



Przy okazji konstruowania różnych rzeczy wyszła konieczność szlifowania celem zapewnienia dokładności kształtu i wymiarów. Są co prawda "normalne" szlifierki do tych celów, ale dość gabarytowo przewymiarowane w stosunku ro rozmaru obrabianych przedmiotów. Stąd pomysł na skonstruowanie własnej szlifierki. Określenie CNC -jest tutaj może nieco na wyrost - rozumem je jako elektroniczne sterowanie osiami i narzędziem - niekoniecznie wykonywanie całego programu z ustawianiem, szlifowaniem, obciąganiem ściernicy, itp - od "jednego naciśnięcia klawisza".
Na początek założenia funkcjonalne - szlifowanie wałków, otworów i płaszczyzn. Niekoniecznie osiowych i symetrycznych.
Gabaryty: wałki - do fi 50mm i dlugości 150mm, otwory - fi 10-50mm, płaszczyzny - 100 x 150 mm.
Ściernice typu tarcza mocowane na oś i typu trzpieniowego.
Obrót przedmiotu obrabianego - od 0 do 200-400-800 obr/min.
Zakładana dokładnośc obróbki - i tu jest największy problem. Dobrze by było, żeby znacznie zejść poniżej 0.01mm odchylenia w zakresie podanych wyżej wymiarów gabarytowych. Ideał to by było 0.001.
Z planowanej geometrii wyrobów wychodzi, że maszyna będzie musiała mić kilka osi na których będą musiały być ruchy liniowe i obrotowe. No i do tego jeszcze obciąganie ściernic do wymiaru i kształtu.
Temat - na początek czysto konstrukcyjny - zatem mile widziane wszelkie pomysły, sugestie i oczywiście konstruktywna krytyka.
Zaczynam rysowanie - pierwsze efekty niedługo.
Szlifierka CNC
-
 MarekM1
MarekM1
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 14
- Posty: 142
- Rejestracja: 15 sie 2008, 15:17
- Lokalizacja: Bielsko-Biała
Szlifierka CNC
Marek
"Diabeł jest mądry nie dlatego, że jest diabłem, tylko dlatego, że jest stary"
"Diabeł jest mądry nie dlatego, że jest diabłem, tylko dlatego, że jest stary"
Tagi:


-
jasiu...
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 6112
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
Nie wyobrażam sobie, by taką maszynkę wykonać w warunkach amatorskich w rozsądnym budżecie.
Dokładność pozycjonowania 1 mikron nie jest wcale przesadzona. Taką musisz osiągnąć z prostego powodu. Wyobrażasz sobie co się może stać, w momencie uderzenia tarczą o detal, gdyby ruch był mało płynny i mało dokładny?
Owszem, możesz iść na skróty, wykorzystać gotowe elementy, np. Biax do szlifowania otworów, może jakaś gotowa szlifierka z tarczą do wałków, ale od razu pojawią się problemy.
O ile Biax się sprawdzi, to supermarketowa ostrzałka, przystawiona do szlifowanego wałka w najlepszym wypadku zapewni ci pralkę, zamiast jakiejkolwiek powierzchni. Pracuję w fabryce szlifierek, to wiem, jakim warunkom musi odpowiadać ułożyskowanie wału z tarczą, jak się ten wał wyważa itp. Nawet jeśli dopasujesz odpowiedni wałek i panewki, rozwiążesz problem smarowania, to problemem będzie dla ciebie w co to wszystko oprawisz.
Musisz mieć korpus żeliwny. Niestety, tu tłumienie drgań jest zbyt ważne by się sprawiła jakakolwiek konstrukcja spawana. Dołóż jeszcze problem rozszerzalności cieplnej, odpowiedniego przygotowania geometrii prowadnic i masz większość problemów, których nie rozwiążesz w warunkach amatorskich. Tarcza to nie frez czyn nóż i nie toleruje żadnych niedokładności, przy niedokładnym wykonaniu po prostu "leci w pył". A że prędkości są wyraźnie większe, niż przy każdej innej obróbce, stąd taki wypadek naprawdę może skończyć się tragicznie.
