



Wiec, przeanalizowałem twojego confinga i znalazłem brak jednej spacji, lecz to nic nie pomogło, zmieniłem ścieżki do plików tc i tp, nawet same pliki podmienione, i dalej klopsik. Jak nie widział pozycji
<_ini[toolsensor]x>
tak dalej ślepy po wciśnięciu probe z, lecz po podmianie pliku tc i wpisaniu t2m6 krzyczy:
<_ini[after_change_position]z>
Czyli jest jak było
PS. gdzie gdzie trzeba podłubać by mieć taki guziczek od chłodziwa jak u Ciebie?
LinuxCNC - szybkie ustawianie offsetu dla Z...


-
 adam Fx
adam Fx
- Lider FORUM (min. 2000)
")
- Posty w temacie: 8
- Posty: 5591
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Re: LinuxCNC - szybkie ustawianie offsetu dla Z...
Hmm no to ja nie wiem jak zrobiłem jak w temacie i mi zdziałało
a ja mam jakiś guziczek do chłodziwa? mam zwykłe okienko gdzie ptaszkiem zaznaczasz i pojawia się ono jak w w kreatorze wybierasz pin chłodzenia
a ja mam jakiś guziczek do chłodziwa? mam zwykłe okienko gdzie ptaszkiem zaznaczasz i pojawia się ono jak w w kreatorze wybierasz pin chłodzenia
sorki za wszystkie błędy ... (dyslektyk) 
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
szatri
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 10
- Posty: 235
- Rejestracja: 23 lut 2011, 15:12
- Lokalizacja: PL
Re: LinuxCNC - szybkie ustawianie offsetu dla Z...
Po parunastu godzinach próbowania, kombinowania w końcu zadziałało, opisze swoja procedurę instalowania tego dodatku tak by wszystko było w "kupie"
Ps. żeby nie było że coś sobie przywłaszczam, tylko zebrałem informacje
1 Konfiguracja:pliku:.ini
[DISPLAY]
PYVCP = panel.xml
[RS274NGC]
SUBROUTINE_PATH = (tu ścieżkę dostępu do dwóch plików(o których później), ja je wrzuciłem do folderu z subami, np: /home/[twoja nazwa kompa]/linuxcnc/configs/suby lub jeśli nie masz dodatków to w folderze z plikiem ini możesz stworzyć folder i nazwać go tak by w ścieżce był tak samo nazwany np: ./[nazwa]/ oczywiście bez tych [] nawiasów, jak masz już jakiś adres wpisany to kolejny dodajemy poprzez : [dwukropek] bez dodatkowych spacji)
FEATURES = 12
# nie wiem co za parametr ale to przez niego miałem problemy.
REMAP=M6 modalgroup=6 ngc=tc
#to tc to jest nazwa pierwszego pliku (o którym później)
[HAL]
HALUI = halui
[HALUI]
#te sekcje trzeba dopisac
MDI_COMMAND = o<tp> call
#tp nazwa drugiego pliku (o którym później)
[TOOLSENSOR]
X = 180
Y = 300
Z = -10
# współrzędnie położenia guziczka bezwzględne
MAXPROBE = -80
# Przerwa pomiaru, jeśli żaden stycznik narzędziowy nie styka się po tej odległości sondy (teoretycznie różnica miedzy najkrótszym a najdłuższym narzędziem
[AFTER_CHANGE_POSITION]
X = 200
Y = 50
Z = 10
# współrzędnie położenia miejsca wymiany narzędzia bezwzględne
2 Konfiguracja:pliku: custom_postgui.hal
3 Tworzenie własnego panel.xml
W folderze z plikami ini, hal tworzymy nowy plik o nazwie panel.xml
Ps można dopisać do innego pliku xml byle by zachować strukturę pliku i w pliku ini w sekcji [DISPLAY]
zamiast PYVCP = panel.xml wpisać swoja nazwę
4 tworzenie plików wykonawczych (o których już wyżej wspomniałem)
Wiec do katalogu podanego w pliki ini w sekcji [RS274NGC] [SUBROUTINE_PATH] tworzymy dwa pliki
tc.ngc
oraz
tp.ngc
Nawy mogą być dowolne byle się wszędzie zgadzały jak wyżej wspomniane oraz w samych plikach na początku i końcu przy sekcji o<tp> sub i o<tp> endsub
Możecie poprawić w nich parametry posuwów według swoich potrzeb.
