



Witam
Potrzebuję pomocy w konfiguracji EMC2 jakiś czas temu zbudowałem frezarkę pierwsze próby na Mach później brak czasu i frezarka poszła w odstawkę przeleżała półtora roku nadszedł czas na reanimację tym razem padło na Linuksa i EMC2 i zaczęły się schody, nie mogę przebrnąć przez, jak i gdzie podać skok śruby i dzielnik sterownika co w moim przypadku jest 1/8 bo bez tego żadem wymiar się nie zgadza i wszystkie parametry mam poza zasięgiem .Teoretycznie obszar roboczy maszyny powinien wynosić 32x27 cm a na chwilę obecną nie mam połowy .Wiem że zaraz ktoś napisze żeby zacząć od instrukcji lecz angielski to nie moja silna strona tak więc jak może ktoś pomóc to bardzo dziękuję
Pozdrawiam Robert
Potrzebna pomoc w konfiguracji EMC2


-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
")
- Posty w temacie: 5
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
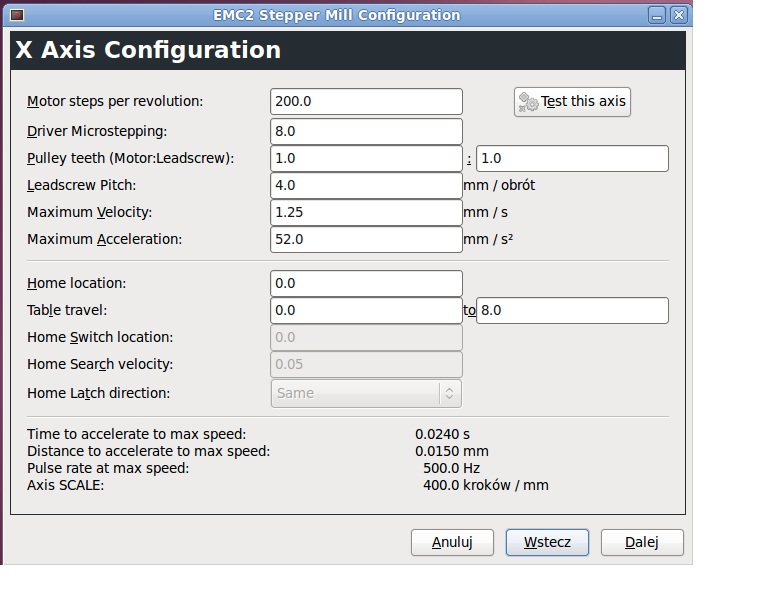
Uruchamiasz Stepconf Wizard i jak dojdziesz do konfiguracji osi, to masz od góry ilość kroków na obrót, ilość mikrokroków na krok, przełożenie przekładni (ilość zębów : ilość zębów) i skok śruby w milimetrach lub calach na obrót.
Elegancko jest wpisać prawdę, ale te wszystkie dane są podstawiane do jednego wzoru, z którego jest wyliczana ilość impulsów STEP na milimetr lub cal posuwu.
Tak więc czy wpiszesz 200 kroków/obrót i 8 mikrokroków czy też 1600 kroków/obrót i 1 mikrokrok, to na jedno wyjdzie.
.
Elegancko jest wpisać prawdę, ale te wszystkie dane są podstawiane do jednego wzoru, z którego jest wyliczana ilość impulsów STEP na milimetr lub cal posuwu.
Tak więc czy wpiszesz 200 kroków/obrót i 8 mikrokroków czy też 1600 kroków/obrót i 1 mikrokrok, to na jedno wyjdzie.
.
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Czy Ty przypadkiem nie przesadzasz ?
Jak czegoś nie rozumiesz, to skorzystaj ze słownika albo tłumacza Google.
A maszyna działa jak powinna, czyli z maksymalną prędkością 1.25 mm/s i na polu roboczym od 0 do 8 mm.
Nie jestem jasnowidzem i nie znam twojej maszyny.
A poza tym, to mam inne plany niż zrobić Ci całą konfigurację.
Jak nie umiesz, to się ucz, bo i tak ta wiedza będzie Ci potrzebna.
A "Maximum Acceleration" pewnie jest za duże i silnik będzie gubił kroki.
Tak mi się wydaje, bo wiedzieć przecież nie mogę.
Ten parametr to i tak się dopiero w maszynie ustala doświadczalnie.
Ustawia się jakąś wartość i na przykład robi
Czyli w jedną stronę jeździ szybko, a w drugą powoli i mierzy czy maszyna wraca w to samo miejsce.
.
Jak czegoś nie rozumiesz, to skorzystaj ze słownika albo tłumacza Google.
A maszyna działa jak powinna, czyli z maksymalną prędkością 1.25 mm/s i na polu roboczym od 0 do 8 mm.
Nie jestem jasnowidzem i nie znam twojej maszyny.
A poza tym, to mam inne plany niż zrobić Ci całą konfigurację.
Jak nie umiesz, to się ucz, bo i tak ta wiedza będzie Ci potrzebna.
