")
Wziąłem się za uruchomienie Ciekawej tokarki CNC. Mała, zgrabna a solidna i myślę ze będzie to ciekawy projekt.
Tutaj będę się dzielił postępami, odpowiadał na pytania i czytał Wasze sugestie.
Etap początkowy:
https://youtu.be/icr_ftWojww
kilka moich dylematów część już rozwiązałem ma nap. uszczelniacz
https://youtu.be/OU2GlzFAsEY
Mała aktualizacja - rozebrałam silnik i jest tam e koder chyba sin cos bo na oscyloskopie mam sinus 1Vpp. zastanawiam się jaki to typ odczytu? Myślałem że magnetyczny ale folia Green indykator pola magnetycznego nic nie wykrywa. czyżby indukcyjny? ale że takie drobne ząbki wyłapuje hmmm.
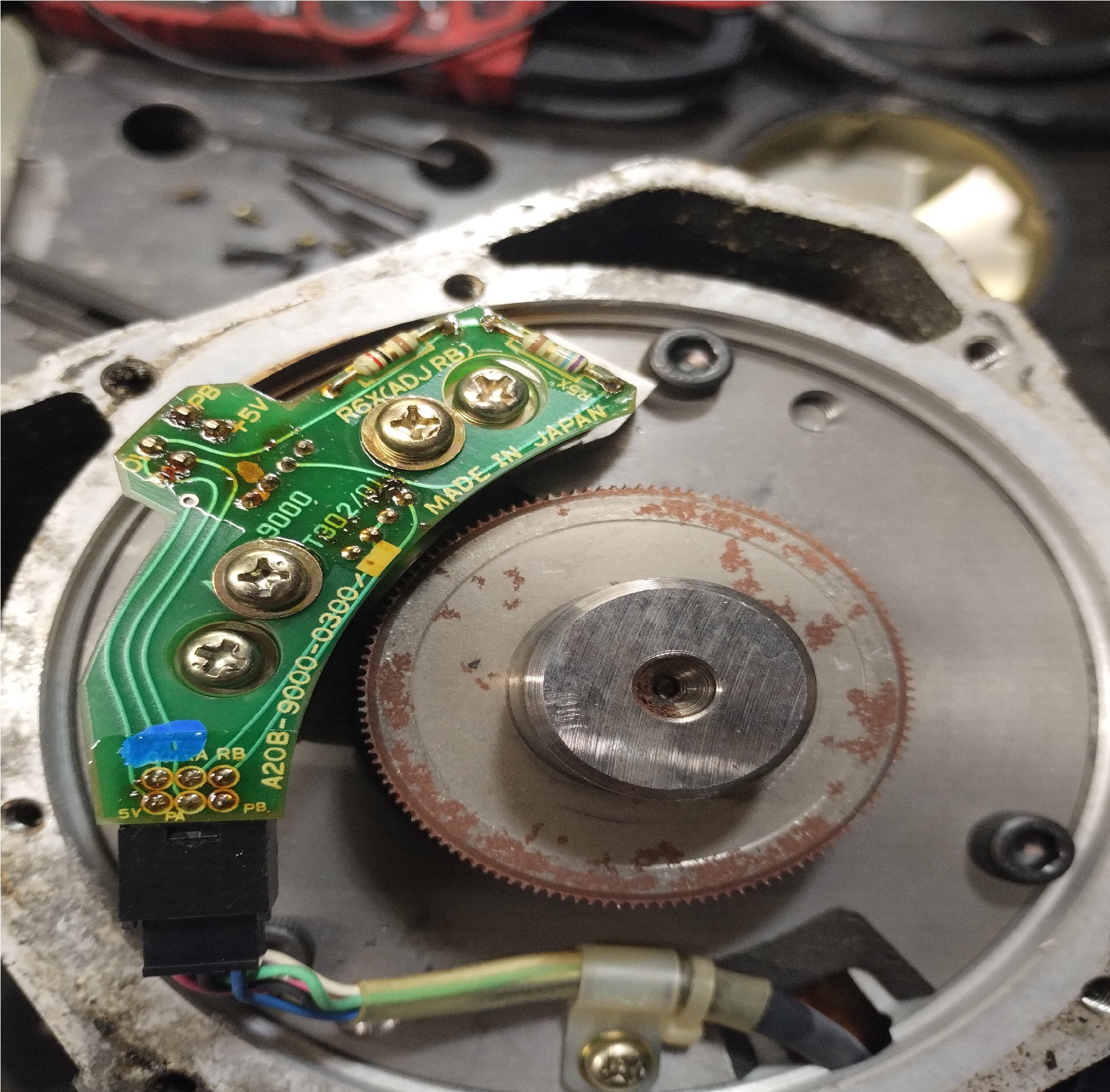
W ogóle to chcę rozebrać ten silnik ale boje się ruszyć ten pierścień. tu gość go brutalnie z palnika traktuje https://youtu.be/2USryGr0HpQ?si=7yZruJEa0-eKkywq ale czy to bezpieczne ? a może bezpieczniejsze niż ściągacz? i czy taki pierścień może być ponownie dowolnie osadzony czy musi być tak samo?


")