Na koniec proponuje się upewnić czy macie w pliku hal z nazwa waszej maszynki skonfigurowany port probe-in
np tak
net probe-in <= parport.0.pin-12-in-not
dopisek -not neguje sygnał
12 numer pinu, u was może być inny
Na koniec specjalne podziękowania dla użytkownika adam Fx za udzielenie swojego configu.
Jak używać tego dodatku to on juz wam opowie na tym filmie
Mam nadzieje że temat wyczerpany jest już dogłębnie i wytłumaczone jak "krowie na rowie"
Pozdrawiam
Ps. żeby nie było że coś sobie przywłaszczam, tylko zebrałem informacje
1 Konfiguracja:pliku:.ini
[DISPLAY]
PYVCP = panel.xml
[RS274NGC]
SUBROUTINE_PATH = (tu ścieżkę dostępu do dwóch plików(o których później), ja je wrzuciłem do folderu z subami, np: /home/[twoja nazwa kompa]/linuxcnc/configs/suby lub jeśli nie masz dodatków to w folderze z plikiem ini możesz stworzyć folder i nazwać go tak by w ścieżce był tak samo nazwany np: ./[nazwa]/ oczywiście bez tych [] nawiasów, jak masz już jakiś adres wpisany to kolejny dodajemy poprzez : [dwukropek] bez dodatkowych spacji)
FEATURES = 12
# nie wiem co za parametr ale to przez niego miałem problemy.
REMAP=M6 modalgroup=6 ngc=tc
#to tc to jest nazwa pierwszego pliku (o którym później)
[HAL]
HALUI = halui
[HALUI]
#te sekcje trzeba dopisac
MDI_COMMAND = o<tp> call
#tp nazwa drugiego pliku (o którym później)
[TOOLSENSOR]
X = 180
Y = 300
Z = -10
# współrzędnie położenia guziczka bezwzględne
MAXPROBE = -80
# Przerwa pomiaru, jeśli żaden stycznik narzędziowy nie styka się po tej odległości sondy (teoretycznie różnica miedzy najkrótszym a najdłuższym narzędziem
[AFTER_CHANGE_POSITION]
X = 200
Y = 50
Z = 10
# współrzędnie położenia miejsca wymiany narzędzia bezwzględne
2 Konfiguracja:pliku: custom_postgui.hal
Kod: Zaznacz cały
net panel-z-offset-button halui.mdi-command-00 <= pyvcp.z-offset-buttonW folderze z plikami ini, hal tworzymy nowy plik o nazwie panel.xml
Kod: Zaznacz cały
<?xml version='1.0' encoding='UTF-8'?>
<pyvcp>
<button>
<halpin>"z-offset-button"</halpin>
<text>"Probe Z"</text>
<font>('Fixed',16)</font>
</button>
</pyvcp>zamiast PYVCP = panel.xml wpisać swoja nazwę
4 tworzenie plików wykonawczych (o których już wyżej wspomniałem)
Wiec do katalogu podanego w pliki ini w sekcji [RS274NGC] [SUBROUTINE_PATH] tworzymy dwa pliki
tc.ngc
Kod: Zaznacz cały
o<tc> sub
;tool_change
G90
G53 G1 Z #<_ini[after_change_position]z> F1300
G53 G0 X #<_ini[after_change_position]x> Y #<_ini[after_change_position]y>
M6
M73
G21
G90
(; tool changed - move to toolensor)
G53 G0 Z0
G53 G0 X #<_ini[toolsensor]x> Y #<_ini[toolsensor]y>
G53 G0 Z #<_ini[toolsensor]z>
G91
G38.3 Z #<_ini[toolsensor]maxprobe> F200
G38.4 Z10 F1
G90
G92 Z[#1000-#5223]
G53 G1 Z #<_ini[after_change_position]z> F1300
G53 G0 X #<_ini[after_change_position]x> Y #<_ini[after_change_position]y>
o<tc> endsub
m2tp.ngc
Kod: Zaznacz cały
o<tp> sub
;tool_probe
M73
G21
G90
(; tool changed - move to toolensor)
G53 G0 Z0
G53 G0 X #<_ini[toolsensor]x> Y #<_ini[toolsensor]y>
G53 G0 Z #<_ini[toolsensor]z>
G91
G38.3 Z #<_ini[toolsensor]maxprobe> F200
G38.4 Z10 F1
G90
#1000=[#5223+#5063] (save reference tool length from Z 0 offset)
G53 G1 Z #<_ini[after_change_position]z> F1300
G53 G0 X #<_ini[after_change_position]x> Y #<_ini[after_change_position]y>
o<tp> endsub
m2
Możecie poprawić w nich parametry posuwów według swoich potrzeb.