Możesz przerabiać obrabiarki konwencjonalne, dorabiając na osiach napędy, to ci się uda (układ najazdu do materiału i cofania pozostawiasz konwencjonalny), ale to jedyne, co mi się nasuwa z możliwości łatwej (względnie łatwej) przeróbki. Tylko pytanie, czy to ma sens?
Dokładność pozycjonowania 1 mikron nie jest wcale przesadzona. Taką musisz osiągnąć z prostego powodu. Wyobrażasz sobie co się może stać, w momencie uderzenia tarczą o detal, gdyby ruch był mało płynny i mało dokładny?
Owszem, możesz iść na skróty, wykorzystać gotowe elementy, np. Biax do szlifowania otworów, może jakaś gotowa szlifierka z tarczą do wałków, ale od razu pojawią się problemy.
O ile Biax się sprawdzi, to supermarketowa ostrzałka, przystawiona do szlifowanego wałka w najlepszym wypadku zapewni ci pralkę, zamiast jakiejkolwiek powierzchni. Pracuję w fabryce szlifierek, to wiem, jakim warunkom musi odpowiadać ułożyskowanie wału z tarczą, jak się ten wał wyważa itp. Nawet jeśli dopasujesz odpowiedni wałek i panewki, rozwiążesz problem smarowania, to problemem będzie dla ciebie w co to wszystko oprawisz.
Musisz mieć korpus żeliwny. Niestety, tu tłumienie drgań jest zbyt ważne by się sprawiła jakakolwiek konstrukcja spawana. Dołóż jeszcze problem rozszerzalności cieplnej, odpowiedniego przygotowania geometrii prowadnic i masz większość problemów, których nie rozwiążesz w warunkach amatorskich. Tarcza to nie frez czyn nóż i nie toleruje żadnych niedokładności, przy niedokładnym wykonaniu po prostu "leci w pył". A że prędkości są wyraźnie większe, niż przy każdej innej obróbce, stąd taki wypadek naprawdę może skończyć się tragicznie.
Możesz przerabiać obrabiarki konwencjonalne, dorabiając na osiach napędy, to ci się uda (układ najazdu do materiału i cofania pozostawiasz konwencjonalny), ale to jedyne, co mi się nasuwa z możliwości łatwej (względnie łatwej) przeróbki. Tylko pytanie, czy to ma sens?
No właśnie, w tym miejscu popełniłeś swój pierwszy błąd w założeniach. Wiesz już chyba jaki? To musi być supersztywne.MarekM1 pisze:Są co prawda "normalne" szlifierki do tych celów, ale dość gabarytowo przewymiarowane w stosunku ro rozmaru obrabianych przedmiotów.
-
MarekM1
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 14
- Posty: 142
- Rejestracja: 15 sie 2008, 15:17
- Lokalizacja: Bielsko-Biała
Supersztywne - to niekoniecznie znaczy rozmiarów małego budynku 
Ale po kolei - zdaję sobie sprawę z ogromnej liczby problemów konstrukcyjno-wykonawczych. Co do drogi na skróty, a raczej na pewne uproszczenia funkcjonalne - to pierwszym jest to, że podczas szlifowania ma pracować tylko jedna oś = posów narządzia po prostoliniowej stycznej do obrabianej powierzchni (nie liczę tu obrotów napędowych narzędzia i obrotów obrabianego przedmiotu). Wszystkie pozostałe osie traktuje jako osie "ustawcze" i nieruchome/zablokowane w fazie obróbkowej.
Dla mnie słowo "amatorskie" znaczy tyle, że nie tobię tego zarobkowo jako maszynę do sprzedania, lecz nie znaczy, że robię to z dykty i pilnikiem - stosuje materiały i narzędzia/maszyny odpowiednie do tego co robię i co wymusza konstrukcja/technologia. No i nie robię tego "na poniedziałek".
