")
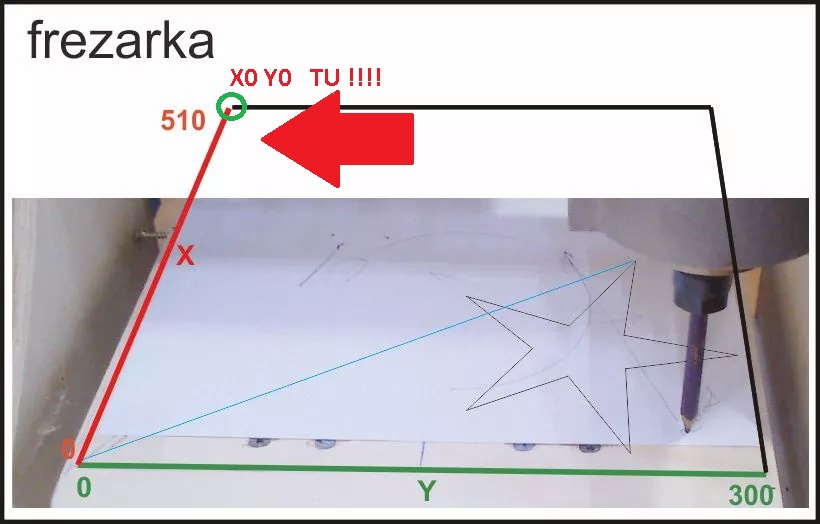
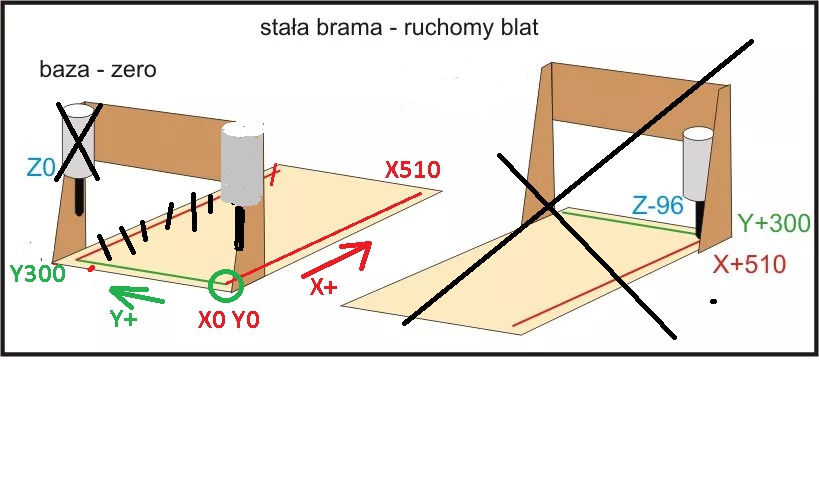
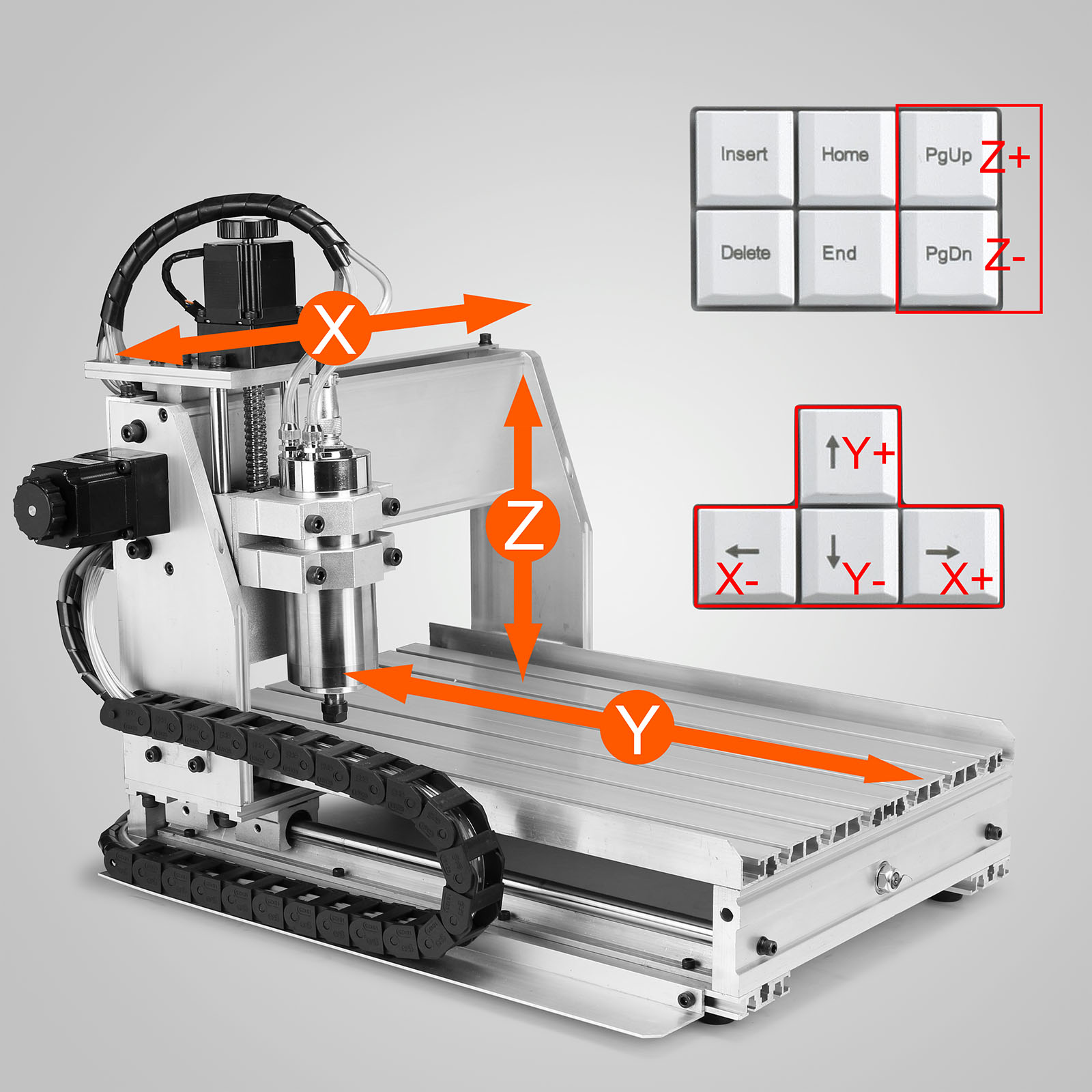
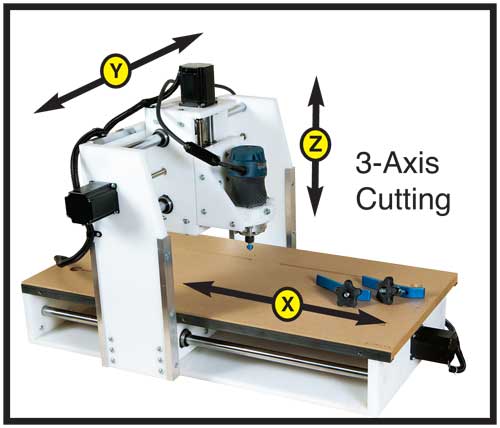
Tak jak w kodzie 1,5mm, ale łuki wewnątrz gwiazdy wyrysowały się bardzo zaokrąglone (o średnicy na oko ok. 30mm). Zewnętrzne krańce ramion ok, może z minimalnym zaokrągleniem, ale te wewnętrzne to masakra. Po przestawieniu na tryb "Dokładny stop" wyszło ładnie, ale maszyna pracuje mniej kulturalnie.bateryjka pisze:No właśnie Twój układ jest inny od ArtCamaWygląda, jakbyś miał zamienione miejscami osie X z Y.
Co do zaokrąglonych rogów.
Jakiej średnicy wybrałeś frez? Prawdopodobnie jest aktywna korekcja średnicy narzędzia i w tym wypadku tak to będzie wyglądało.
Denerwuje mnie to, bo przecież podgląd symulacji trajektorii w CAMie powinien być absolutnym wyznacznikiem tego co otrzymam z jego kodu na maszynie przy standardowych ustawieniach Macha, a tak nie jest
Takie były u mnie standardowe, domyślne preferencje, coś wypada tu jeszcze zmienić?



")