba to robić "na nosa"..
Musisz dokręcić nakrętkę o tyle, by wrzeciono przy ręcznym obracaniu nie miało jeszcze wyczuwalnego oporu. Jeśli by potem w czasie pracy okazało się, ze łożyska się bardzo grzeją, trzeba poluzować.
Niestety amatorsko nie mamy innych instrumentów by kontrolować napięcie łożysk, trzeba to robić "na nosa"..
pozdrawiam,
Roman
Roman
-
 GrafRamolo
GrafRamolo
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 3
- Posty: 707
- Rejestracja: 03 sty 2011, 23:18
- Lokalizacja: warszawa
- Kontakt:
To co napisze bedzie banalne ale przytrafiło mi się ostatnio bo nie jestem zbyt wytrawnym traperem. Mierzę coś czujnikiem i mam o matko jasnogórsko bicie z 0,1mm łapię za klucze dokręcam panewki (ja mam panweki nie łozyska) i nic. Ochłonoł ja przyjzał się, czujnik nie ustawiony równolegle i jakieś wiórki się przykleiły do podsaty i się kiwał.
Poza tym bicie na uchwycie tak około 0,02 to norma nawet bisony to mają. Jeśli chcesz większą dokładność tylko tulejki.
Poza tym bicie na uchwycie tak około 0,02 to norma nawet bisony to mają. Jeśli chcesz większą dokładność tylko tulejki.
-
bubels
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 5
- Posty: 523
- Rejestracja: 15 sie 2004, 23:24
- Lokalizacja: Poznań
Długo myślałem na tą tokareczką i przyszedł mi prosty pomysł do głowy.
Jako odbiorca końcowy wolał bym mieć możliwość zakupu tej tokarki po przeglądzie zerowym w kraju.
Nie istotne od jakiego importera.
Załóżmy że ja zamawiam u producenta kontener tego cudu. W kraju każda sztuka jest rozbierana czyszczona mierzona korygowana przez wykwalifikowany zespół z odpowiednim zapleczem technicznym - szlifierki do stożków, płaszczyzn itd.
Sztuki nie do poprawki rozliczam z producentem.
Klient dostaje maszynę z wynikiem pomiaru i certyfikatem.
Oczywiście przyjmujemy jakieś widełki akceptowalnych odchyłek. To nie Ferrari wśród tokarek.
Ankieta
Czy byli byście skłonni zapłacić o 600zł więcej wiedząc że dostajecie produkt w stanie gotowości do pracy bez niespodzianek?
Druga strona medalu jest taka że wielu producentów produkuje u chińczyka tyle że mają inne systemy kontroli i egzekucji jakości.
Jako odbiorca końcowy wolał bym mieć możliwość zakupu tej tokarki po przeglądzie zerowym w kraju.
Nie istotne od jakiego importera.
Załóżmy że ja zamawiam u producenta kontener tego cudu. W kraju każda sztuka jest rozbierana czyszczona mierzona korygowana przez wykwalifikowany zespół z odpowiednim zapleczem technicznym - szlifierki do stożków, płaszczyzn itd.
Sztuki nie do poprawki rozliczam z producentem.
Klient dostaje maszynę z wynikiem pomiaru i certyfikatem.
Oczywiście przyjmujemy jakieś widełki akceptowalnych odchyłek. To nie Ferrari wśród tokarek.
Ankieta
Czy byli byście skłonni zapłacić o 600zł więcej wiedząc że dostajecie produkt w stanie gotowości do pracy bez niespodzianek?
Druga strona medalu jest taka że wielu producentów produkuje u chińczyka tyle że mają inne systemy kontroli i egzekucji jakości.