I jeszcze co do samej konstrukcji - to zamierzam wspomagać się inteligentną elektroniką w formie dedykowanych procesorów "linearyzujących" sterowanie: np napęd osi obrotowej zamierzam zrobić nie tradycyjnie czyli paskiem czy slimakiem, a śrubą napędową czyli tak jak oś liniową - powoduje to powstanie zmiennej zależności pomiędzy liczbą obrotów śruby a zmianą kąta obrotu elementu napędzanego - żaden Mach sobie z tym nie poradzi więc trzeba to zlinearyzować - znaczy zastosować procesor do przeliczania zadanych parametrów zmiany kąta na obrót śruby w zależności od tego gdzie ten kąt się znajduje - np czy jest to zmiana z 1 na 2 stopnie czy z 37 na 38 stopień.
Ale po kolei - zdaję sobie sprawę z ogromnej liczby problemów konstrukcyjno-wykonawczych. Co do drogi na skróty, a raczej na pewne uproszczenia funkcjonalne - to pierwszym jest to, że podczas szlifowania ma pracować tylko jedna oś = posów narządzia po prostoliniowej stycznej do obrabianej powierzchni (nie liczę tu obrotów napędowych narzędzia i obrotów obrabianego przedmiotu). Wszystkie pozostałe osie traktuje jako osie "ustawcze" i nieruchome/zablokowane w fazie obróbkowej.
Dla mnie słowo "amatorskie" znaczy tyle, że nie tobię tego zarobkowo jako maszynę do sprzedania, lecz nie znaczy, że robię to z dykty i pilnikiem - stosuje materiały i narzędzia/maszyny odpowiednie do tego co robię i co wymusza konstrukcja/technologia. No i nie robię tego "na poniedziałek".
I jeszcze co do samej konstrukcji - to zamierzam wspomagać się inteligentną elektroniką w formie dedykowanych procesorów "linearyzujących" sterowanie: np napęd osi obrotowej zamierzam zrobić nie tradycyjnie czyli paskiem czy slimakiem, a śrubą napędową czyli tak jak oś liniową - powoduje to powstanie zmiennej zależności pomiędzy liczbą obrotów śruby a zmianą kąta obrotu elementu napędzanego - żaden Mach sobie z tym nie poradzi więc trzeba to zlinearyzować - znaczy zastosować procesor do przeliczania zadanych parametrów zmiany kąta na obrót śruby w zależności od tego gdzie ten kąt się znajduje - np czy jest to zmiana z 1 na 2 stopnie czy z 37 na 38 stopień.
Marek
"Diabeł jest mądry nie dlatego, że jest diabłem, tylko dlatego, że jest stary"
"Diabeł jest mądry nie dlatego, że jest diabłem, tylko dlatego, że jest stary"
-
bob35
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 5
- Posty: 417
- Rejestracja: 05 maja 2007, 10:23
- Lokalizacja: Bielsko-Biała
Kolego MarekM1 czy ty se jaja robisz co czytam twój nowy post to poprzeczka jeszcze wyższa niż poprzedniego, zastanawiam się czy warto ci pomagać ( nie chodzi o kasę tylko czy aby na pewno wiesz o co pytasz) moje pytanie brzmi czy wiesz, czy posiadasz jakąkolwiek wiedzę na temat szlifowania.
Dalej uważam że ta maszynka to będzie najtrudniejszy projekt.
Teraz co do projektu to zapomnij o trzech osiach (co pisałem wcześniej) trzy osie to potrzeba dla wrzeciona z ściernicą przy czymś takim to po szlifujesz tylko walce i płaszczyzny, dalej następne trzy do wrzeciona co mocujesz detal posłużą pierwsza do przesunięcia punktu obrotu osi a druga do obrotu osi o dany kont trzecia o obrót detalu . Co do obrotów ściernicy to wystarczy falownik które programujesz mp 5 rodzajów obrotów i uruchamiasz je funkcją M.
Teraz to pewnie już wszystko na tym po szlifujesz.
To tak ogólnie o niezrozumiałe szczegóły pytaj z poważaniem BOB35
Dalej uważam że ta maszynka to będzie najtrudniejszy projekt.