A "Maximum Acceleration" pewnie jest za duże i silnik będzie gubił kroki.
Tak mi się wydaje, bo wiedzieć przecież nie mogę.
Ten parametr to i tak się dopiero w maszynie ustala doświadczalnie.
Ustawia się jakąś wartość i na przykład robi
Kod: Zaznacz cały
G1 X100 F50
G0 X0
G1 X100
....
-
robert557
Autor tematu - Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 6
- Posty: 41
- Rejestracja: 03 kwie 2006, 01:13
- Lokalizacja: Gostynin
Witamjarenio pisze:po prawj u góry istnieje również takli tajny magiczny przycisk z napisem "test this axis"
jak na niego klikniesz to możesz sobie przetestować oś..
Jeśli chodzi o ten tajny guziczek to oczywiście znalazłem go
Częściowo uporałem się z problemami pierwszy to źle zdefiniowane pole robocze a drugi to źle ustawione sterowniki były ustawione na 1/4 a nie jak myślałem 1/8 wymiary są prawidłowe wyfrezowaniu logo programu jest ok
Ale nadal nie kumam bazowania raz wjadę maszyną na skraj pola roboczego klikam bazowanie i jest ok a czasem o wiele mniejszy element podobnie zbazowany a program się upiera że jest źle
I jeszcze jedno jakim programem jest najłatwiej przygotować tekst do frezowania ?
-
 jarenio
jarenio
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 672
- Rejestracja: 06 paź 2008, 22:48
- Lokalizacja: TJE/KR
- Kontakt:
Z bazowaniem jest tak, że gdy masz ustawione prawdziwe wymiary w EMC, po wypadalo by, zebys bazował maszynę na krańcówkach, co w pewien sposób jest bez sensu... lepiej wpisać duuużo większe wymiary i bazowac do 0x0x0 materiału, a krańcówki używać jako limitów.
Ja tak bazuję plazme, dzieki temu mam 0x0x0 jam gdzie chcę i na wysokości materiału jaką chcę. A tak to u mnie wygląda
http://youtu.be/Wfmu8MNnb5M
http://wiki.linuxcnc.org/cgi-bin/emcinf ... Generators
pozycja 8
Ja tak bazuję plazme, dzieki temu mam 0x0x0 jam gdzie chcę i na wysokości materiału jaką chcę. A tak to u mnie wygląda
http://youtu.be/Wfmu8MNnb5M
http://wiki.linuxcnc.org/cgi-bin/emcinf ... Generators
pozycja 8
Pozdrawiam; Jarek
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Nie dość że mgliście piszesz, to jeszcze mylisz pojęcia.jarenio pisze:Z bazowaniem jest tak, że gdy masz ustawione prawdziwe wymiary w EMC, po wypadalo by, zebys bazował maszynę na krańcówkach, co w pewien sposób jest bez sensu... lepiej wpisać duuużo większe wymiary i bazowac do 0x0x0 materiału, a krańcówki używać jako limitów.
Ja tak bazuję plazme, dzieki temu mam 0x0x0 jam gdzie chcę i na wysokości materiału jaką chcę. A tak to u mnie wygląda
http://youtu.be/Wfmu8MNnb5M
Bazowanie na krańcówkach pozwala po pierwsze ustawić maszynę dokładnie w tej samej pozycji.
Dzięki temu można na przykład przywrócić obróbkę detalu przerwaną awarią sieci energetycznej.
Albo bardziej praktycznie mocować przedmioty obrabiane w imadło lub przyrządy.
Po drugie programowe limity mają sens tylko przy bazowaniu na krańcówkach.
Wtedy maszyna nie ruszy gdy program przekracza zakresy.
Już widziałem takie jajca, że materiał nadawał się na złom, bo maszyna wjechała w krańcówkę, a brakowało milimetra żeby wycięła.
Do łapania zera na przedmiotach mocowanych w losowych pozycjach służą offsety.
.
-
robert557
Autor tematu - Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 6
- Posty: 41
- Rejestracja: 03 kwie 2006, 01:13
- Lokalizacja: Gostynin
tuxcnc pisze:"tuxcnc" Mógł byś napisać w 2-u zdaniach jak korzystać z offsetu niestety nie radze sobie z tym jak materiał jest sporo większy od pola roboczego to ok ale jak nie na zapasu to sie zaczyna szopkajarenio pisze:
Do łapania zera na przedmiotach mocowanych w losowych pozycjach służą offsety.
.
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 17227
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
I to dopiero jest bez sensu. Kazda oś, czy ma krancówkę czy nie powinna byc zkonfigurowana tak jak ma zakres. Po zbazowaniu na początku osi maszyna nie ma prawa wyjechać poza limit ani programowo ani ręcznie. Po zakończeniu pracy zjeżdzasz na bazy i masz spokój. Widze że z krańcówkami macie więcej problemów jak ja bezjarenio pisze:. lepiej wpisać duuużo większe wymiary i bazowac do 0x0x0 materiału, a krańcówki używać jako limitów.






