Przedstawiam moją wersję auto-posuwu stołu w osi X do wiertarko-frezarki ZX 7016.
Ogólna koncepcja rozmieszczenia elementów wzorowana na rozwiązaniu kol. Rysmen w Jego ZX 7016, ale z wieloma zmianami.
Podstawowy cel montażu auto-posuwu: wygoda i poprawa jakości obróbki przy frezowaniu.
Chętnie zapoznam się z komentarzami i uwagami na temat mojego rozwiązania.
Założenia projektowe:
1. Jak najmniejsza nieodwracalna ingerencja w maszynę (2 szt. otwór M6)
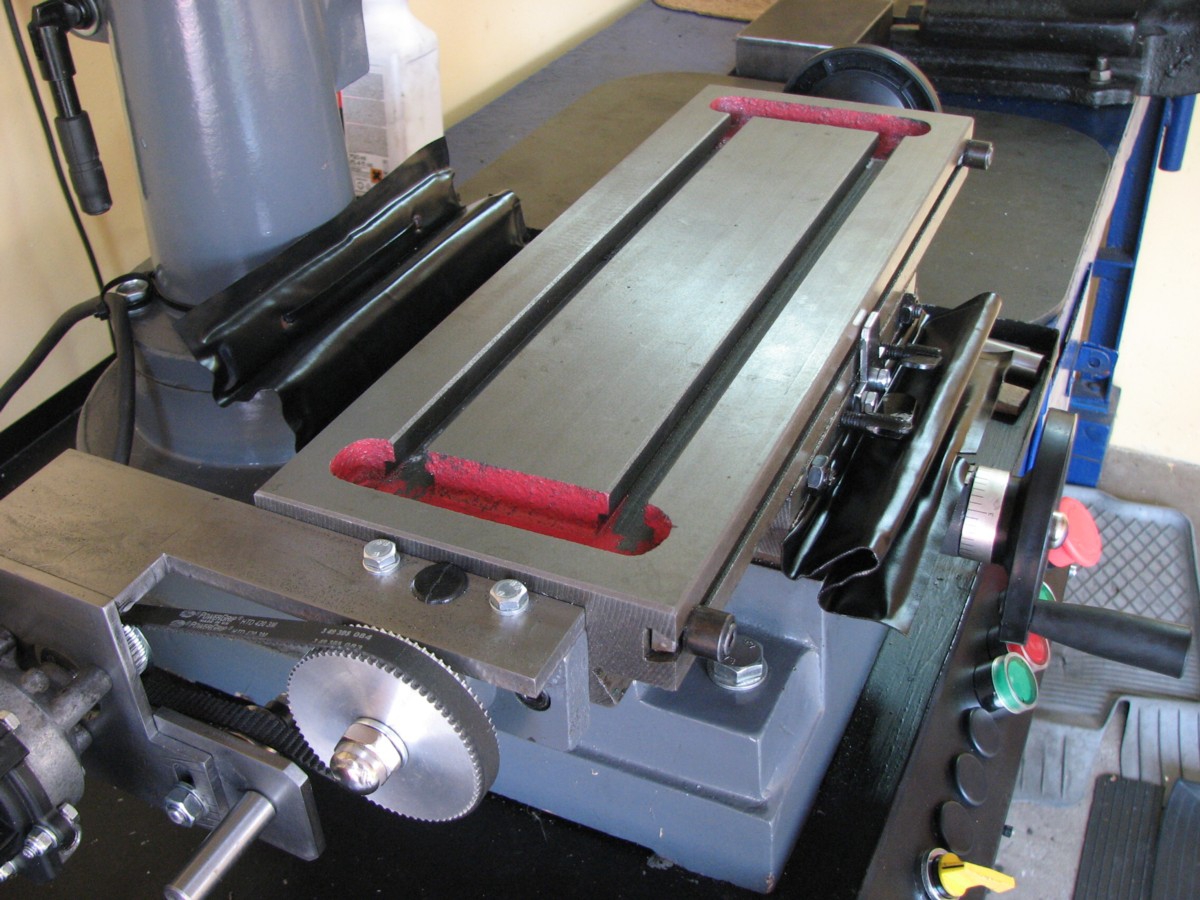
2. Żaden z elementów napędu nie może wystawać nad powierzchnie roboczą stołu, aby była możliwość kładzenia dużych detali wychodzących poza stół od lewej strony.
3. Napęd nie może ograniczać przesuwu stołu, w prawo musi przesuwać się tak jak dotychczas na max.
4. Konstrukcja musi umożliwiać szybkie rozłączenie napędu (zdjęcie/założenie paska) do ręcznego kręcenia korbami (gdyby zaszła taka potrzeba lub ochota).
5. Jak największa dokładność auto-posuwu, umożliwiająca ustawienie stolika w wybrany wytrasowany (napunktowany) punkt do wiercenia i frezowania.
6. Płynna regulacja szybkości posuwu od 0 do max.
7. Niewielkie koszty, prostota ale i miła dla oka estetyka wykonania.
Do rzeczy.