Teraz co do projektu to zapomnij o trzech osiach (co pisałem wcześniej) trzy osie to potrzeba dla wrzeciona z ściernicą przy czymś takim to po szlifujesz tylko walce i płaszczyzny, dalej następne trzy do wrzeciona co mocujesz detal posłużą pierwsza do przesunięcia punktu obrotu osi a druga do obrotu osi o dany kont trzecia o obrót detalu . Co do obrotów ściernicy to wystarczy falownik które programujesz mp 5 rodzajów obrotów i uruchamiasz je funkcją M.
Teraz to pewnie już wszystko na tym po szlifujesz.
To tak ogólnie o niezrozumiałe szczegóły pytaj z poważaniem BOB35
-
MarekM1
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 14
- Posty: 142
- Rejestracja: 15 sie 2008, 15:17
- Lokalizacja: Bielsko-Biała
Jaj se nie robie  - projekt całkiem na serio.
- projekt całkiem na serio.
Ze zadaniem, że będzie to najtrudniejszy projekt - całkiem się zgadzam. "Trudności" są dwie: ilość osi i stabilność konstrukcji co tak naprawdę sprowadza się do tej ostatniej.
Do pozycjonowania przedmiotu obrabianego - wystarczą dwie osie - jedna obrotowa, druga liniowa. Do pozycjonowania wrzeciona szlifującego - potrzeba 2 osie - obie liniowe + oś linowa przesuwu wzdłuż lini szlifowania. Do "pełnego" 3D - można dodać jeszcze jedną oś liniową pozycjonowania wrzeciona - do wałków i otworów jest ona niepotrzebna, bo oś obrotu przedmiotu i narzędzia są w tej samej płaszczyźnie względem podstawy (na tej samej wysokości).
Zatem do samego szlifowania potrzeba wpierw poruszyć 4 osiami by ustawić odpowiednio względem siebie przedmiot i narzędzie, póżniej je zablokować i uruchomić oś posuwu narzędzia (tu pomijam 2 osie obrotu - to jest obrót narzędzia = wrzeciono i obrót przedmiotu = układ klasyczny jak w 4-tej osi frezarki, to jest uchwyt tokarski i ew konik przy szlifowaniu zewnętrznym. Ponieważ te 2 osie są niezależne od innych i stałoobrotowe w danym cyklu obróbkowym - to nie traktuję ich jako osie sterowane - tylko napędowe.
Do obciągania ściernic - dojdzie dodatkowe pozycjonowanie, ale część ruchu załatwią osie wrzeciona szlifierskiego, tak że tutaj dojdzie 1 lub 2 osie liniowe i ew 1 obrotowa jeśli pójść w rozwiązanie 3d ze ściernicami kształtowymi - to już "lekkie jaja" z tym pełnym 3D.
Wieczorem postaram się zamodelować układ kinematyki maszyny i zaprezentować tutaj.
[dodane]
po wstepnej analizie - kinematyka uprościła się znacznie - ilość osi o prawie połowę:
pozycjonowanie przedmiotu - 2 osie liniowe i 1 obrotowa,
pozycjonowanie głowic szlifierskich - 1 oś liniowa plus 1 siłownik dwupozycyjny.
czyli mamy maszynę 4 osiową + 1 element dwustanowy (dwupołożeniowe przestawianie głowicy do szlifowania wewnętrznego = wysów gdy ma pracować, chowanie gdy pracuje głowica zewnętrzna).
Jeśli dodać możliwość obróbki powierzchni wewnętrznych i zewnętrznych z jednego mocowania w uchwycie tokarskim - to trzeba by dodać odsuwanie konika - o ile przy takiej obróbce byłby wogóle używany.
Ze zadaniem, że będzie to najtrudniejszy projekt - całkiem się zgadzam. "Trudności" są dwie: ilość osi i stabilność konstrukcji co tak naprawdę sprowadza się do tej ostatniej.
Do pozycjonowania przedmiotu obrabianego - wystarczą dwie osie - jedna obrotowa, druga liniowa. Do pozycjonowania wrzeciona szlifującego - potrzeba 2 osie - obie liniowe + oś linowa przesuwu wzdłuż lini szlifowania. Do "pełnego" 3D - można dodać jeszcze jedną oś liniową pozycjonowania wrzeciona - do wałków i otworów jest ona niepotrzebna, bo oś obrotu przedmiotu i narzędzia są w tej samej płaszczyźnie względem podstawy (na tej samej wysokości).
