



Chińskie wytaczadło mimośrodowe
-
staneley
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 2
- Posty: 123
- Rejestracja: 16 paź 2018, 22:00
Chińskie wytaczadło mimośrodowe
Czy miał ktoś z was okazję pracować takim wytaczadłem ? Chcę roztoczyć tuleję konika w moim tytanie 520 i pomyślałem ,że takim czymś da się to zrobić . Planuję w przyszłości kupić frezarkę więc będzie potem do frezarki. Cena jest dość atrakcyjna 170 zł. , pytanie tylko czy da się tym wytaczać.


-
rdarek
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 2124
- Rejestracja: 04 sty 2013, 23:30
- Lokalizacja: 3miasto
Re: Chińskie wytaczadło mimośrodowe
Tak mam
zapomnij nie na taką głębokość. Do tego są inne wytaczadła.
Poszukaj tematu nutoll w negliżu tam masz fotki i opis jak to zrobić
-
staneley
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 2
- Posty: 123
- Rejestracja: 16 paź 2018, 22:00
Re: Chińskie wytaczadło mimośrodowe
Ok zerknąłem pobieżnie i widzę że do konika to potrzebny będzie kawałek solidnego noża . A jeśli pracowałeś takim wytaczadłem to powiedz czy faktycznie da się nim roztoczyć otwór w duralu w setce na głębokość powiedzmy 30 mm?
-
Przemas2604
- Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 1
- Posty: 13
- Rejestracja: 11 wrz 2018, 12:36
Re: Chińskie wytaczadło mimośrodowe
Chcesz roztoczyc konik pod nowa tulej? Jak tak to robi sie w inny sposób...
-
rdarek
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 2124
- Rejestracja: 04 sty 2013, 23:30
- Lokalizacja: 3miasto
Re: Chińskie wytaczadło mimośrodowe
No właśnie
Tak. Ostatnio robiłem otwory 22mm w dwóch blachach stalowych na raz, razem na głębokość 40mm na skatowanej wiertarko frezarce (z luzami). Tylko muszą być przyzwoite noże, ja użyłem jakiegoś tam przerobionego wytaczaka trochę go skręciło ale dało radę.
Teraz będę przerabial zwykłe wytaczaki na płytki cctm06
-
 MrWaski
MrWaski
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 426
- Rejestracja: 26 sty 2020, 10:16
- Lokalizacja: Słocina
Re: Chińskie wytaczadło mimośrodowe
Nie chcę zakładać nowego wątku, więc zapytam tu.
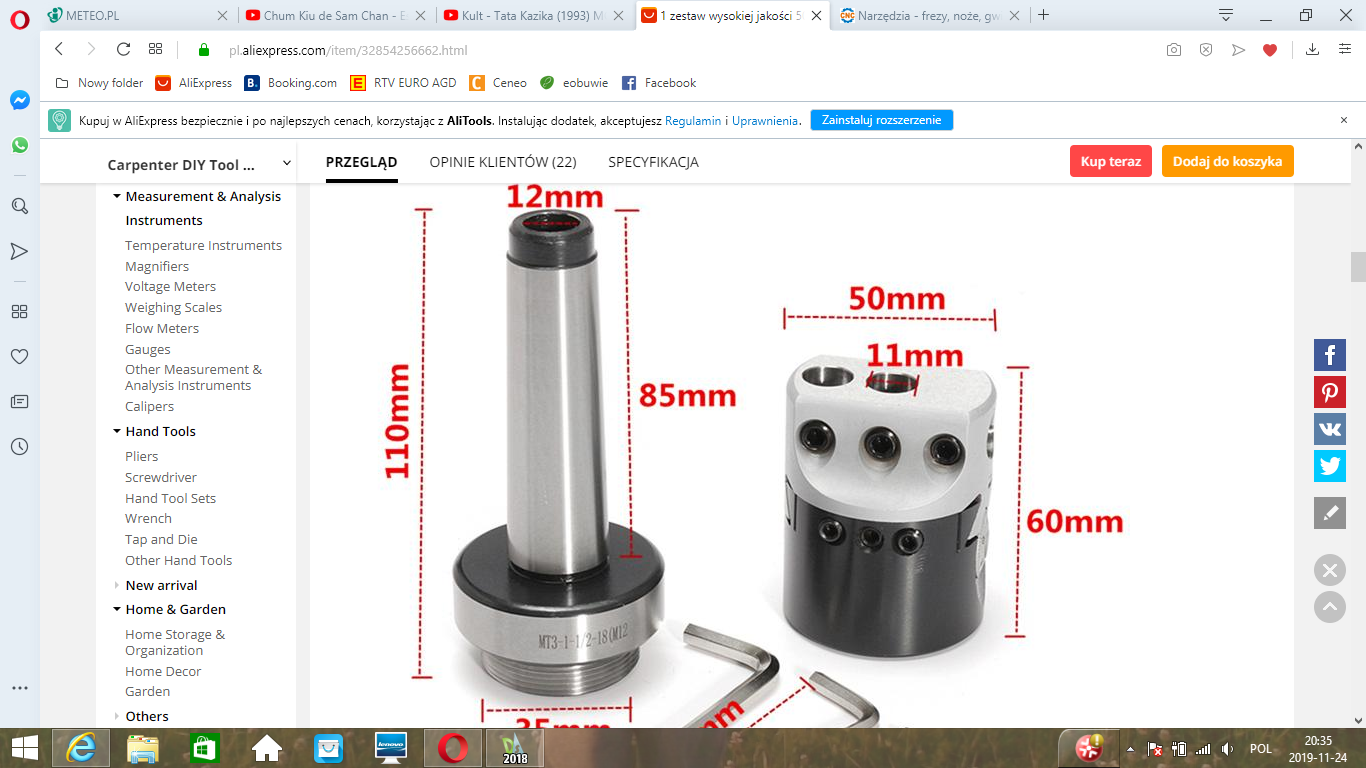
Zakupiłem takie wytaczadło: https://www.banggood.com/50mm-Boring-He ... rehouse=CN z uchwytem MK2 i kompletem noży. i zastanawiam się czy Zosia da radę wytoczyć tym otwór o średnicy 130 mm w blaszce grubości 10mm?