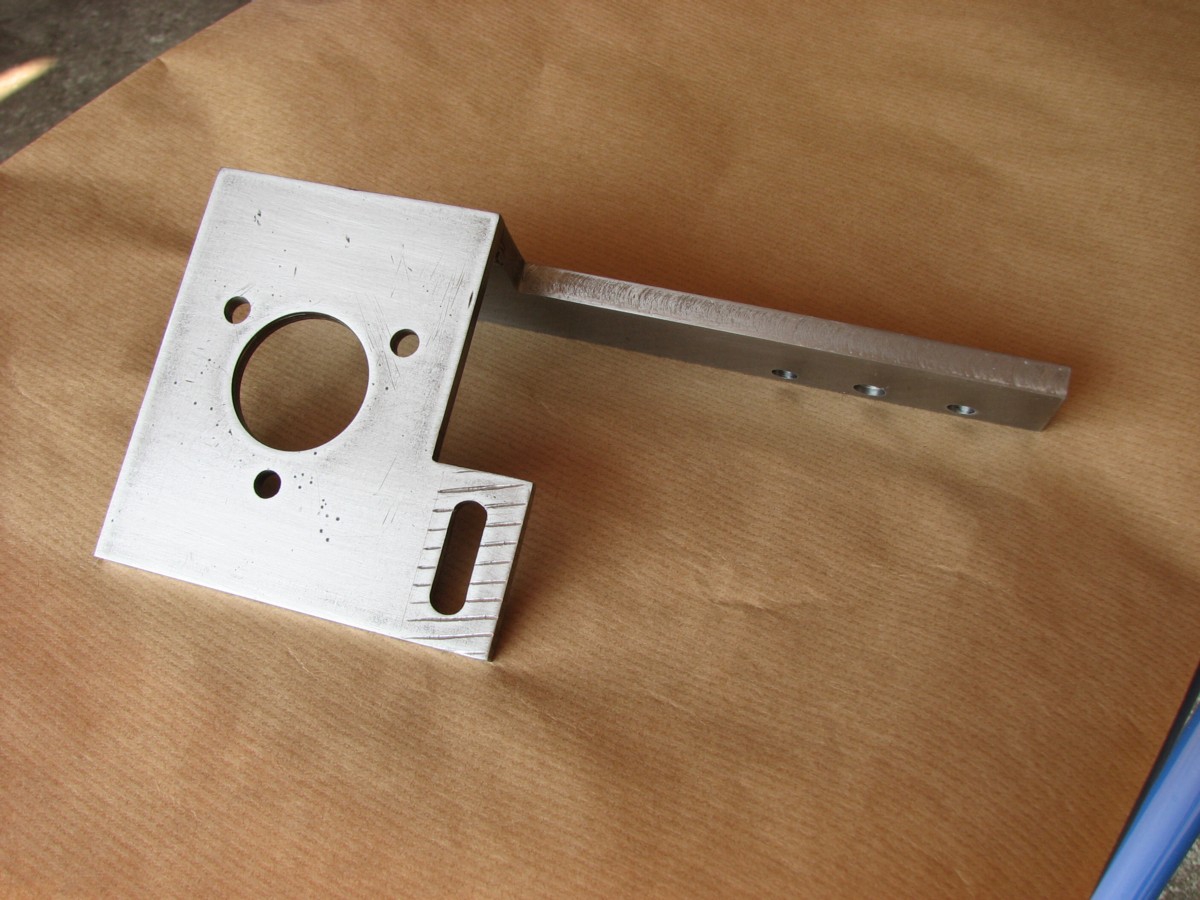
Uchwyt wykonałem z blachy stalowej 8mm (część górna) i 5mm (część pod silnik). Zespawałem je jednostronnie od spodu pod kątem prostym pełnym spawem (trzeba odpowiednio ustawić aby przy skurczu spawalniczym wyszedł idealnie 90 st., mnie udało się za drugim razem). Część z podłużną fasolką służy do współpracy z napinaczem, po jednej stronie splanowana frezem, aby uzyskać zagłębienie i krawędź, po której przesuwa się bok napinacza. Otwór z czarną plastykową zaślepką umożliwia dostęp do smarownicy łożyska oporowego.