Zatem do samego szlifowania potrzeba wpierw poruszyć 4 osiami by ustawić odpowiednio względem siebie przedmiot i narzędzie, póżniej je zablokować i uruchomić oś posuwu narzędzia (tu pomijam 2 osie obrotu - to jest obrót narzędzia = wrzeciono i obrót przedmiotu = układ klasyczny jak w 4-tej osi frezarki, to jest uchwyt tokarski i ew konik przy szlifowaniu zewnętrznym. Ponieważ te 2 osie są niezależne od innych i stałoobrotowe w danym cyklu obróbkowym - to nie traktuję ich jako osie sterowane - tylko napędowe.
Do obciągania ściernic - dojdzie dodatkowe pozycjonowanie, ale część ruchu załatwią osie wrzeciona szlifierskiego, tak że tutaj dojdzie 1 lub 2 osie liniowe i ew 1 obrotowa jeśli pójść w rozwiązanie 3d ze ściernicami kształtowymi - to już "lekkie jaja" z tym pełnym 3D.
Wieczorem postaram się zamodelować układ kinematyki maszyny i zaprezentować tutaj.
[dodane]
po wstepnej analizie - kinematyka uprościła się znacznie - ilość osi o prawie połowę:
pozycjonowanie przedmiotu - 2 osie liniowe i 1 obrotowa,
pozycjonowanie głowic szlifierskich - 1 oś liniowa plus 1 siłownik dwupozycyjny.
czyli mamy maszynę 4 osiową + 1 element dwustanowy (dwupołożeniowe przestawianie głowicy do szlifowania wewnętrznego = wysów gdy ma pracować, chowanie gdy pracuje głowica zewnętrzna).
Jeśli dodać możliwość obróbki powierzchni wewnętrznych i zewnętrznych z jednego mocowania w uchwycie tokarskim - to trzeba by dodać odsuwanie konika - o ile przy takiej obróbce byłby wogóle używany.
Marek
"Diabeł jest mądry nie dlatego, że jest diabłem, tylko dlatego, że jest stary"
"Diabeł jest mądry nie dlatego, że jest diabłem, tylko dlatego, że jest stary"
-
bob35
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 5
- Posty: 417
- Rejestracja: 05 maja 2007, 10:23
- Lokalizacja: Bielsko-Biała
Nie zrozum mnie źle ale zadam Ci jeszcze raz pytanie i bardziej sprecyzuje czy wiesz jak się szlifuje stożki w otworze na szlifierce? . Jeśli wiesz to zostanie 6 osi jeżeli chcesz z tego mieć to co napisałeś.
OGŁOSZENIE!!! Zamienię dobrą prace w dynamicznie rozwijającym się kraju na zasilek w krajach starej uni.
-
typhon
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 187
- Rejestracja: 03 paź 2007, 17:58
- Lokalizacja: podlaskie
Nie wiem czy widziałeś szlifierkę do wałków,otworów i płaszczyzn.To są trzy różne rozwiązania.Przy szlifierkach wymagana jest sztywność maszyny jak zaznaczył @jasiu.Czy masz rozwiązanie chłodzenia detalu,profilowanie ściernicy,sposób mocowania i wymiany ściernicy?.Szlifowanie stożka polega na skręceniu łoża.
-
pukury
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 7885
- Rejestracja: 23 lis 2004, 22:41
- Lokalizacja: kraków
witam.
występują szlifierki do wałków/otworów .
ale jednocześnie do płaszczyzn nie widziałem- może są .
jak masz zamiar coś takiego tworzyć - to powodzenia .
nie ma co się zrażać trudnościami - a trochę ich będzie .
na początek - jak masz zamiar przechowywać ściernice ?
to niby banalne - ale jak ?
pozdrawiam .
występują szlifierki do wałków/otworów .
ale jednocześnie do płaszczyzn nie widziałem- może są .
jak masz zamiar coś takiego tworzyć - to powodzenia .
nie ma co się zrażać trudnościami - a trochę ich będzie .
na początek - jak masz zamiar przechowywać ściernice ?
to niby banalne - ale jak ?
pozdrawiam .
