Dyskusje dotyczące toczenia, remontów, modernizacji, narzędzi. Tokarki konwencjonalne.
-
senio
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 20
- Posty: 1658
- Rejestracja: 25 maja 2006, 14:39
- Lokalizacja: koło.wlkp
#171
Post
napisał: senio » 09 maja 2015, 20:09
jarucki pisze:Pokaz zdjęcia opisz sposób wykonania:)
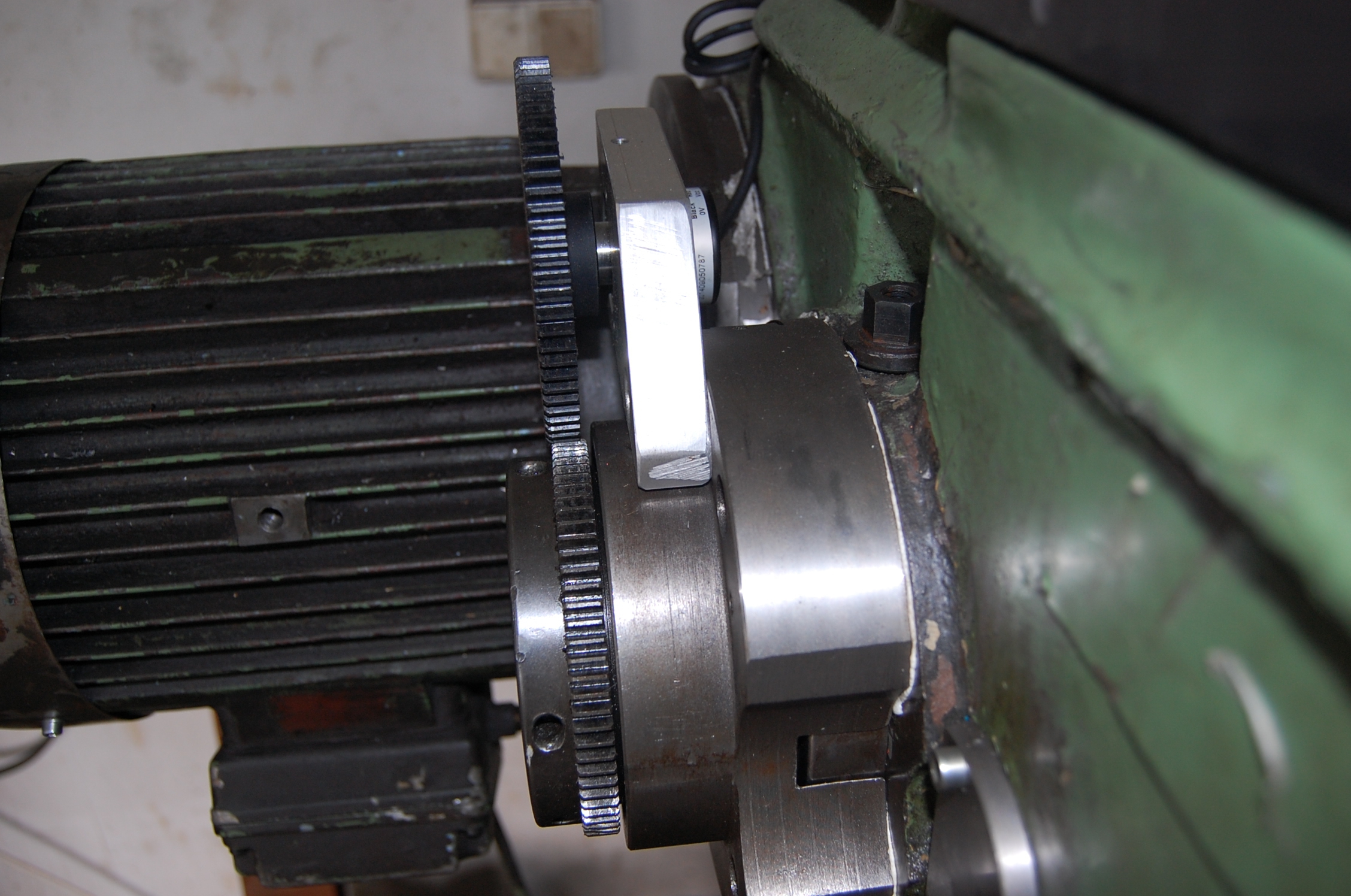
Sprawa jest prosta. Tarczę dorobił mi Adam FX pod wymiar wrzeciona jaki mu podałem. Zrobiłem w niej tylko miejsce na klin i przykręciłem. Wytoczyłem podstawę pod czujniki i przykręciłem ją do tokarki. Użyłęm do tego etalonu. Czujniki przykleiłem do płytek rezotexowych i przykręciłem do wytoczonej i przykręconej podstawy. Zrobiłem w tych płytkach większe otwory niż śrubki żebym miał pełną regulację góra-dół i na boki. Na koniec ustawiłem to i śmiga. Kabelki i płytkę z elektroniką ładnie przymocowałem żeby nie drżało nic i działa jak laleczka. Fotę mojego enkodera gdzieś już na forum zapodałem ale proszę :

Tagi:


-
Autor tematu
jarucki
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 114