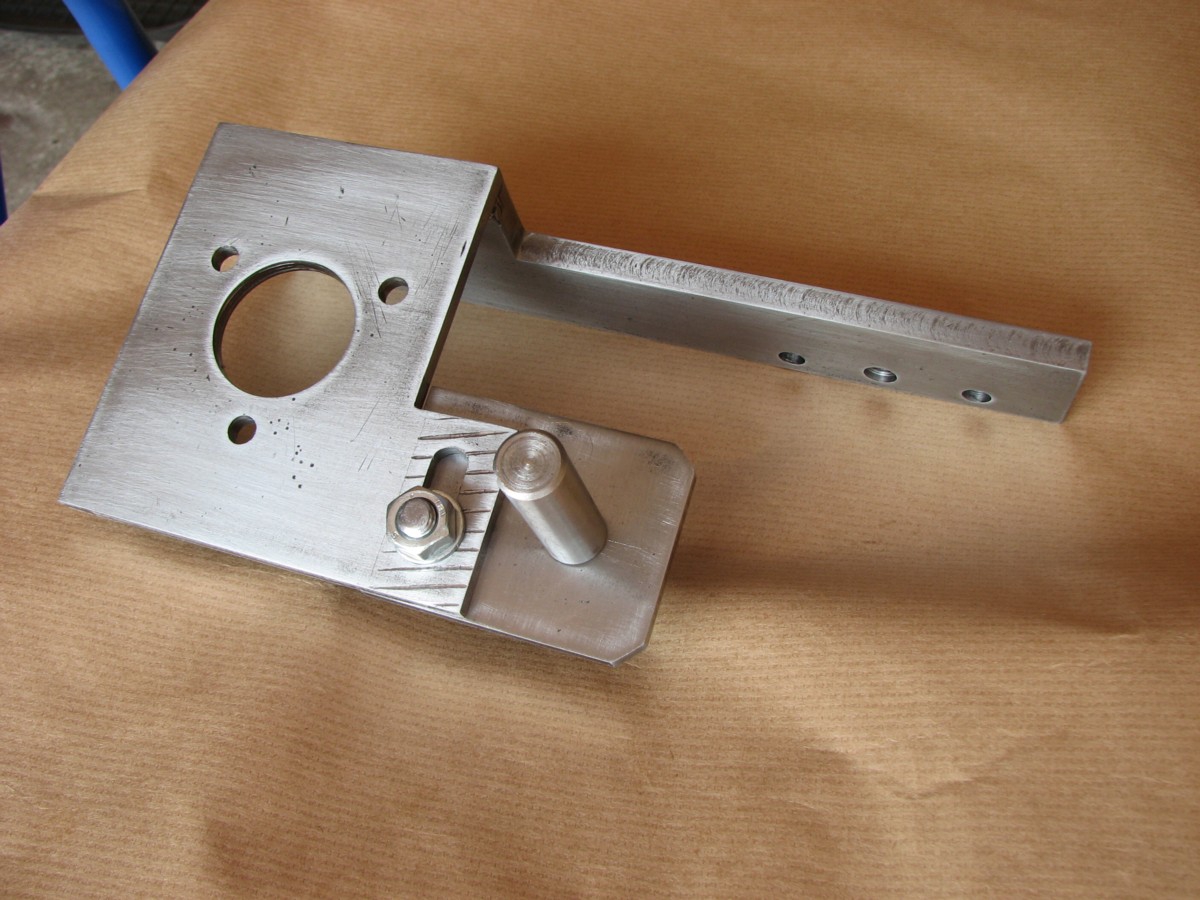
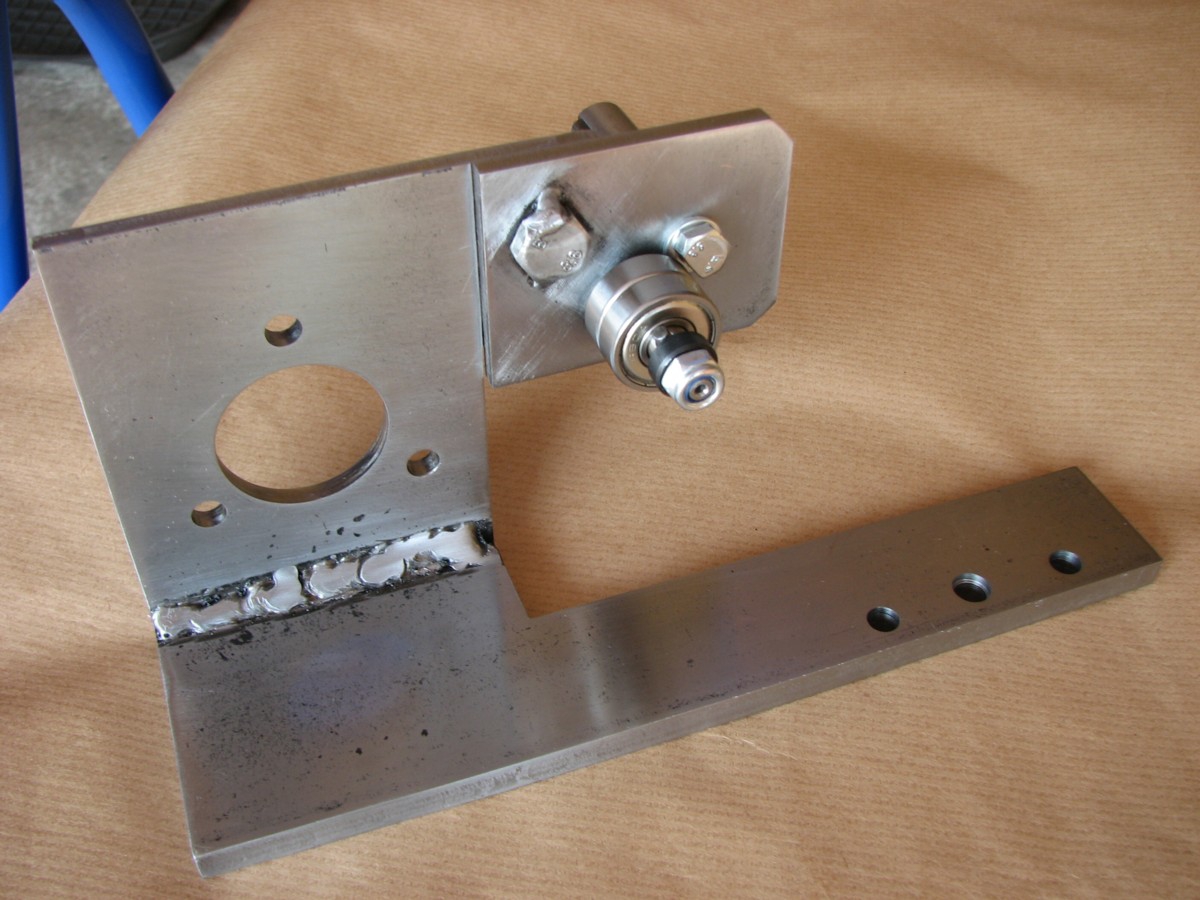
Napinacz przesuwny z blachy 5mm, do niej wspawany trzpień z łożyskami, które pracują jako rolka napinająca. Przykręcona tulejka - rączka pomaga w przesuwaniu napinacza. Śruba zablokowana spawem przemieszcza się w wyfrezowanym rowku – fasolce uchwytu. Położenie napinacza ustala się nakrętką na ryflowanej powierzchni. Napinacz jest prowadzony - stabilizowany na krawędzi wyfrezowanej powierzchni z tyłu oraz śrubą jeżdżącą w fasolce. Jeden ruch klucza pozwala zluzować napinacz, przestawić w odpowiednie położenie, drugi ruch klucza – i zablokowanie we właściwej pozycji. Istnieje możliwość po poluzowaniu nakrętki całkowitego odchylenia napinacza.
Silnik 12V od wycieraczek samochodowych przednich, używany, przejrzany, nieco zmodyfikowany (usunięta trzecia szczotka), końcówka wału na stożek z nakrętką. , przesmarowany, wykasowany luz na przekładni.