Mane Tekel Fares
-
MarekM1
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 14
- Posty: 142
- Rejestracja: 15 sie 2008, 15:17
- Lokalizacja: Bielsko-Biała
No to po kolei: najpierw kinematyka.
Mamy coś takiego:
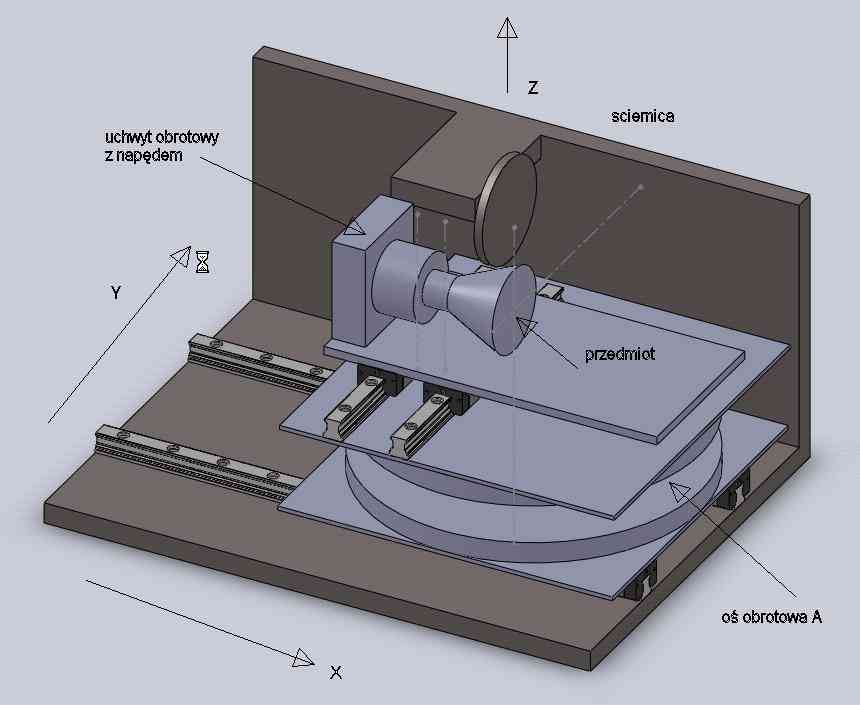
idąc od dołu - mamy oś liniową X, następnie oś obrotową A, następnie oś liniową Y. Na tej "kanapce" mamy napędzany uchwyt tokarski trzymający przedmiot obrabiany. Przedmiot składa się z 2 częsci - walcowej i stożkowej.
Do tej konstrukcji dodajemy wrzeciono ze ściernicą - na początek unieruchomione w przestrzeni. oś obrotu ściernicy jest równoległa do osi X i leży w płaszczyźnie równoległej do płaszczyzny XY i przechodzącej przez oś przedmiotu obrabianego.
Obróbka: wpierw dosuwamy przedmiot do ściernicy osią Y a następnie szlifujemy wykonując ruchy nawrotne osią X. (oczywiście i przedmiot i ściernica się obraca).
Zmiana: średnicy przedmiotu, średnicy ściernicy, grubości warstwy szlifowanej - dokonywana jest jedynie ruchem po osi Y.
