#2
Post
napisał: typniepokorny86 » 04 paź 2018, 03:21
Witam,
1) włączasz oś C ( u mnie M19)
2) robisz referencję osi C ( u mnie G28 H0)
3) dobrym zwyczajem jest ustawienie osi C do zera bazy ( G0 C0)
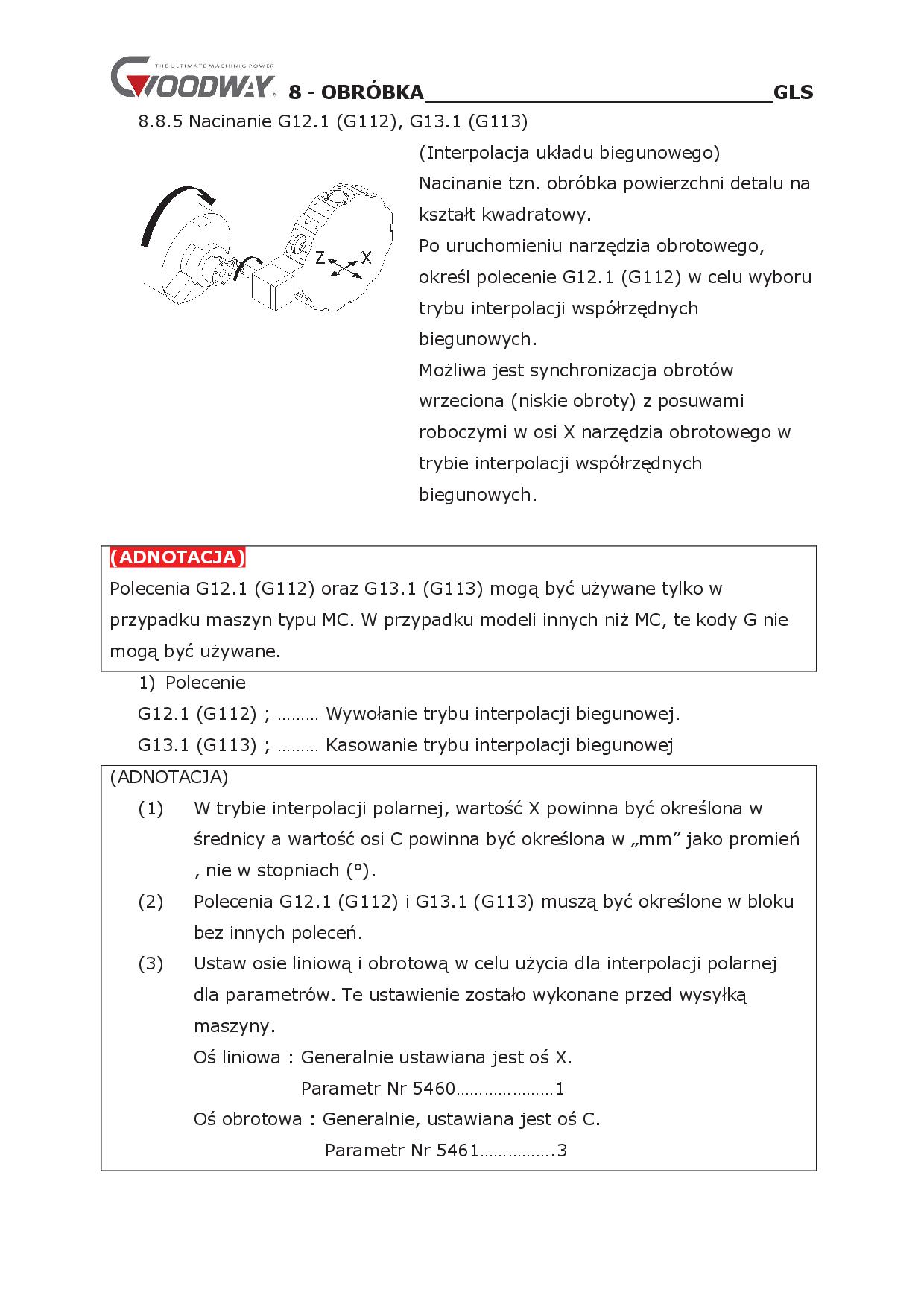
4) załączasz tryb interpolacji układu biegunowego ( G12.1 , G112)
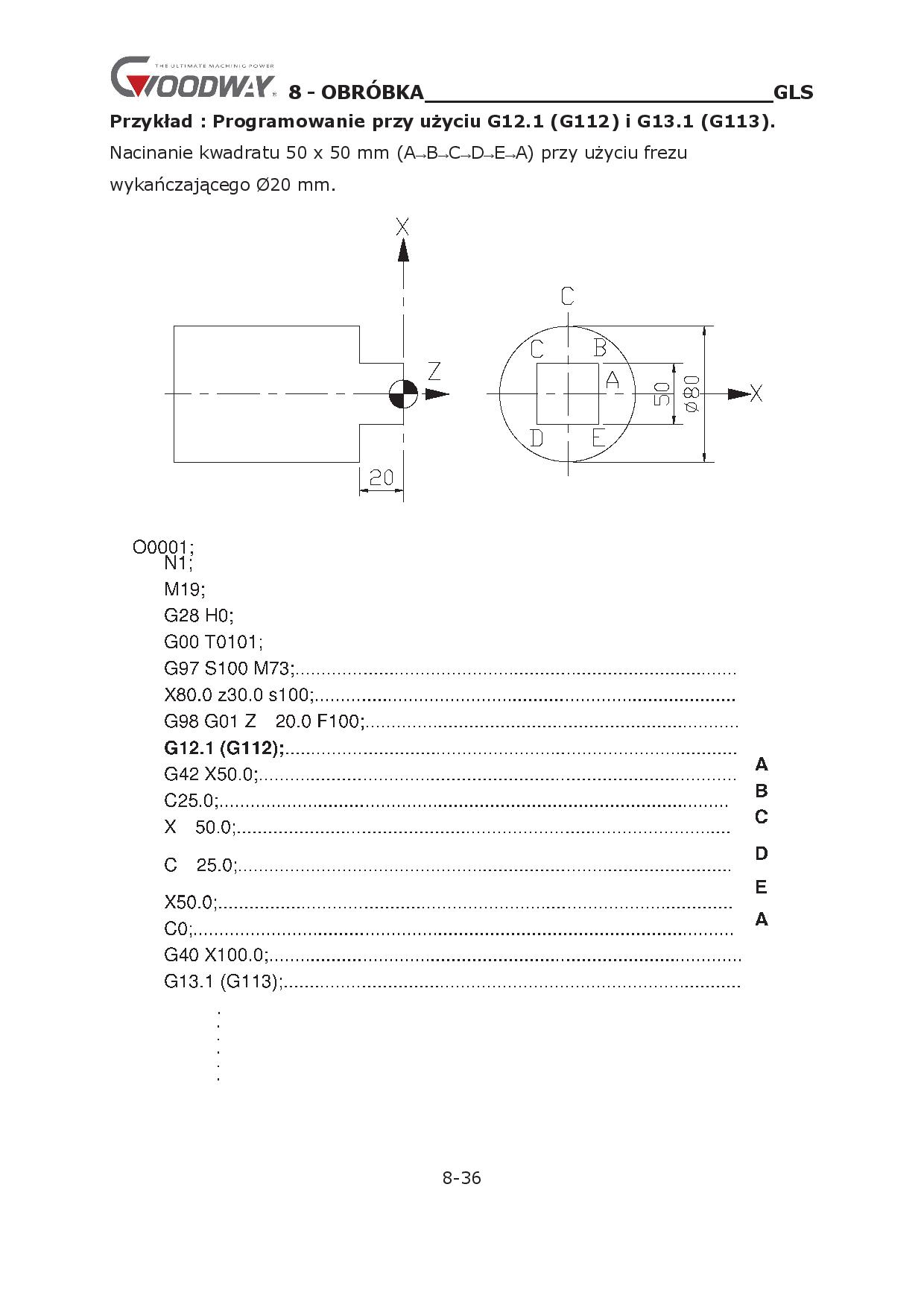
5) program jak dla frezarki, czyli układu kartezjańskiego, z tym że zamiast literki Y piszesz C, być może wartości w X trzeba pisać w wartościach średnicowych ( zależy jak ustawiona jest tokarka), zamiast G00 trzeba stosować G01 z dużą wartością posuwu, w tym trybie nie działają cykle wiertarskie