Przekładnia pasowa.
Przełożenie 1:2.
Koło zębate HTD 36-3M-09/2F przerobione na tokarce: wykonany stożek do wału silnika. Z drugiej strony wytoczone pod klucz nasadowy do dokręcania nakrętki.
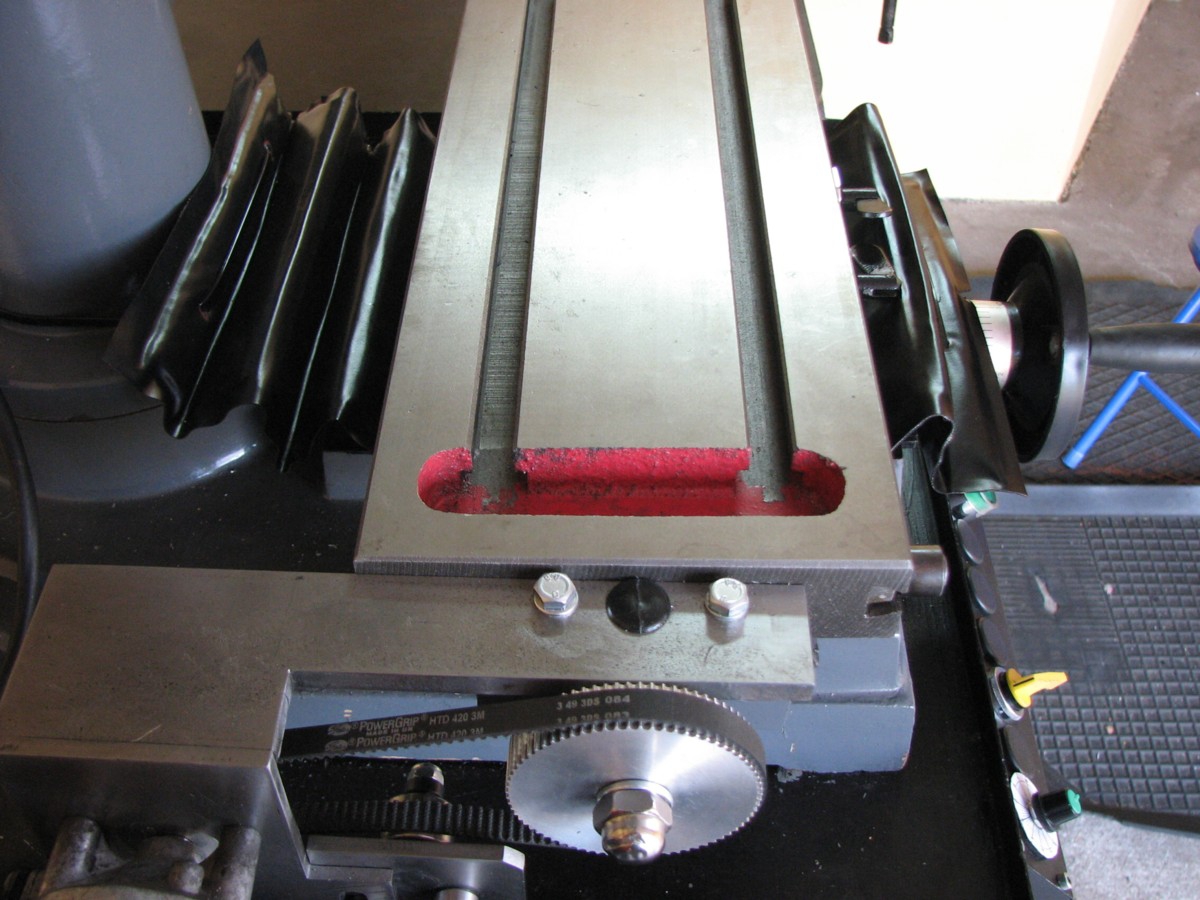
Koło zębate HTD 72-3M-09/2 – największe, jakie można założyć na śrubę pociągową, aby nie wystawało ponad stół. Otwór rozwiercony na tokarce i dopracowany rozwiertakiem (też na tokarce) do wymiaru 15,02mm (śruba posuwu ma wymiar 15mm). Od strony łożyska oporowego śruby wykonana ukośna fazka (taka jak jest na korbie w tym miejscu). Rowek na wpust wykonałem dłutakiem (DIY) na ZX 7016. Koło zamocowane na śrubie osi X zamiennie z oryginalną korbą, dzięki odpowiedniemu doborowi, koło ma taką samą grubość jak korba. Moje dopasowanie tego koła pomiędzy kołem, wpustem a śrubą dało luz niewyczuwalny, niestety spasowanie fabryczne pomiędzy korbą a śrubą zostawia wyraźny luz.