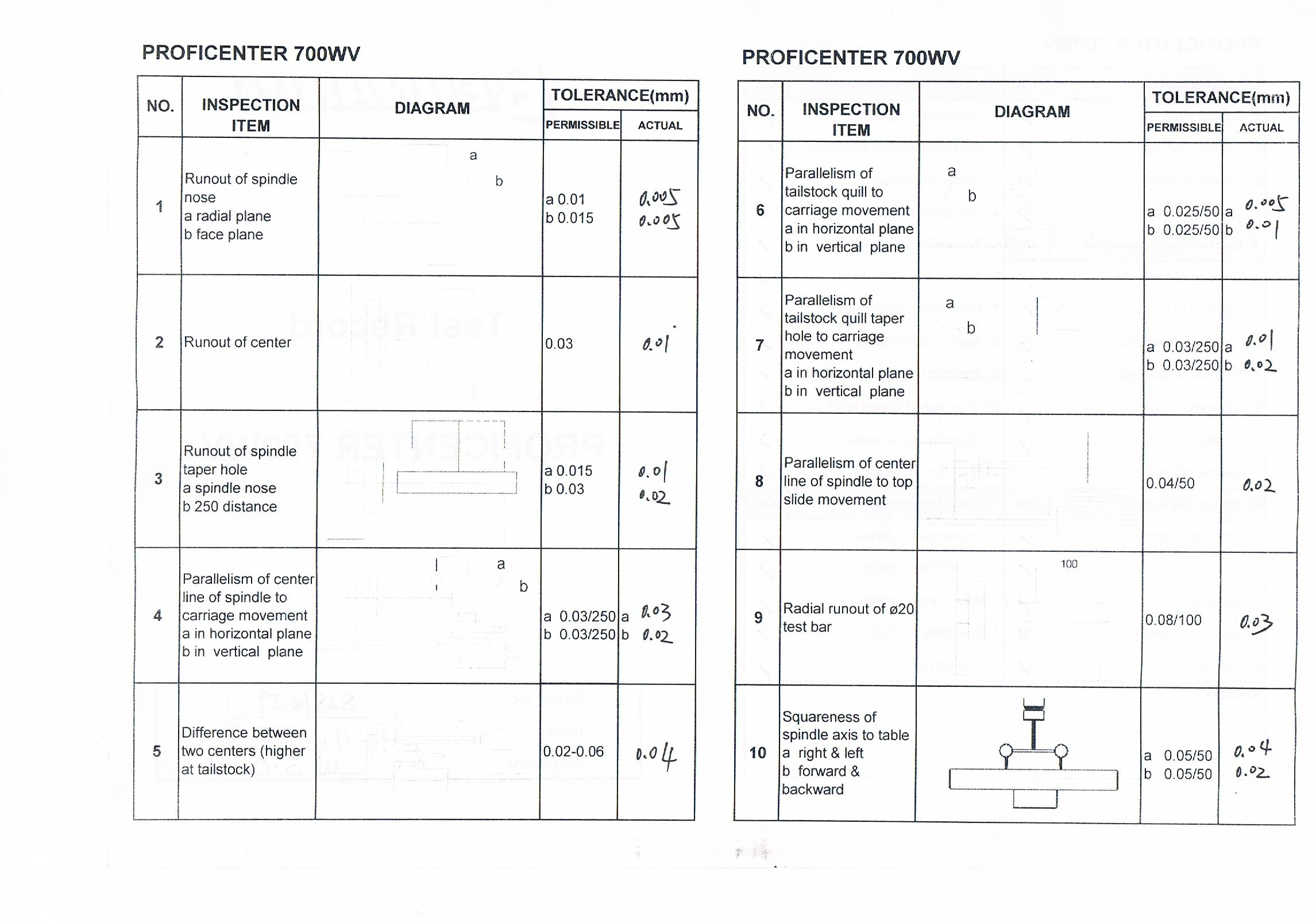 (rysunki z czasem wyblakły)
(rysunki z czasem wyblakły)-
pabloid
- ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1030
- Rejestracja: 19 paź 2010, 18:53
- Lokalizacja: ~ Kraków
Obawiam się, że tokarka nutool i inne nutoolopobne maja być sprzedane za niską cenę co jest celem ich produkcji a nie dokładne. W wyniku takich badań prowadzonych tu w Polsce 90% musiałoby wrócić tam skąd przybyły zatem nieopłacalne. Z tego powodu te 600zł nikomu się nie kalkuluje bo ujawniłoby skalę tandety która wtedy nie sprzedałaby się. A tak kupisz tą tokarkę w ciemno jaka by nie była bo jest tania. A gdyby to było porządnie robione u producenta to nie kosztowałyby taka tokarka 2500 a 25000, bo tyle kosztuję tokarki tej wielkości produkowane w Tarnowie albo Andrychowie. Na tym polega zalew tandetną chińszczyzną.
-
 panzmiasta
panzmiasta
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 1
- Posty: 788
- Rejestracja: 17 gru 2011, 18:13
- Lokalizacja: MALBORK
Re: LD-550 Tech-mig
bubels pisze:.
1. Ilość smaru jest na wypadek zatonięcia transportu - nawet kilku dniowe leżakowanie na dnie słonego akwenu nie zaszkodzi.
.
Dobra teoria nie jest zła
raczej w Polsce to już ta super obrabiarka straciła by parametry z dtr-ki ;]
perfekcyjna B. S. , OUS 1 - Oświęcim 1066/72r; Pozdrawiam