- Posty: 809
- Rejestracja: 11 sty 2011, 23:40
- Lokalizacja: okolice nałęczowa
#172
Post
napisał: jarucki » 10 maja 2015, 13:30
Kamar gdzies wiedziałem u Ciebie ze masz zamontowany gotowy -kupny enkoder.
Napisz mi w jaki sposób zrobiles przeniesienie napędu z wrzeciona na enkoder.
-
kamar
- Lider FORUM (min. 2000)
")
- Posty w temacie: 50
- Posty: 17204
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
-
Kontakt:
#173
Post
napisał: kamar » 10 maja 2015, 17:35
-
Autor tematu
jarucki
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 114
- Posty: 809
- Rejestracja: 11 sty 2011, 23:40
- Lokalizacja: okolice nałęczowa
#174
Post
napisał: jarucki » 11 maja 2015, 08:36
Kamar enkoder jest założony bezpośrednio na kole zebatym? Czy jest jeszcze jakies łożyskowanie?
Gdzie takie kółeczka ładne nabyłeś ?
-
mheli
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 6
- Posty: 211
- Rejestracja: 09 gru 2006, 01:12
- Lokalizacja: Częstochowa
#175
Post
napisał: mheli » 11 maja 2015, 09:09
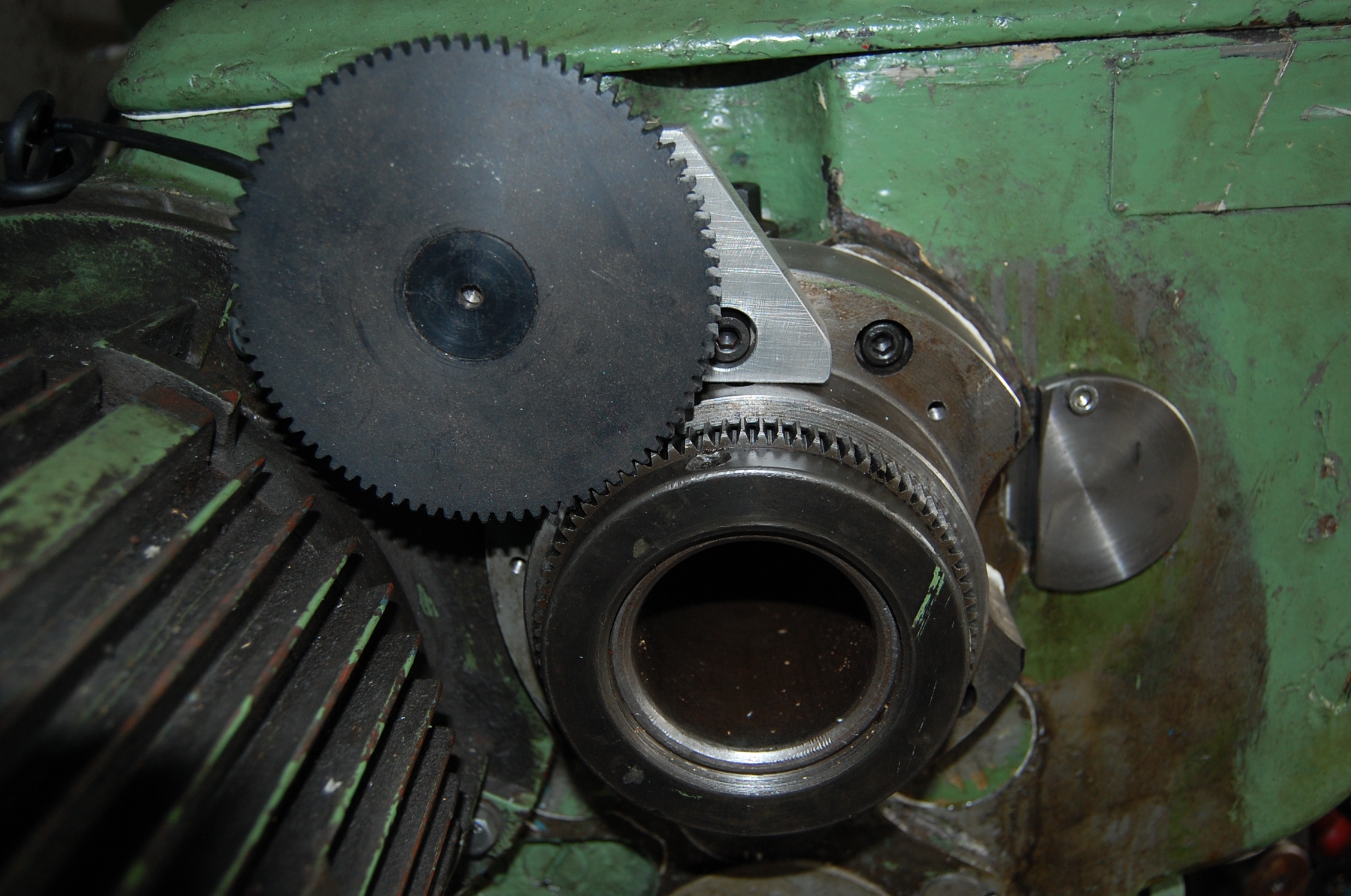
Nie enkoder na kole zębatym a koło na enkoderze ... Jak znam życie to Kamar sam koła wyczarował ...

-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 50
- Posty: 17204
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
-
Kontakt:
#176
Post
napisał: kamar » 11 maja 2015, 09:12
Bezpośrednio na walku enkodera. Kółko jedno nacięte na dystansie wrzeciennika a drugie z tworzywa.
-
Autor tematu
jarucki
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 114
- Posty: 809
- Rejestracja: 11 sty 2011, 23:40
- Lokalizacja: okolice nałęczowa
#177
Post
napisał: jarucki » 11 maja 2015, 10:03
Kamar a nie masz jeszcze jednego kompletu

bo do Kominów Kozienickich mam nie daleko
i pogoda deszczowo warsztatowa
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 50
- Posty: 17204
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
-
Kontakt:
#178
Post
napisał: kamar » 11 maja 2015, 10:23
jarucki pisze: bo do Kominów Kozienickich mam nie daleko :
Nieaktualne wiadomości - kominów już nie ma

Jak się bardzo zaprzesz to Ci natnę albo dobiorę, tylko jakie ?