Zastosowałem pas zębaty 420-3M-09 z14 (szerokość 9mm). Napinacz zapewnia po przesunięciu w dół szybkie zdjęcie/założenie paska i jego szybkie, sprawne napięcie. Zdjęcie paska jest konieczne do opcji ręcznego przesuwania stołu korbą, bo jak wiadomo przekładnia z paskiem zębatym się nie poślizgnie.
Wszystkie wiercenia i frezowania (oprócz wspomnianych wyżej na tokarce)
zrobiłem na ZX 7016.
Zasilanie i sterowanie.
Jako źródło napięcia stałego zastosowałem prostownik Romstan, jest to prostownik do ładowania akumulatorów z regulacją prądu ładowania. Regulacja prądu ładowania w tym urządzeniu tak naprawdę jest regulacją napięcia po stronie pierwotnej transformatora poprzez prosty układ z triakiem. Dla potrzeb zasilania auto–posuwu prostownik jest wysterowany na max, i daje wtedy ok. 18V w stanie bez obciążenia. Jedyna jego przeróbka to montaż dwóch gniazdek wtykowych do przewodów, w każdej chwili można nim nadal ładować akumulatory.
Sterowanie auto-posuwem zostało zrealizowane w następujący sposób. Napięcie z prostownika jest podawane do:
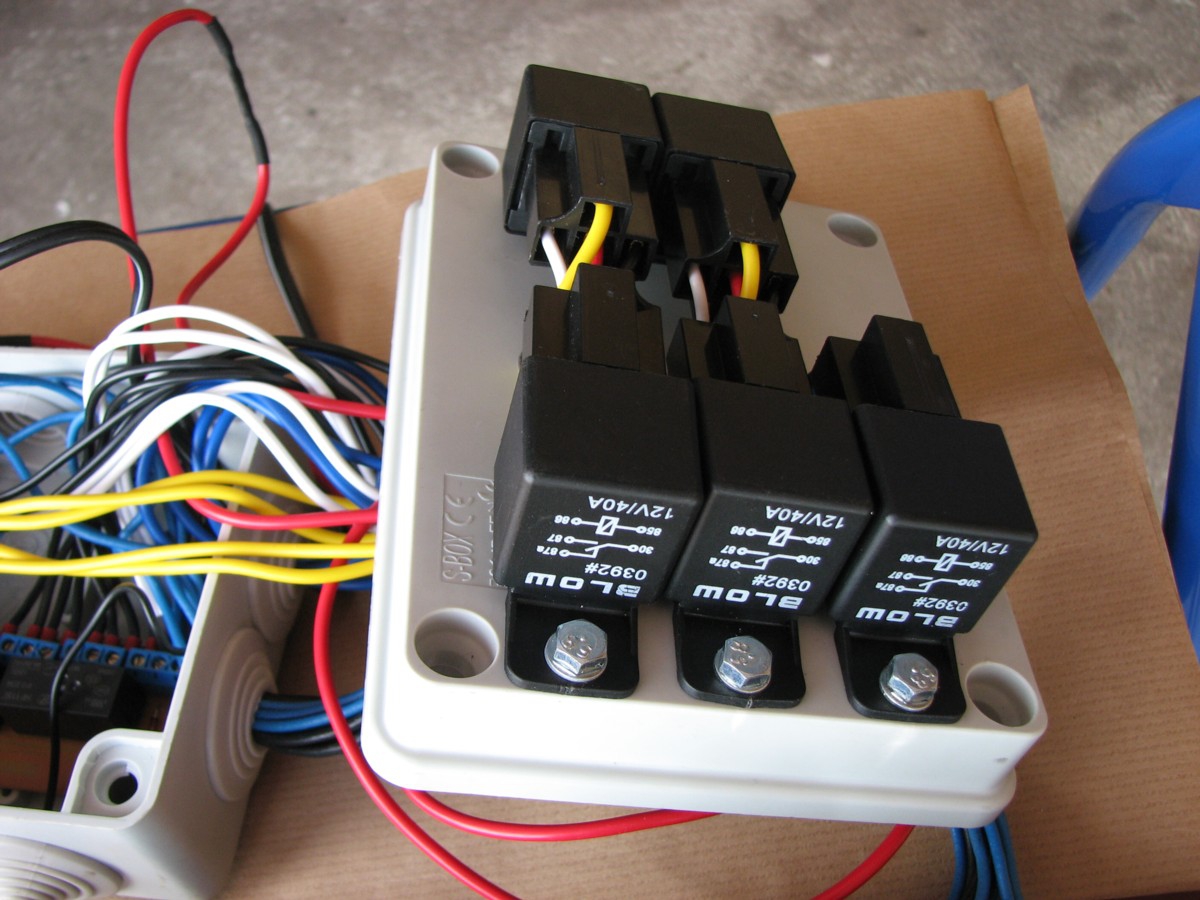
1. Zespołu przekaźników sterujących i wykonawczych, które zapewniają:
-zmianę kierunku obrotów silnika lewo-prawo z podtrzymaniem (po włączeniu danego kierunku ruchu napęd pracuje, można puścić przycisk). Klasyczny układ lewo-prawo ze stopem.
