



")
Rynek w tej chwili nie jest moim zdaniem zbyt dobry dla hobbystów potrzebujących czegoś więcej niż mała tokarka z chińskim rodowodem, ale nie potrzebujących dużej kilkutonowej tokarki. Reasumując to przeważnie mamy do wyboru nowe maszyny chińskie w różnych cenach, różniące się zapewne przejściem kontroli jakości w tych droższych wersjach lub stare tokarki w stanie kwalifikującym je jako złom użytkowy tylko w nieco droższej cenie za kg lub drogie jak dla kieszeni hobbysty tokarki po remoncie. Segment półprofesjonalnych tokarek dla małych warsztatów jest dość skromny. Skromny przynajmniej w Polsce. Tak więc od dłuższego czasu przeglądałem sobie strony z ogłoszeniami i powoli traciłem nadzieję na upolowanie czegoś odpowiadającego moim oczekiwaniom i w cenie do 8000PLN (tyle bowiem maksymalnie przeznaczyłem sobie na zakup tokarki. Oczywiście większość tych pieniędzy miała być z odsprzedaży moich dwóch starych tokarek, a w rachubę wchodziła tylko niewielka dopłata).
Jednak po kilku miesiącach szukania wreszcie mym oczom ukazało się takie "cuś" i to w okolicy umożliwiającej transport w rozsądnych pieniądzach.







Szybki telefon i umówiłem się na oględziny. Okazało się, że jest to tokarka z Tajwanu wyprodukowana najprowdopodobniej w okolicach 1985 roku (tak wynikało z opisu na silniku, który wydaje się oryginalny, jak zresztą cała farba na tokarce).

Jest to jeden z wielu typów TZW "belt drive lathes" popularnych szczególnie w USA, które występowały w wielu odmianach wielkościowych oraz pod wieloma nazwami. Dość dużo można o nich poczytać na:
http://www.lathes.co.uk/taiwan/
Charakteryzowały się dobrą jakością i możliwościami. Były takim stadium pośrednim między "mini lathes" i tokarkami przemysłowymi.
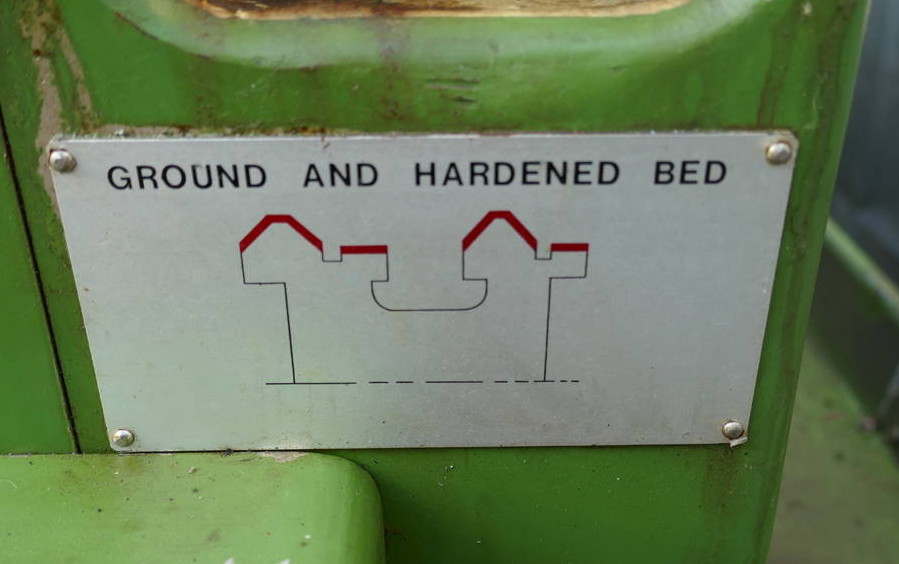
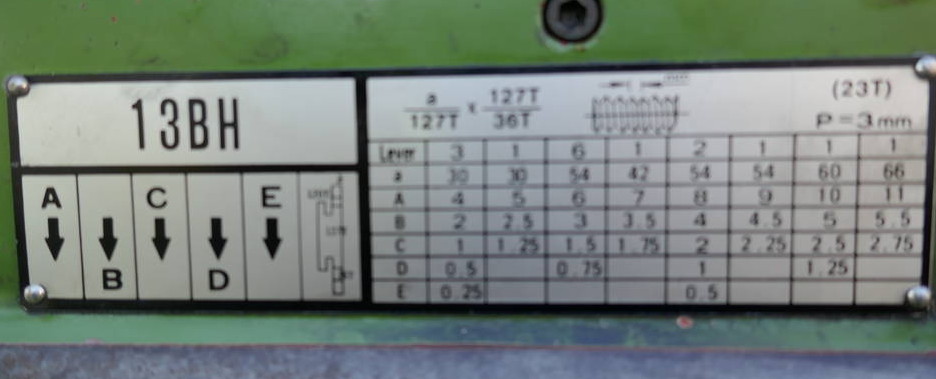
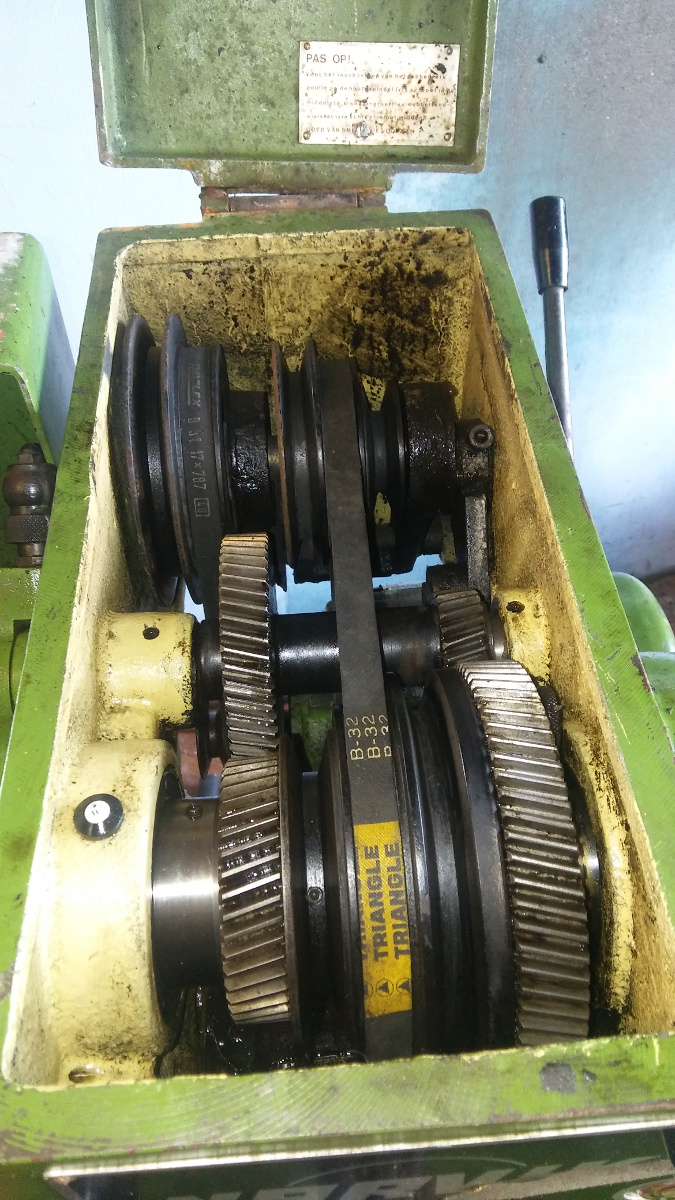
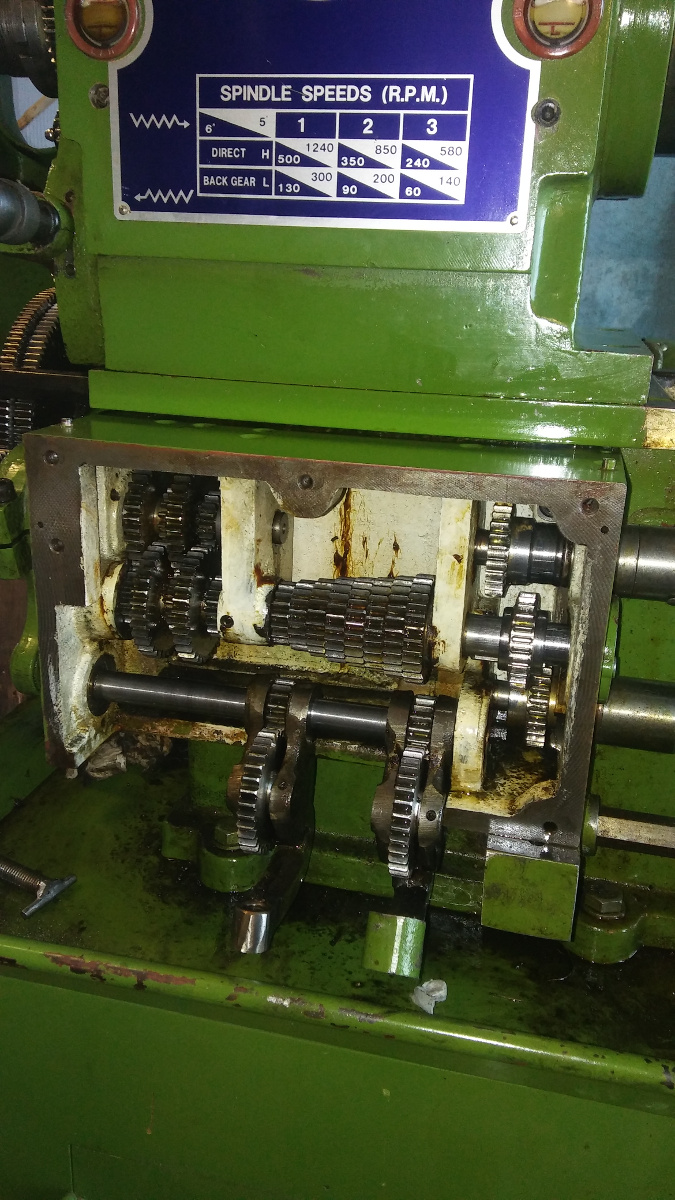