Na koniec proponuje się upewnić czy macie w pliku hal z nazwa waszej maszynki skonfigurowany port probe-in
np tak
net probe-in <= parport.0.pin-12-in-not
dopisek -not neguje sygnał
12 numer pinu, u was może być inny
Na koniec specjalne podziękowania dla użytkownika adam Fx za udzielenie swojego configu.
Jak używać tego dodatku to on juz wam opowie na tym filmie
Mam nadzieje że temat wyczerpany jest już dogłębnie i wytłumaczone jak "krowie na rowie"
Pozdrawiam
-
 senio
senio
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1640
- Rejestracja: 25 maja 2006, 14:39
- Lokalizacja: koło.wlkp
Re: LinuxCNC - szybkie ustawianie offsetu dla Z...
@szatri
Jak się już pobawiłeś , a chcesz iść trochę dalej to poczytaj to
, a chcesz iść trochę dalej to poczytaj to
http://fadedbits.com/2011/02/touchprobe/
A tu masz gotowe procedury do powyższego
http://www.timeguy.com/cradek/01262579508
Jak się już pobawiłeś
http://fadedbits.com/2011/02/touchprobe/
A tu masz gotowe procedury do powyższego
http://www.timeguy.com/cradek/01262579508
-
 syntetyczny
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 17
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
Re: LinuxCNC - szybkie ustawianie offsetu dla Z...
Na 2 czy trzeciej stronie mój link był do poradnika, co kiedyś napisałem. Zmieniałem serwer i ścieżkę diabli wzięli. Tutaj jest plik do mojego google-drive https://drive.google.com/file/d/0Bwjzd- ... sp=sharing
-
szatri
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 10
- Posty: 235
- Rejestracja: 23 lut 2011, 15:12
- Lokalizacja: PL
Re: LinuxCNC - szybkie ustawianie offsetu dla Z...
Odkryłem u siebie pewna niedogodność, ale uprzedzam nie jest ona związana z skryptem pomiaru, a bardziej z programem cam, (bo w nim nie mam ustawionej opcji zjazdu nad czujnik) Po pomiarze zetka w punkcie wymiany jedzie na dół do zetki bezpiecznej detalu, (oczywiście jak mocujecie na podciśnienie to nie robi problemu )(choć w przypadku obróbki kieszeni i ustawień cam może być z tym różnie), ale jak wystają łapki mocujące lub inne przeszkody to mamy dzwona i chce się zapytać jak ten problem macie rozwiązany?
Ja to jedynie mogę po każdym tx m6 poprawić ręcznie wartość zetki w programie.
PS senio może kiedyś pomylimy, ale to temat na osobna dyskusje.
Ja to jedynie mogę po każdym tx m6 poprawić ręcznie wartość zetki w programie.
PS senio może kiedyś pomylimy, ale to temat na osobna dyskusje.
-
szatri
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 10
- Posty: 235
- Rejestracja: 23 lut 2011, 15:12
- Lokalizacja: PL
Re: LinuxCNC - szybkie ustawianie offsetu dla Z...
