
można nawet pokryć tuszem materiał by było łatwiej sprawdzić...
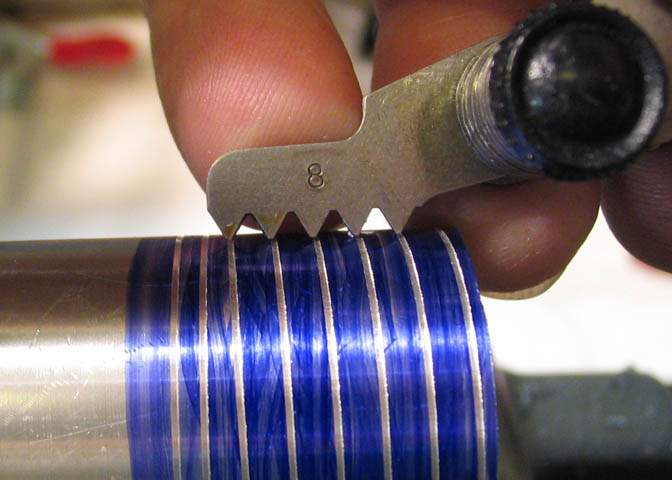
a po skończeniu sprawdzić


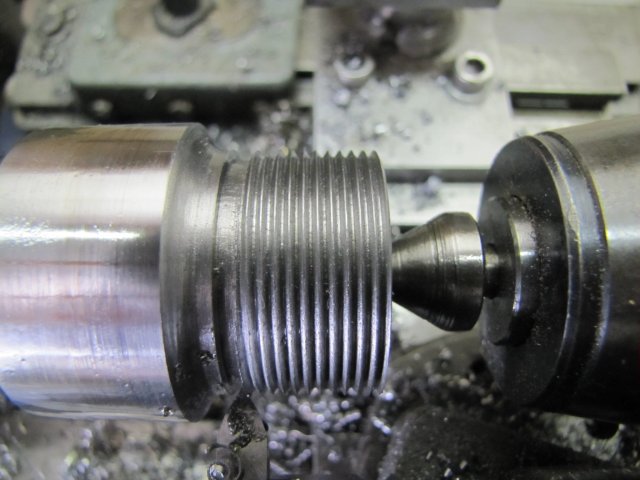
a tak przy okazji, jakbyś musiał przetaczać śruby łapiąc za gwint.. kawałek miękkiej przeciętej rurki alu lub miedzianej
Obsługa, Programowanie i Budowa Maszyn Numerycznych





")


")
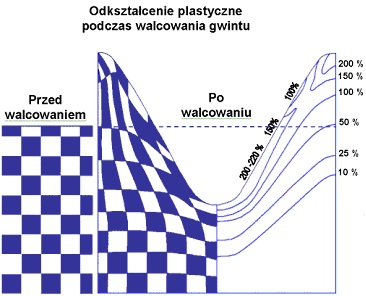
Wałek przed gwintowaniem plastycznym powinien być obrabiany na średnicę bliską średnicy podziałowej, a nie zewnętrznej-0,2mm jak przy ubytkowej (przyp. R.), przy czym ostateczny wymiar ustala się na drodze prób..
")
Że masz ją niewypoziomowaną. Po prostu krzywo stoi i "zwichrowanie" łoża powoduje tak dużą różnicę.ak47 pisze:pytam tylko z czystej ciekawości co byście powiedzieli gdybyście posiadali taką maszynę





ak47 pisze:Miałem dziś okazję przetaczać wałek długości 1 metra.
Mam nadzieję, że bez podparcia w znaczeniu bez podtrzymki a nie bez podparcia kłemak47 pisze:wałek toczyłem bez podparcia,...