Teraz już moja tokarka Narvik jest z rodziny 13x36 czyli 13'' nad łożem i 36'' obróbki między kłami. Stożek we wrzecionie to MK5 przelot niecałe 40mm (39.6mm jeśli dobrze pamietam), stożek w koniku MK2 (są też wersje MK3), Wrzeciono w sytsemie CAMLOCK D4, łoże hartowane, posuwy automatyczne poprzeczny ni wzdłużny oraz praktycznie wszystkie gwinty calowe z jednego ustawienia kół gitary. Z metrycznymi jest gorzej i trzeba trochę pozmieniać, ale z jednego ustawienia dostępnych jest kilka najbardziej typowych gwintów metrycznych, a do innych trzeba się przestawiać ale to już jest rozsądny kompromis. Jest też wałek pociągowy i śruby używamy tylko do gwintów co jest dużym plusem. Prędkości od 60 do 1240rpm i zmieniane na paskach. Wydaje się upierdliwe i na pewno szybkość zmiany prędkości jest tutaj na minus w stosunku do chinki i TUMki jednak nie jest tak źle jak mogłoby się wydawać. Zresztą plusem takiego rozwiązania jest to że łatwiej wymienić pasek niż zębatki. Oczywiście skrzynia Nortona w pełnej okazałości i swej prostocie dobrze wróży przy ewentualnym remoncie...