-zmianę kierunku obrotów silnika lewo-prawo bez podtrzymania przekaźników (aby napęd pracował trzeba przytrzymywać przycisk, po puszczeniu napęd zatrzymuje się). Służy ta opcja do dokładnego, impulsowego ustawiania stołu bez potrzeby naciskania na przycisk stop.
-każdorazowe zwieranie zacisków silnika w stanie beznapięciowym celem natychmiastowego zahamowania, poprawia do dokładność pozycjonowania stołu.
-zabezpieczenie przed naciśnięciem przycisku przeciwnego do aktualnego kierunku posuwu, (jeśli jest wciśnięty jeden z przycisków kierunku lub trwa ruch z podtrzymaniem, przycisk przeciwnego kierunku nie działa).
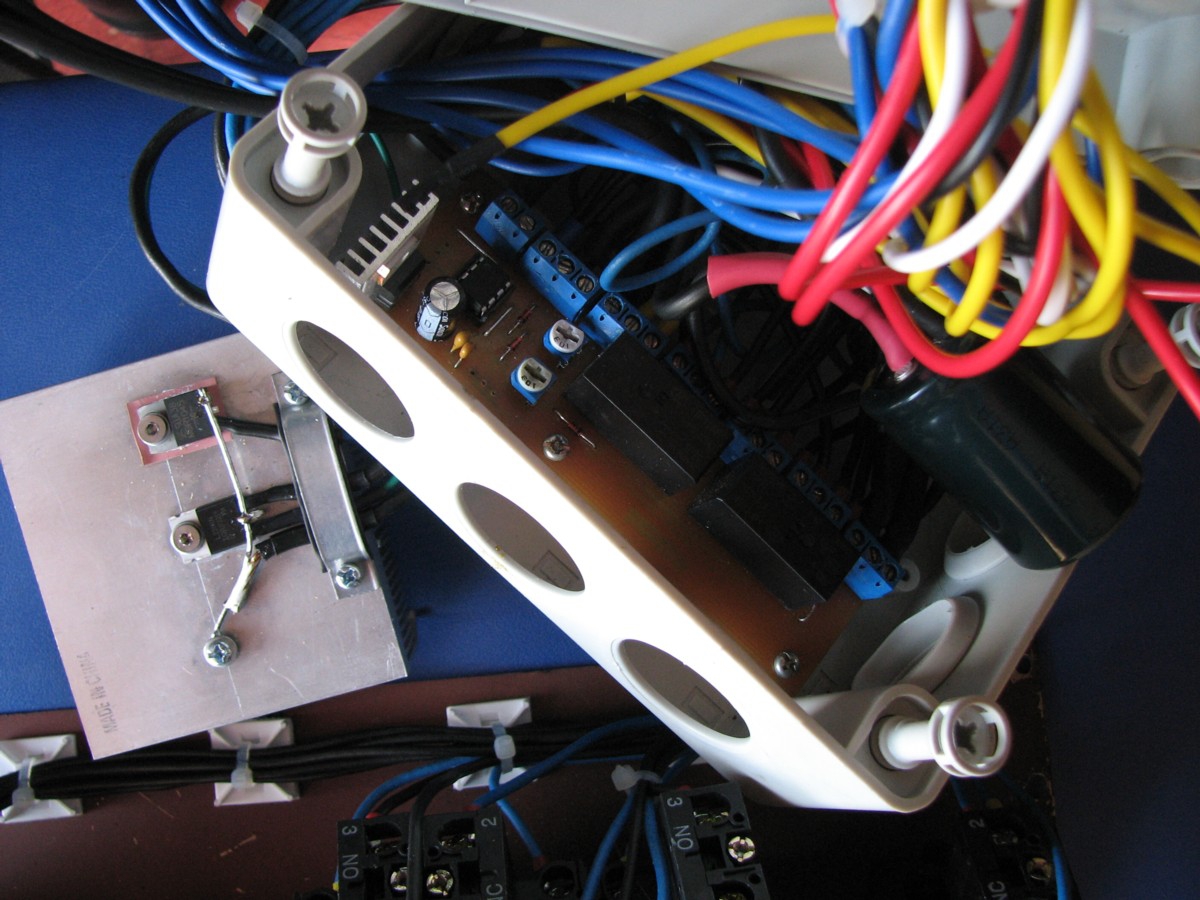
2. Modułu zasilacza-regulatora PWM. Jest to prosty klasyczny układ regulatora na NE555 i tranzystorze. Płytka została zaprojektowana i przygotowana metodą trawienia we własnym zakresie.. Potencjometr służy do regulacji wypełnienia przebiegu prostokątnego napięcia, a tym samym obrotów silnika napędowego. Pozwala regulować obroty silnika (posuw stołu) od 0 do max.