Zośka napędzana falownikiem ma minimalne obroty 200/min. Czy nie jest to za szybko? Przy mniejszych obrotach falownik wymięka i można wrzeciono ręką zatrzymać. Z drugiej strony jest to jakieś zabezpieczenie narzędzia przed połamaniem... bo ja wiem?!
Na razie zgłębiam temat przed przyjściem wytaczadła z Chin. Dodatkowo widzę problem z nożami, które są prawe. Należałoby zatem wiercić na lewych obrotach. Falownik to potrafi, ale uchwyt wytaczadła ma prawy gwint... Czyżbym musiał nawiercić i nagwintować jakiś otwór w wytaczadle pod śrubę do blokowania uchwytu?
Dodane 42 minuty 26 sekundy:
Przyszło mi do głowy, że mogę przecież zmniejszyć jeszcze trochę obroty poprzez zmianę przełożeń na pasku. Mam jeden pasek 100cm. Wywaliłem to koło pośrednie, bo z falownikiem nie miało ono sensu, a tylko się tłukło. Dodatkowo ten zabieg zwiększy moment obrotowy. Maksymalne obroty to nie problem. Falownik da się ustawić do 400 Hz, a teraz przy 150 Hz obroty mam ponad 3200/min. Za dużo nie chcę ustawiać, bo to nie szlifierka, a łożyska Zośki mogłyby tego nie przeżyć...
Zakupiłem takie wytaczadło: https://www.banggood.com/50mm-Boring-He ... rehouse=CN z uchwytem MK2 i kompletem noży. i zastanawiam się czy Zosia da radę wytoczyć tym otwór o średnicy 130 mm w blaszce grubości 10mm?
Zośka napędzana falownikiem ma minimalne obroty 200/min. Czy nie jest to za szybko? Przy mniejszych obrotach falownik wymięka i można wrzeciono ręką zatrzymać. Z drugiej strony jest to jakieś zabezpieczenie narzędzia przed połamaniem... bo ja wiem?!
Na razie zgłębiam temat przed przyjściem wytaczadła z Chin. Dodatkowo widzę problem z nożami, które są prawe. Należałoby zatem wiercić na lewych obrotach. Falownik to potrafi, ale uchwyt wytaczadła ma prawy gwint... Czyżbym musiał nawiercić i nagwintować jakiś otwór w wytaczadle pod śrubę do blokowania uchwytu?
Dodane 42 minuty 26 sekundy:
Przyszło mi do głowy, że mogę przecież zmniejszyć jeszcze trochę obroty poprzez zmianę przełożeń na pasku. Mam jeden pasek 100cm. Wywaliłem to koło pośrednie, bo z falownikiem nie miało ono sensu, a tylko się tłukło. Dodatkowo ten zabieg zwiększy moment obrotowy. Maksymalne obroty to nie problem. Falownik da się ustawić do 400 Hz, a teraz przy 150 Hz obroty mam ponad 3200/min. Za dużo nie chcę ustawiać, bo to nie szlifierka, a łożyska Zośki mogłyby tego nie przeżyć...