... no i tutaj dochodzimy do stanu faktycznego. Otóż koła, zębatki, łoże i wrzeciono są w stanie idealnym. Po wymyciu ze starych smarów nie ma żadnych ubytków czy nawet śladów zużycia. Łoże bez żadnych dołków czy wytarcia. Bicie na wrzecionie nie zauważalne na normalnym setkowym czujniku zegarowym. Na trzpieniu wzorcowym na samym jego końcu (pewnie około 300mm od wrzeciona bicie na poziomie 0.02mm).
Oczywiście były też rzeczy, które wymagały poprawy. Okazało się, że tokarka musiała kiedyś zaliczyć glebę (pewnie podczas transportu tylko nie wiem czy kiedyś, kiedyś czy u owego człeka od którego ją odkupiłem) ponieważ wystające elementy typu dźwignie itp były połamane i pospawane. Otwory na skrzyni nortona były zaspawane, ponieważ podczas tegoż zdarzenia złamała się pokrywa. Pokrętło od suportu było chamsko zespawane. Oto efekty pracy "szalonego spawacza":






Pokrętło odciąłem od śruby gumówką, przedłużyłem końcówkę śruby i działa. Dziury w pokrywie też dorobiłem i też działa. Dorobiłem również nową dźwignię, a raczej zatrzask (chyba tak to można nazwać) do skrzyni nortona, ponieważ poprzednia była kawałkiem śruby wkręconym do mocowania dźwigni:




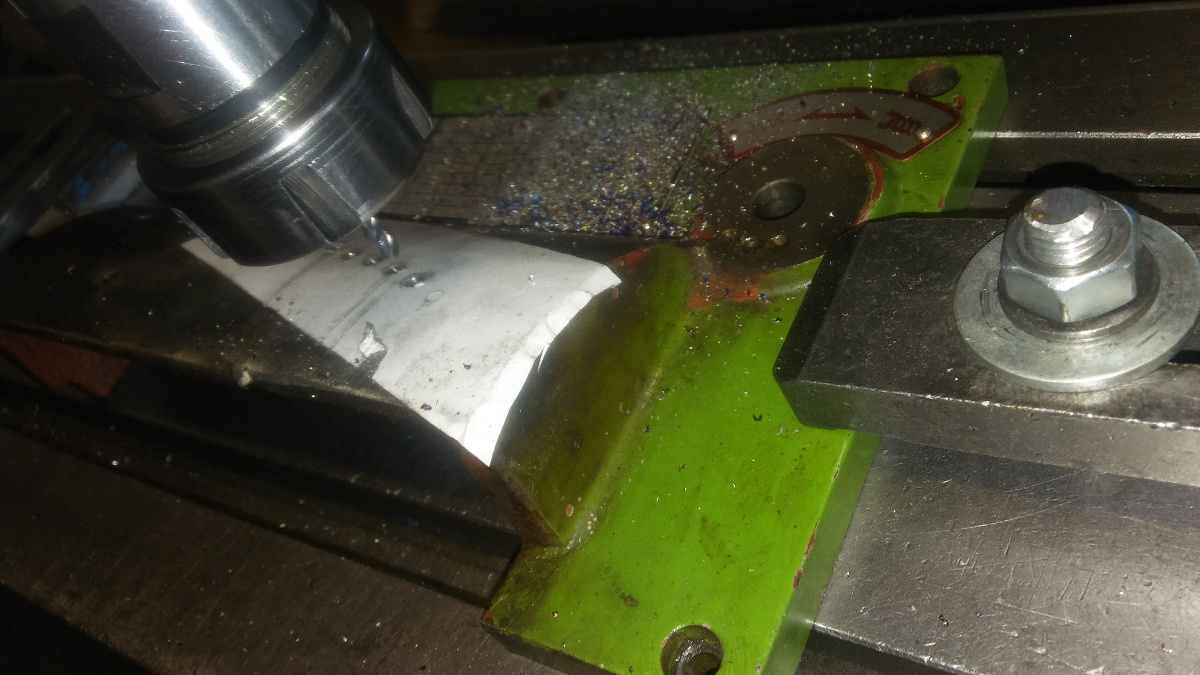

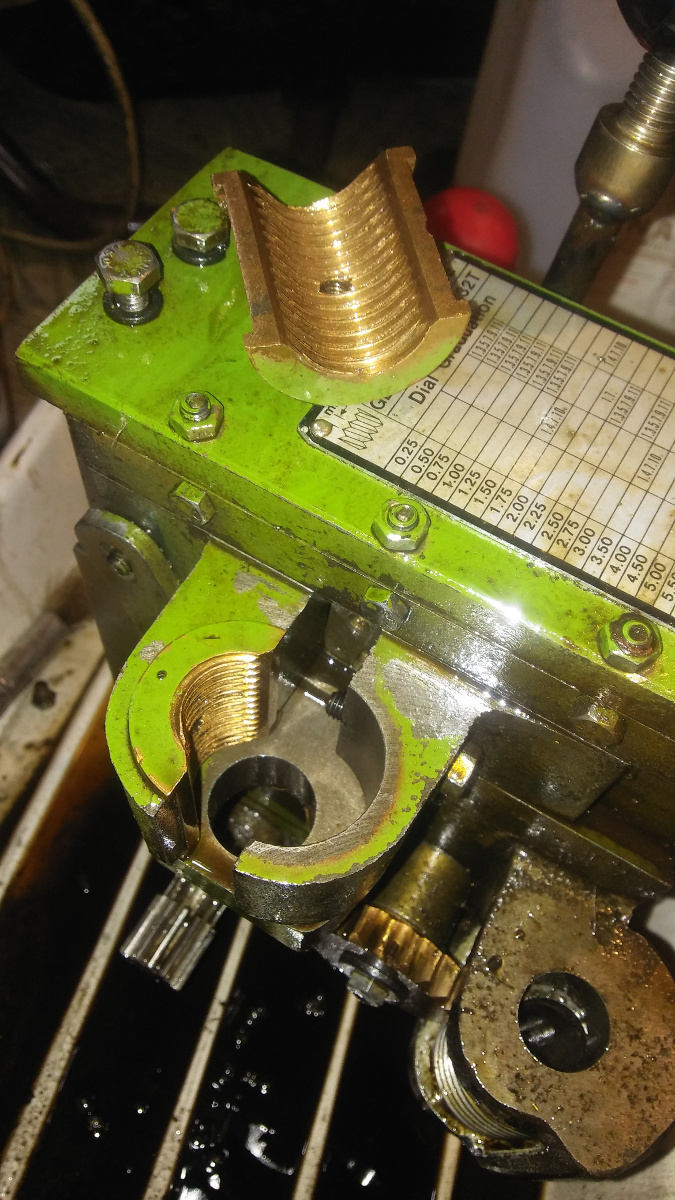
Generalnie rozebrałem całą tokarkę (oprócz wrzeciennika, który wyczyściłem i nasmarowałem. Spuściłem olej z komór w których osadzone są łożyska i zalałem nowym). Śruba był w kilku miejscach jakby pognieciona (zapewne od uderzenia). Pilnik i godzinka delikatnego "ślusarzenia" i śruba pozbyła się nierówności mogących kaleczyć nakrętkę dzieloną suportu. Przejdźmy do nakrętki - ta chyba miała najgorzej, poniewarz była oblepiona starum smarem i widać że ktoś zapinał ją na siłę, ponieważ miała odgniecenia na wierzchu. Tutaj też pilniczek i pasowanie do śruby. Idealnie i bez luzów udało się wszytko pilniczkami iglakami wyprowadzić.