Potencjometry montażowe służą do ustawienia odpowiedniego zakresu regulacji na potencjometrze głównym tak, aby silnik ruszał tuż przy zerze potencjometru i obroty max osiągał przy jego końcu.
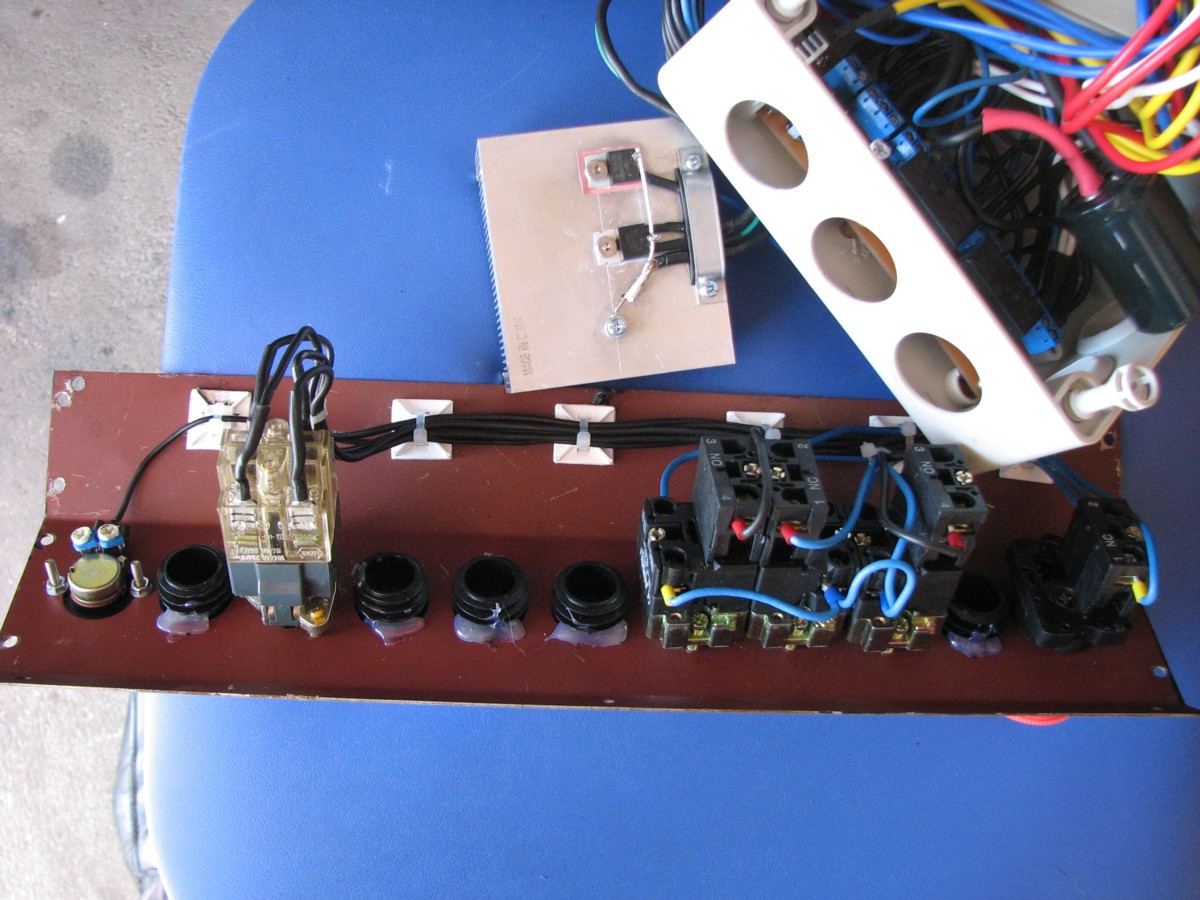
Na panelu sterowania zostały zamontowane kolejno od lewej:
-potencjometr regulacji szybkości auto-posuwu (wspomniany potencjometr zasilacza PWM)
-przełącznik trybu pracy auto-posuwu (z podtrzymaniem oraz druga możliwość impulsowo-dokładna regulacja)
-przycisk lewo z podświetleniem
-przycisk stop z podświetleniem
-przycisk prawo z podświetleniem
-przycisk bezpieczeństwa wyłączający całkowicie auto-posuw (gdyby coś zawiodło).