-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: Chińskie wytaczadło mimośrodowe
Te noże są do montowania w pionie.
Jak chcesz zamontować w poziomie, to musisz kupić/dorobić inne.
Na Zośce używałem tej głowicy tylko do planowania powierzchni, ale wtedy masz pinolę zaciśniętą na amen.
Przy roztaczaniu masz odwrotnie - musisz zablokować suporty, a pinola będzie sobie latać ...
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 12343
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Chińskie wytaczadło mimośrodowe
MrWaski pisze: Dodatkowo widzę problem z nożami, które są prawe. Należałoby zatem wiercić na lewych obrotach. Falownik to potrafi, ale uchwyt wytaczadła ma prawy gwint...
No i prawidłowo. Obroty do tego wytaczadła z prawymi nożami (https://darmet.com.pl/pl/blog-techniczn ... -od-lewego - pamiętaj, że noże pracują płytką w dół)
muszą być prawe (jak dla zwykłych wierteł).
Także prawy gwint chwytu Morse'a, gdyż opory toczenia noża będą nakręcać głowicę na chwyt zaciskając go, a nie luzując.
Roztaczałem takim (⌀50mm/Mk2) otwór w płycie ≠13mm do średnicy jak widać na zdjęciu (⌀ ponad 90mm).
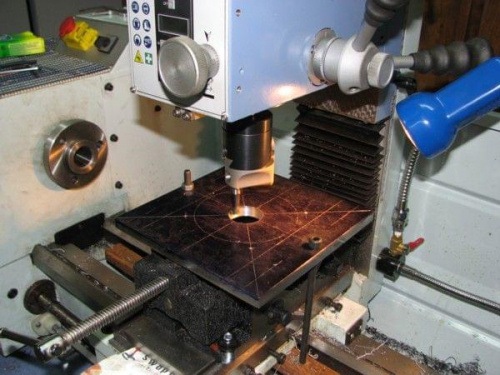
Nawet nieźle szło.
Teoretycznie wraz ze wzrostem średnicy prędkość obrotowa powinna się zmniejszać, ale to zależy od sztywności maszyny/narzędzia(by nie wpadało w drgania). 200 obrotów wystarczy przy mniejszej średnicy, przy większej się okaże.
Optymalne obroty są zależne od wytaczanej średnicy (prędkość skrawania Vc, dla spieków VHM w stali przyjmuje się typowo 100÷120m/min), więc teoretycznie w/g wzoru:
gdzie:
Dc – średnica narzędzia bądź detalu w mm.
otrzymamy n dla ⌀120mm → 100mm/min • 1000/120mm • 3,14 = 244,9779519843214obr/min, n≈245obr/min
ale w tym przypadku raczej należy je mocno zaniżyć ze względu na sztywność maszyny..
Zastosuj do wytaczanej w danym momencie średnicy możliwie krótki, sztywny nóż z zestawu, i ustaw go do stycznej (wytaczanego okręgu) tak, by kąt natarcia Ɣ ostrza był jak najbardziej dodatni (nawet gdyby trzeba płytkę lekko od spodu skośnie podszlifować)
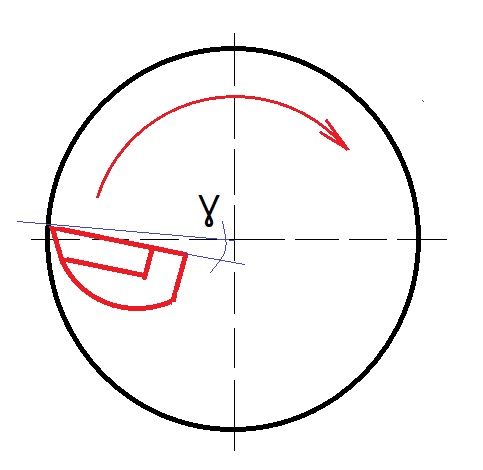
To zmniejszy opory skrawania i tendencję do wpadania w drgania...
I nie zapomnij, że przestawienie średnicy noża śrubą wytaczadła o 0,01mm powiększa wytaczaną średnicę o 0,02mm
pozdrawiam,
Roman
Roman