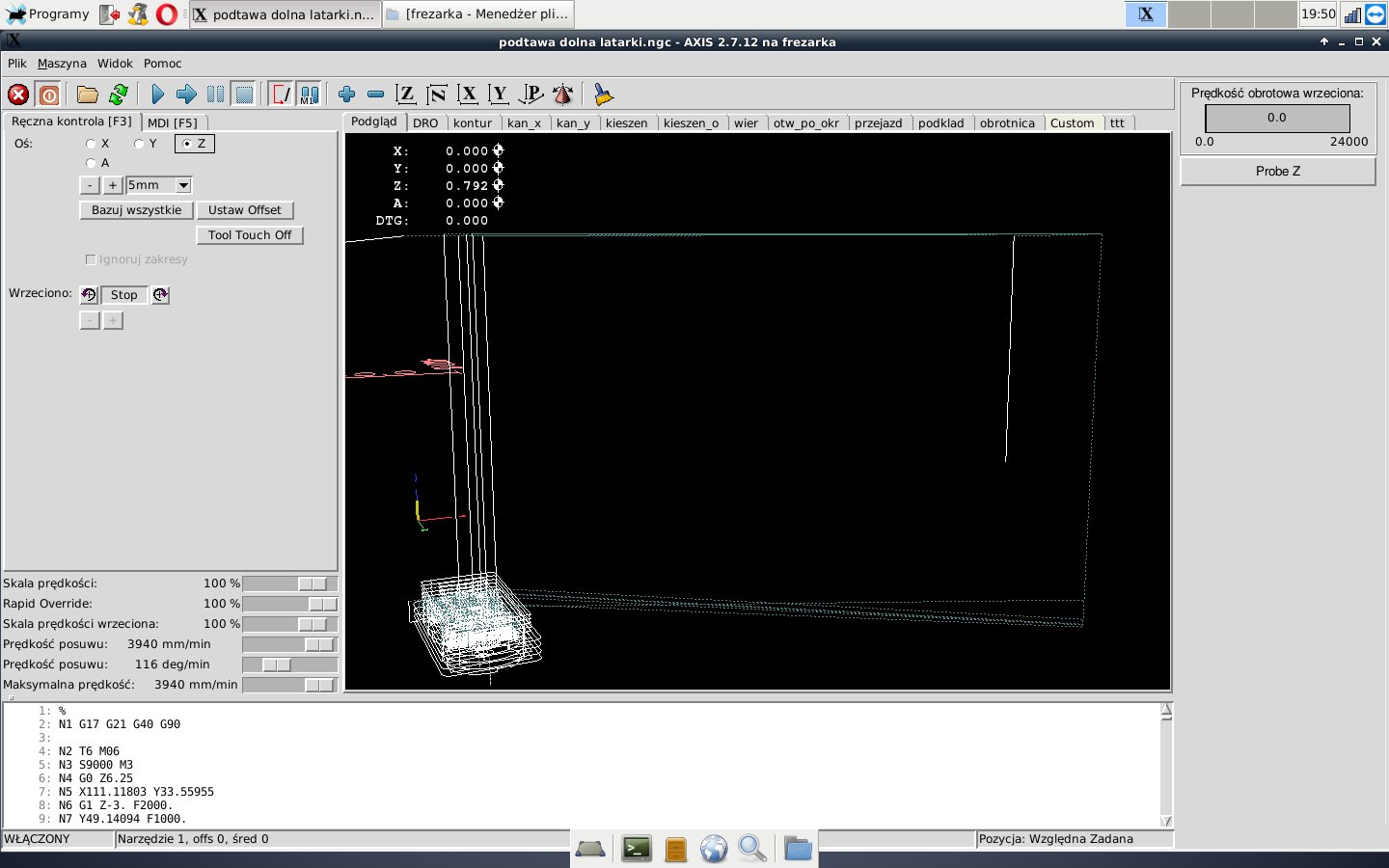
Jest kolejny problem, mianowicie po wgraniu pliku ngc program sam przesuwa wartość zera zetki detalu, przez co gcode wykracza poza obszar roboczy.
Poniżej screnny z tej sytuacji:
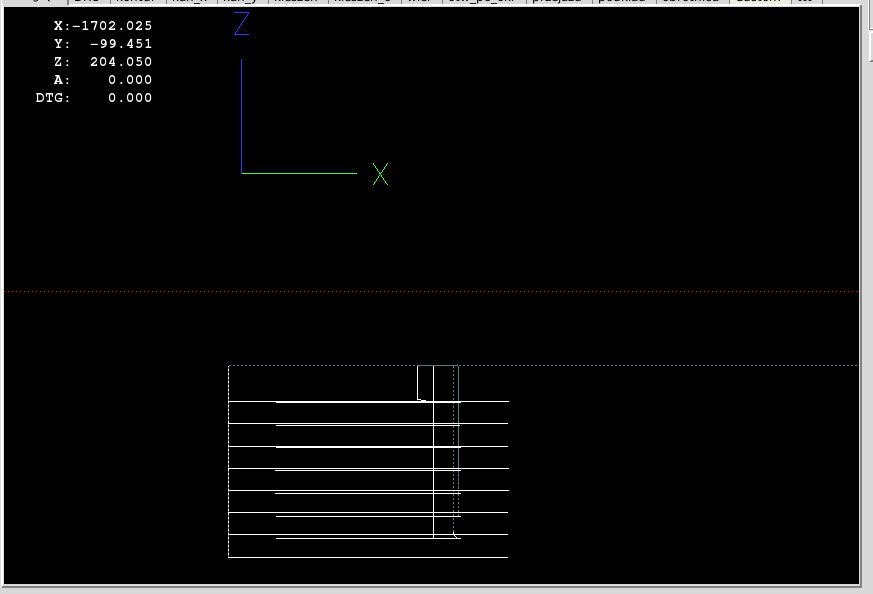
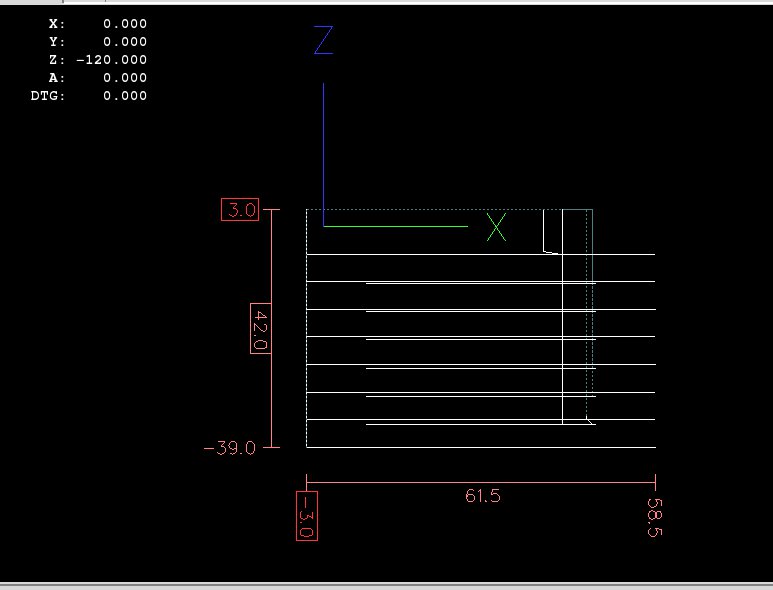
Ten sam program, lecz druga bez pomiaru narzędzia.
Da się to gdzieś poprawić?
Poniżej screnny z tej sytuacji:
Ten sam program, lecz druga bez pomiaru narzędzia.
Da się to gdzieś poprawić?
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 17
- Posty: 17168
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: LinuxCNC - szybkie ustawianie offsetu dla Z...