Zaślepki zapewniają miejsce na przyszłość.
Parametry auto-posuwu.
Przedstawiony auto-posuw pozwala na dokładną, płynną, liniową regulację prędkości posuwu stołu w osi X od 0 do ok. 114 mm/min, co odpowiada obrotom śruby napędowej stołu od 0 do ok. 28 obr/min. Napięcia na silniku w czasie pracy kształtują się przykładowo następująco: 8V dla 13 obr/min śruby, 12V dla 20 obr/min śruby, 16V dla obrotów maksymalnych 28obr/min.
Na maksymalnych obrotach silnik pobiera ok. 1A prądu, styki zastosowanych przekaźników 40A powinny być w tym układzie długowieczne.
Po montażu elementów auto-posuwu sprawdziłem ponownie geometrię maszyny, nie zanotowałem wpływu ich obecności na prostopadłość osi wrzeciona względem powierzchni stołu, ani na przesuwy stołu w osiach X i Y.
Filmy z pracy auto-posuwu:
Ostatnio zmieniony 29 sie 2014, 06:37 przez egojack1, łącznie zmieniany 1 raz.
egojack1, idź za ciosem i dorób jeszcze posuw osi YZ RomanJ4, źle sformułowałem pytanie, wiem że przez tą kulkę się smaruje tylko jak? Jakby była kalamitka to nie ma problemu ale z tym to nie wiem
RobiszToŹle pisze:egojack1, idź za ciosem i dorób jeszcze posuw osi YZ RomanJ4, źle sformułowałem pytanie, wiem że przez tą kulkę się smaruje tylko jak? Jakby była kalamitka to nie ma problemu ale z tym to nie wiem
Smaruje się w ten sposób, że używa się szpiczastej końcówki do smarownicy. Szpiczasta końcówka naciska kulkę, otwiera się dostęp wgłąb i wtedy tłoczy się smar do łożyska. Taką końcówkę mają nawet najtańsze smarownice.
JackSN napisał/a:
"egojack1 Czy przełożenie 1:1 silnika z wycieraczek ma rację bytu?"
Rozwiń pytanie, bo to zależy do czego ma służyć.
Dorobiłem do swojej ZX 7016 bardzo proste, choć skuteczne i ładnie się składające osłony prowadnic i śruby w osi Y.
Na zewnątrz gumowany materiał z dmuchanego materaca (jest bardzo mocny, choć miękki) stroną tkaninową do środka. Pomiędzy dwie warstwy tego materiału wstawione paski z podkładek korkowych (takich jak do kuchni) a na końcach harmonijki paski z cienkiego plastiku (ok. 1mm grube). Całość sklejona przemysłową taśmą dwustronnie klejącą w ten sposób, że pomiędzy wstawionymi paskami są 5mm przerwy, aby powstały składające się segmenty. Osłony do stolika przymocowane są również na taśmę dwustronnie klejącą (jest bardzo mocna) oraz na końcach dodatkowo na opaski zaciskowe (mam niechęć do wiercenia dodatkowych otworów w maszynie). Proste i skuteczne, koszt ~ 0, a zniknął problem z czyszczeniem prowadnic i śruby.
W koncu uzbieralem kase na Zoske, a tu nie mila niespodzianka . Cena z 1100 skoczyla na ponad 1300zl, chyba to tylko wakacyjna promocja byla, szkoda...
kaczyniak pisze:W koncu uzbieralem kase na Zoske, a tu nie mila niespodzianka . Cena z 1100 skoczyla na ponad 1300zl, chyba to tylko wakacyjna promocja byla, szkoda...
Technologiss nie wystawia swoich TS7016.
Myślałem nad zakupem ZX7016, ale bardziej przemawia do mnie oś Z na prowadnicach liniowych typu HIWIN 25 i osobny stół krzyżowy, który można z czasem zmodyfikować lub wymienić. Problem z wrzecionem do stali ...
kaczyniak pisze:W koncu uzbieralem kase na Zoske, a tu nie mila niespodzianka . Cena z 1100 skoczyla na ponad 1300zl, chyba to tylko wakacyjna promocja byla, szkoda...
Na stronie Makteka jest cena 1260,- jak dobrze pogadasz może jeszcze trochę z tego utargujesz:
Mówcie co chcecie, ale ja uważam, że ZX 7016 ma znakomity stosunek ceny do jakości i możliwości jakie daje. Maktek ZX 7016 i Technologis TS 7016 nie powinno się nazywać "Zośką" bo "Zośka" to maszyna różniąca się od powyższych wieloma rzeczami na minus, m. in. inny jest odlew podstawy, są w niej plastikowe obudowy łożysk oporowych śrub napędowych, brak ogranicznika głębokości wiercenia, inny włącznik itd. "Zośki" (bo napis "Zosia" widniał na maszynie) były sprowadzane przez kogoś i sprzedawane na aukcjach kilka lat temu, użytkownicy pokazywali je i omawiali, a także ulepszali na początku tego tematu.
Ostatnio zmieniony 05 wrz 2014, 23:39 przez egojack1, łącznie zmieniany 2 razy.

")









")
















")