Teraz stożek:
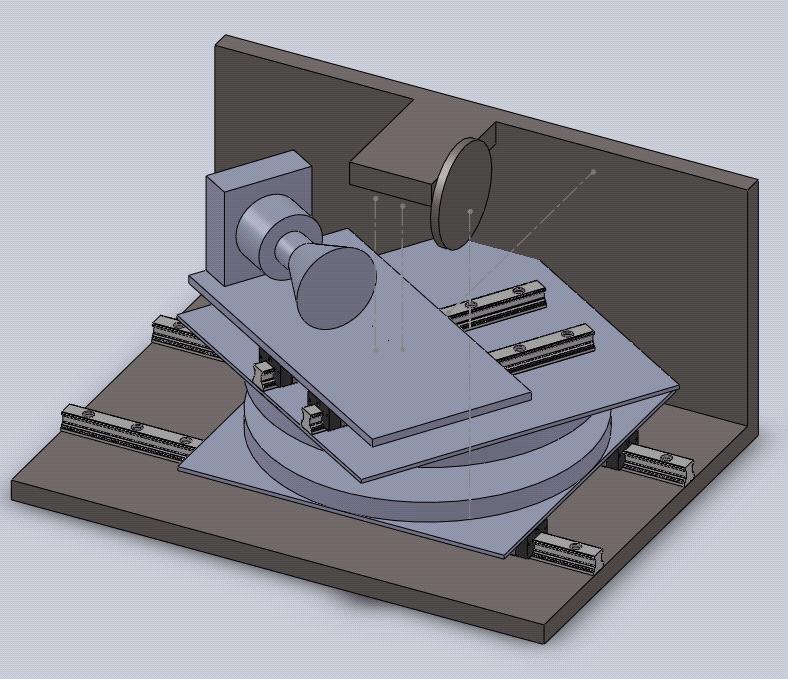
Tutaj różnica jest taka, że najpierw ustawiamy tworzącą stożka równolegle do czoła ściernicy dokonując obrotu osią A, i dalej jak przy szlifowaniu wałka prostego.
Dla uproszczenia nie rysowałem konika podpierającego wolny koniec obrabianego wałka.
Powyższe rysunki obrazują jedynie założenia kinematyki maszyny a nie jej konstrukcje - to całkiem odddzielny temat: na przykład jaka będzie kolejność osi w "kanapce", jakia będzie ich konstrukcja mechaniczna, itp.
Jak widać z powyższych rysunków - da się szlifować i wałek prosty i stożkowy za pomocą 2 osi liniowych i jednej obrotowej = 3 osie.
Co do szlifowana wewnętrznego = to temat jest analogiczny, z tym, że zamiast ściernicy tarczowej - jest ściernica trzpieniowa "wchodząca" do wewnątrz wałka (w fazie pozycjonowania wałekjest niejako "nadziewany osiowo na ściernicę o średnicy mniejszej niż otwór, później ściernica jest dosuwana do ściany obrabianej osią Y) Szlif części wewnętrznej prostej i stożkowej - dokładnie analogicznie jak części zewnętrznej - czyli te same 3 osie - prosta bez obrotu a stoźkowa z obrotem.
W rozwiązaniu rzeczywistym trzeba będzie dodać oś Z - jak na pierwszym rysunku - celem dopasowania do większego zakresu średnic ściernic (a może i nie... to się zobaczy jak dojdziemy do wymiarów rzeczywistych poszczególnych elementów). Ruchoma oś Z będzie jednak potrzebna do szlifowania płaszczyzn -> element szlifowany kładziemy na "górnej" płaszczyźnie "kanapki" - wtedy oś Z ustala nam odległość ściernica - powierzchnia szlifowana i szlifujemy przesuwając przedmiot osiami X i Y (szlif - oś Y, przesunięcie w bok oś X, szlif oś Y, itd)
Co do przechowywania ściernic - to ponieważ maszynka ma być domowa - to w domu - czytaj we w miare stałej temperaturze otoczenia napewno wyższej niż plus 4 stopnie i z dość niedużymi wahaniami temperatury chwilowymi/dobowymi/średnorocznymi. Jeśli chodzi o wilgotość powietrza - to zbyt ortodoksyjny nie będe i do humidora na cygara ich nie będę wkładał
Pare szlifierek do wałków, otworów i płaszczyzn sobie stoi i nie tylko stoi. bo czasem jest używanych w firmie gdzie jestem zatrudniony - zreszta od czasu do czasu coś dla kilku piszących tutaj robimy
Czekam na opinie o takim rozwiązaniu kinematyki, no i na pomysły odnośnie rozwiązań konstrukcyjnych poszczególnych osi, napędów, itp.
[ Dodano: 2009-05-18, 10:38 ]
Teraz pierwszy problem konstrukcyjny: na czym da sie uzyskać dokładność przesuwu 0.001 mm?