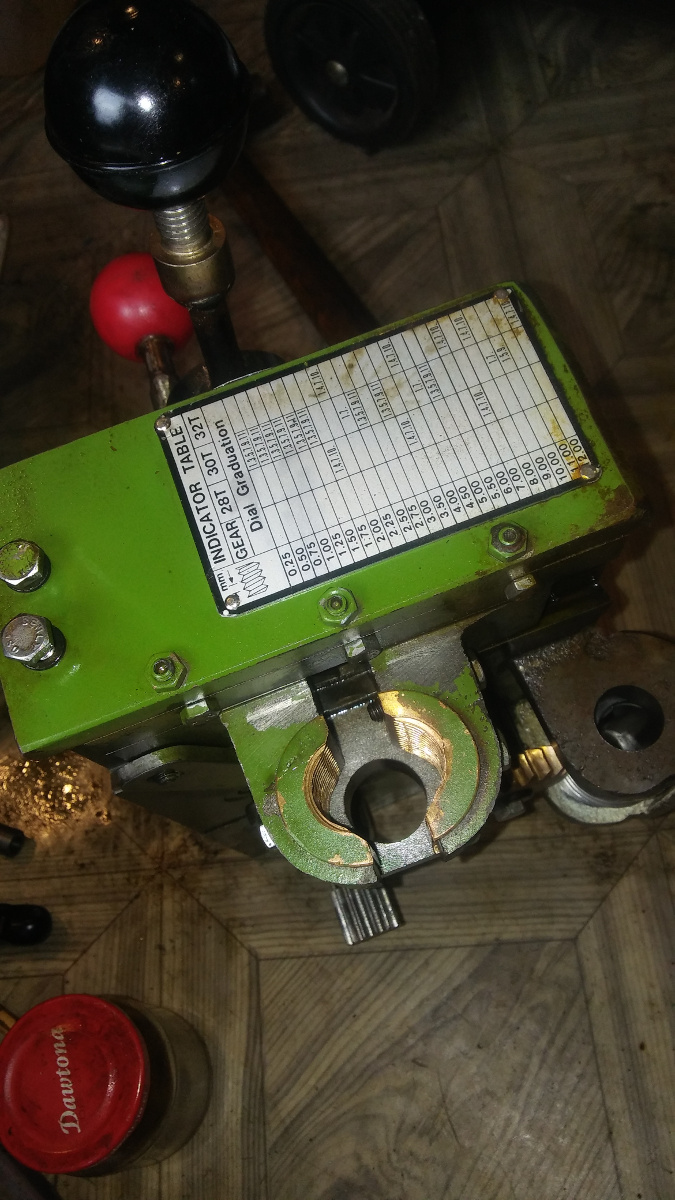
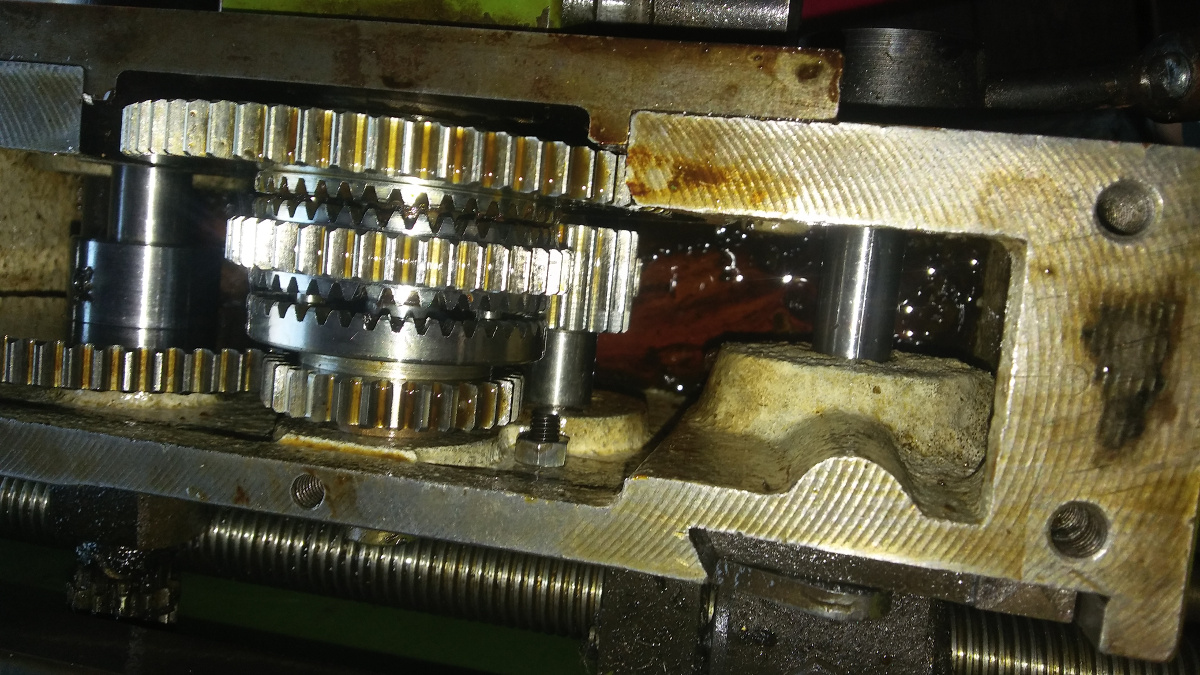
Wyczyściłem zębatki w suporcie i skrzyni nortona oraz gitarze:


Oczywiście rozebrałem cały suport i sanki oraz go wyczyściłem.
Strasznie zmasakrowana od środka była pinola konika. Kupiłem rozwiertak na stożek MK2 i poprawiłem w stopniu takim że teraz wszystko ładnie pasuje podczas wkładania kła lub wiertła na MK2. Nic nie lata i dobrze trzyma. Tutaj stożek MK3 byłby jednak lepszy jednak ja nie narzekam bo zostało mi trochę gadżetów po chince.
Imak na noże 16mm czyli tak jak w TUM25B. Do tego zegar do gwintów i mamy taki hobbystyczny "full wypas".
Niestety są też rzeczy denerwujące np. dziwne skoki śrub. O ile w suporcie poprzecznym musimy mnożyć x2 aby się na średnicy nie walnąć to na listwie zębatej suportu jest podziałka 0.15mm, w dodatku kończy się jakoś tak dziwnie i trzeba wszystko przeliczać. W koniu też nie jest najlepiej. Śrub wymieniać mi się nie chce. Chyba jednak trzeba będzie zainwestować w liniały bo tak to albo czujnik, albo liczenie podziałek, ale wcześnie czy później doprowadzi do błędu.
Następną przeszkadzajką jest to że pokrętło od szybkiego posuwu suportu (to na listwie zębatej) jest po prawej stronie. Trzeba zmienić przyzwyczajenia co jest trudne gdy człek nauczył się że miał koło po lewej, a wajchy po prawej.
Podczas pierwszego toczenia był mały "ZONK" ponieważ tokarka walnęła 1mm stożek na długości 5cm
Co do kwoty to udało mi się w zamierzonej kwocie zmieścić i nawet jeszcze parę stówek zostało. Generalnie jestem bardzo zadowolony, ponieważ nareszcie mam tokarkę, która do moich celów jest wręcz idealna. Mam cichą nadzieję, że jeśli jej nie uszkodzę w głupi sposób to mam tokarkę na długie lata bez remontowania. Teraz tylko imak szybkozmienny i liniały. Nawet kupiłem sobie falownik aby tak częto nie machać paskami, ale nie wiem czy jest sens go zakładać, bo zmiana pasków idzie naprawdę szybciej niż myślałem. Falownik może zostawię dla Bridgeporta, którego remontuję.





")