6) wyłączasz tryb interpolacji układu biegunowego ( G13.1, G113)
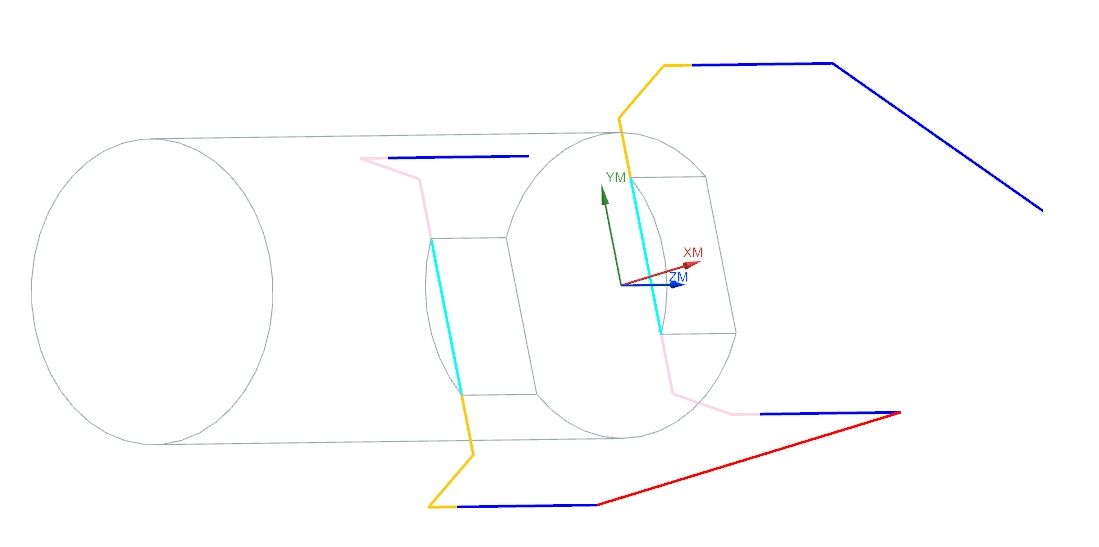
Dodatkowo może być taki myk, że jeśli przed załączeniem G12.1 ustawimy narzędzie nad osią lub pod osią, to samo frezowanie będzie wykonywane pod lub nad osią.
Np frezowanie po konturze kwadratu 20 x 20 mm, np pod osią
M19
G28 H0
G0 C0
X-1.
G112
G98
G1 X20. C0 F3000.
Z0 F200.
C-10.
X-20.
C10.
X20.
C0
Z10. F3000.
G113
Wywód oparty na maszynie Goodway i sterowaniu Fanuc 0i-TD. Jak znajdę to złączę wycinek instrukcji.




")


")

")