Tu też kołek do wyboru i koloru
http://www.ebmia.pl/kola-zebate-kola-ze ... tml?page=2
-
Autor tematu
jarucki
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 114
- Posty: 809
- Rejestracja: 11 sty 2011, 23:40
- Lokalizacja: okolice nałęczowa
#179
Post
napisał: jarucki » 11 maja 2015, 16:24
czy mogłby ktoś obadać tego plika HALa
# Wygenerowane przez Stepconf o Wed Apr 1 07:19:40 2015
# Jeśli zmodyfikujesz ten plik zmainy zostaną
# nadpisane gdy uruchomisz ponownie Stepconf
loadrt trivkins
loadrt [EMCMOT]EMCMOT base_period_nsec=[EMCMOT]BASE_PERIOD servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[TRAJ]AXES
loadrt probe_parport
loadrt hal_parport cfg="0x378 out "
setp parport.0.reset-time 5000
loadrt stepgen step_type=0,0
loadrt encoder num_chan=1
loadrt abs count=1
loadrt scale count=1
loadrt lowpass count=1
addf parport.0.read base-thread
addf stepgen.make-pulses base-thread
addf encoder.update-counters base-thread
addf parport.0.write base-thread
addf parport.0.reset base-thread
addf stepgen.capture-position servo-thread
addf encoder.capture-position servo-thread
addf motion-command-handler servo-thread
addf motion-controller servo-thread
addf stepgen.update-freq servo-thread
addf abs.0 servo-thread
addf scale.0 servo-thread
addf lowpass.0 servo-thread
net spindle-cmd <= motion.spindle-speed-out
net spindle-at-speed => motion.spindle-at-speed
setp encoder.0.position-scale 100
net spindle-position encoder.0.position => motion.spindle-revs
net spindle-velocity encoder.0.velocity => motion.spindle-speed-in
net spindle-index-enable encoder.0.index-enable <=> motion.spindle-index-enable
net spindle-phase-a encoder.0.phase-A
net spindle-phase-b encoder.0.phase-B
net spindle-index encoder.0.phase-Z
setp parport.0.pin-02-out-invert 1
net zstep => parport.0.pin-02-out
setp parport.0.pin-02-out-reset 1
setp parport.0.pin-03-out-invert 1
net zdir => parport.0.pin-03-out
setp parport.0.pin-04-out-invert 1
net xstep => parport.0.pin-04-out
setp parport.0.pin-04-out-reset 1
setp parport.0.pin-05-out-invert 1
net xdir => parport.0.pin-05-out
net xenable => parport.0.pin-17-out
net spindle-index <= parport.0.pin-11-in-not
net spindle-phase-b <= parport.0.pin-12-in-not
net spindle-phase-a <= parport.0.pin-13-in-not
setp stepgen.0.position-scale [AXIS_0]SCALE
setp stepgen.0.steplen 1
setp stepgen.0.stepspace 0
setp stepgen.0.dirhold 35000
setp stepgen.0.dirsetup 35000
setp stepgen.0.maxaccel [AXIS_0]STEPGEN_MAXACCEL
net xpos-cmd axis.0.motor-pos-cmd => stepgen.0.position-cmd
net xpos-fb stepgen.0.position-fb => axis.0.motor-pos-fb
net xstep <= stepgen.0.step
net xdir <= stepgen.0.dir
net xenable axis.0.amp-enable-out => stepgen.0.enable
setp stepgen.1.position-scale [AXIS_2]SCALE
setp stepgen.1.steplen 1
setp stepgen.1.stepspace 0
setp stepgen.1.dirhold 35000
setp stepgen.1.dirsetup 35000
setp stepgen.1.maxaccel [AXIS_2]STEPGEN_MAXACCEL
net zpos-cmd axis.2.motor-pos-cmd => stepgen.1.position-cmd
net zpos-fb stepgen.1.position-fb => axis.2.motor-pos-fb
net zstep <= stepgen.1.step
net zdir <= stepgen.1.dir
net zenable axis.2.amp-enable-out => stepgen.1.enable
net estop-out <= iocontrol.0.user-enable-out
net estop-out => iocontrol.0.emc-enable-in
loadusr -W hal_manualtoolchange
net tool-change iocontrol.0.tool-change => hal_manualtoolchange.change
net tool-changed iocontrol.0.tool-changed <= hal_manualtoolchange.changed
net tool-number iocontrol.0.tool-prep-number => hal_manualtoolchange.number
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-prepared
jesli dobrze zrozumialem to ten fragment jest odpowiedzialny za zczytywanie impulsow na obrot
setp encoder.0.position-scale 100
zgadza sie ?
-
senio
- ELITA FORUM (min. 1000)
- Posty w temacie: 20
- Posty: 1658
- Rejestracja: 25 maja 2006, 14:39
- Lokalizacja: koło.wlkp
#180
Post
napisał: senio » 12 maja 2015, 00:06
Ile masz otworów w tarczy ?. Z tego co w dziale Linixcnc czytałem ten parametr to ilość otworów tarczy enkodera x 4. I to się zgadza bo ja mam 36 otworów, a ten parametr wygląda tak :
setp encoder.0.position-scale 144.000000