Sprawdź jak się będzie zachowywał po wpisaniu na początku programu G92.1
Podobnie mi się woziło przy dzieleniu osi na pół.
Podobnie mi się woziło przy dzieleniu osi na pół.
-
szatri
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 10
- Posty: 235
- Rejestracja: 23 lut 2011, 15:12
- Lokalizacja: PL
Re: LinuxCNC - szybkie ustawianie offsetu dla Z...
Pościłem sobie program w powietrzu o oto co mi wyszło.
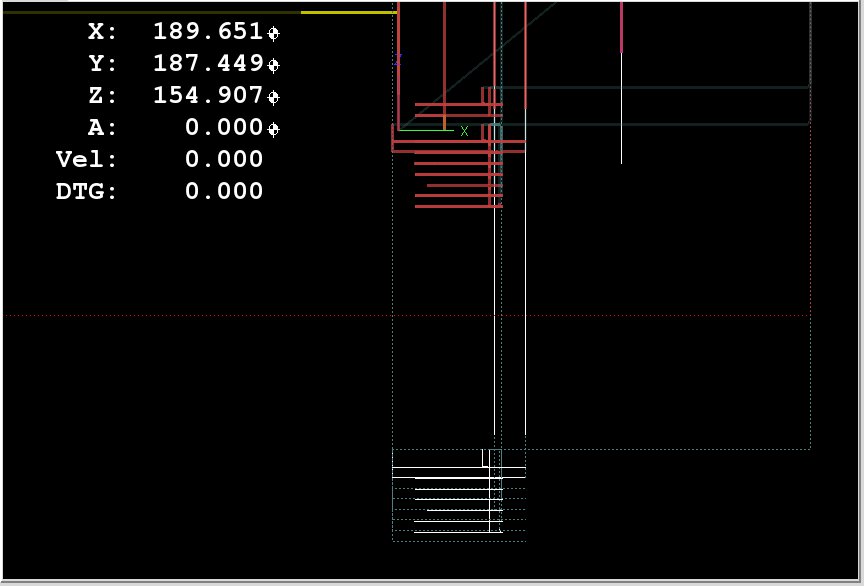
Program normalnie robił w zero materiału a pokazuje offset sporo poniżej.
Program normalnie robił w zero materiału a pokazuje offset sporo poniżej.






