Akurat PWM przerabiałem niedawno - działa bez pudła przykładowa konfiguracja z dokumentacji:
Kod: Zaznacz cały
loadrt pwmgen output_type=0
addf pwmgen.update servo-thread
addf pwmgen.make-pulses base-thread
net spindle-speed-cmd motion.spindle-speed-out => pwmgen.0.value
net spindle-on motion.spindle-on => pwmgen.0.enable
net spindle-pwm pwmgen.0.pwm => parport.0.pin-09-out
# Set the spindle's top speed in RPM
setp pwmgen.0.scale 1800
Tyle, że w ostatniej linijce musiałem dać 10000 zamiast 1800, żeby mniej więcej zadziałało jak trzeba. Przy ustawieniu mniejszej skali nie było regulacji obrotów w dół, mimo iż moduł od Markcompa poprawnie zadawał napięcie z zakresu 0-10 V. To jednak może być spowodowane złymi ustawieniami falownika - dokumentacja ma 270 stron, i jest tam coś o skalowaniu tej regulacji napięciem, tyle, że ja jestem zwolennikiem nie psucia czegoś, co działa, jak już zadziałało.
Tarczę enkodera zamontowałem na wrzecionie, teraz kombinuję, jak powiesić transoptory

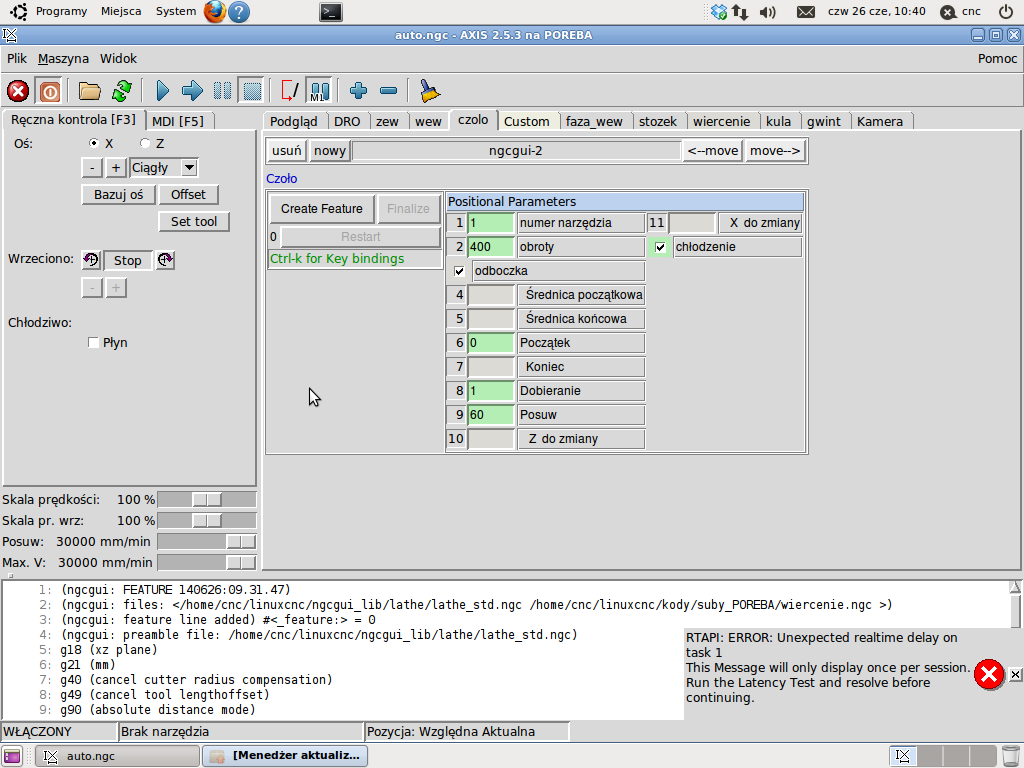
Co do odbazowania - Kamar ma rację. Po pierwsze - nic nie musisz odbazowywać, bo przy takiej maszynie bazy mają znaczenie marginalne. I tak offsetujesz narzędzie po każdym przemontowaniu, i to właśnie ustawianie offsetów jest najczęściej wykonywaną operacją.
Bazowanie jest konieczne tylko jak masz krańcówki i tabelę narzędzi - a wtedy nic nie odbazowujesz i tak.
Schody się zaczną, jak spróbujesz pobawić się pracą w kilku układach odniesienia na raz - dwa, albo trzy noże, nakiełek i wiertło, każde ze swoim kompletem offsetów - ładnych parę razy przy...łem jak zmieniłem offset nie w tym układzie odniesienia, co chciałem... A baza była jedna cały czas.
Odczyt obrotów ustaw na falowniku - jeżeli ma wyświetlacz, to ma też i możliwość przeskalowania na rzeczywiste obroty wrzeciona. Ja zresztą i tak wolę widzieć hertze.




")


")