Mamy coś takiego:
idąc od dołu - mamy oś liniową X, następnie oś obrotową A, następnie oś liniową Y. Na tej "kanapce" mamy napędzany uchwyt tokarski trzymający przedmiot obrabiany. Przedmiot składa się z 2 częsci - walcowej i stożkowej.
Do tej konstrukcji dodajemy wrzeciono ze ściernicą - na początek unieruchomione w przestrzeni. oś obrotu ściernicy jest równoległa do osi X i leży w płaszczyźnie równoległej do płaszczyzny XY i przechodzącej przez oś przedmiotu obrabianego.
Obróbka: wpierw dosuwamy przedmiot do ściernicy osią Y a następnie szlifujemy wykonując ruchy nawrotne osią X. (oczywiście i przedmiot i ściernica się obraca).
Zmiana: średnicy przedmiotu, średnicy ściernicy, grubości warstwy szlifowanej - dokonywana jest jedynie ruchem po osi Y.
Teraz stożek:
Tutaj różnica jest taka, że najpierw ustawiamy tworzącą stożka równolegle do czoła ściernicy dokonując obrotu osią A, i dalej jak przy szlifowaniu wałka prostego.
Dla uproszczenia nie rysowałem konika podpierającego wolny koniec obrabianego wałka.
Powyższe rysunki obrazują jedynie założenia kinematyki maszyny a nie jej konstrukcje - to całkiem odddzielny temat: na przykład jaka będzie kolejność osi w "kanapce", jakia będzie ich konstrukcja mechaniczna, itp.
Jak widać z powyższych rysunków - da się szlifować i wałek prosty i stożkowy za pomocą 2 osi liniowych i jednej obrotowej = 3 osie.
Co do szlifowana wewnętrznego = to temat jest analogiczny, z tym, że zamiast ściernicy tarczowej - jest ściernica trzpieniowa "wchodząca" do wewnątrz wałka (w fazie pozycjonowania wałekjest niejako "nadziewany osiowo na ściernicę o średnicy mniejszej niż otwór, później ściernica jest dosuwana do ściany obrabianej osią Y) Szlif części wewnętrznej prostej i stożkowej - dokładnie analogicznie jak części zewnętrznej - czyli te same 3 osie - prosta bez obrotu a stoźkowa z obrotem.
W rozwiązaniu rzeczywistym trzeba będzie dodać oś Z - jak na pierwszym rysunku - celem dopasowania do większego zakresu średnic ściernic (a może i nie... to się zobaczy jak dojdziemy do wymiarów rzeczywistych poszczególnych elementów). Ruchoma oś Z będzie jednak potrzebna do szlifowania płaszczyzn -> element szlifowany kładziemy na "górnej" płaszczyźnie "kanapki" - wtedy oś Z ustala nam odległość ściernica - powierzchnia szlifowana i szlifujemy przesuwając przedmiot osiami X i Y (szlif - oś Y, przesunięcie w bok oś X, szlif oś Y, itd)
Co do przechowywania ściernic - to ponieważ maszynka ma być domowa - to w domu - czytaj we w miare stałej temperaturze otoczenia napewno wyższej niż plus 4 stopnie i z dość niedużymi wahaniami temperatury chwilowymi/dobowymi/średnorocznymi. Jeśli chodzi o wilgotość powietrza - to zbyt ortodoksyjny nie będe i do humidora na cygara ich nie będę wkładał
Pare szlifierek do wałków, otworów i płaszczyzn sobie stoi i nie tylko stoi. bo czasem jest używanych w firmie gdzie jestem zatrudniony - zreszta od czasu do czasu coś dla kilku piszących tutaj robimy
Czekam na opinie o takim rozwiązaniu kinematyki, no i na pomysły odnośnie rozwiązań konstrukcyjnych poszczególnych osi, napędów, itp.
[ Dodano: 2009-05-18, 10:38 ]
Teraz pierwszy problem konstrukcyjny: na czym da sie uzyskać dokładność przesuwu 0.001 mm?
Marek
"Diabeł jest mądry nie dlatego, że jest diabłem, tylko dlatego, że jest stary"
"Diabeł jest mądry nie dlatego, że jest diabłem, tylko dlatego, że jest stary"






