



testowanie nowych wersji CNConv (przed oficjalną premierą)
-
 pitsa
pitsa
Autor tematu - Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 29
- Posty: 4472
- Rejestracja: 13 wrz 2008, 22:40
- Lokalizacja: PL,OP
Jest mały drobiazg do poprawki w osi Z. Jeśli zjedzie się na ujemne Z (czasem trzeba, np. przy bazowaniu ręcznym) i kliknie na parkuj, to maszyna parkuje do zadanej wartości Z ale po ujemnej stronie. Ustaw punkt parkowania 0 0 10, maszyną pojedź na 0 0 -1, kliknij parkuj i jedzie do 0 0 -10.
zachowanie spokoju oznacza zdolności do działania
ᐃ 🜂 ⃤ ꕔ △ 𐊅 ∆ ▵ ߡ
ᐃ 🜂 ⃤ ꕔ △ 𐊅 ∆ ▵ ߡ
Tagi:


-
prokopcio
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 43
- Posty: 1127
- Rejestracja: 11 sty 2005, 13:03
- Lokalizacja: Grodków
- Kontakt:
zrobić kopię!
http://proma-elektronika.pl/download/pr ... etup14.exe
pobrać i testować zmienił się numerek ponieważ sporo zmian (niewidocznych dla wWas) zaszło również w programie kontrolera.
zmienił się numerek ponieważ sporo zmian (niewidocznych dla wWas) zaszło również w programie kontrolera.
Głównie drobne poprawki oraz kilka usprawnień:
1. ctrl+F5 ładuje ponownie plik z dysku. Program sprawdza przed wykonaniem czy czasem się nie zmienił plik na dysku i o tym informuje.
2. ctrl+0..9 - automatyczne wczytywanie pliku o nazwie aktualnego pliku zaczynającej się od innego numeru np. 1_praca.plt; 2_praca.plt itd.....
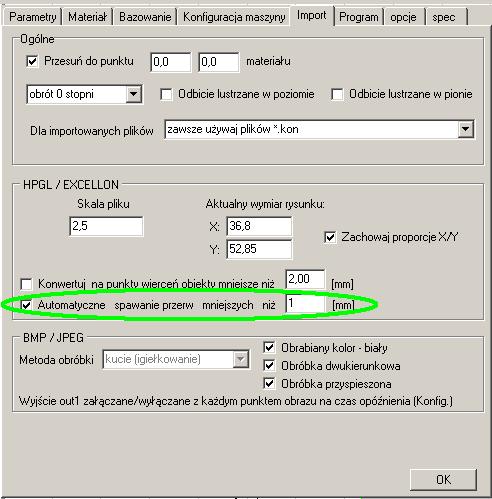
3. w zakładce import można zaznaczyć żeby zawsze/nigdy ładował parametry z pliku *.kon.
4. dodano zakładkę specjalne w której będę umieszczał indywidualne wymysły użytkowników.
5. zmieniła się mocno wewnętrzna organizacja obsługi wejść przez co należy odpowiednio skonfigurować piny wejść i zaznaczyć ewentualne opcje "neguj".
6. dodałem możliwość obrócenia polaryzacji sygnałów step co wymagały niektóre sterowniki silników.
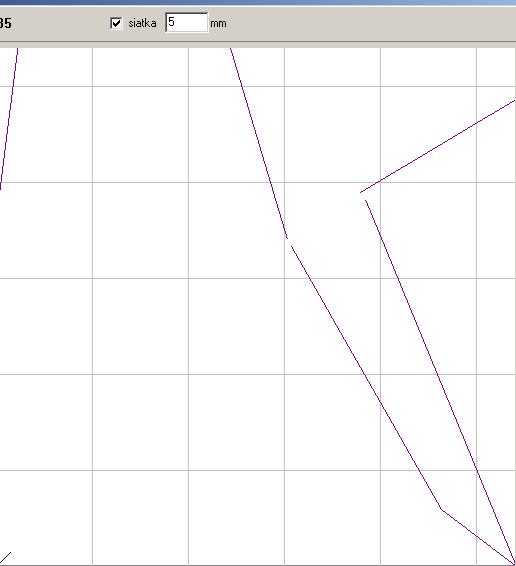
7. dodałem opcję "spawania" niedociągnięć które czasem występują podczas eksportu do hpgl przez co czasem mimo kilku połączonych odcinków program w pliku PLT występowały komendy podniesienia narzędzia, opuszczenia i jazdy dalej.

[ Dodano: 2011-10-20, 14:59 ]
acha ... ważne - powrót do poprzedniej wersji programu w kontrolerze będzie możliwy tylko i wyłącznie poprzez uruchomienie poprzedniej wersji programu bez podłączonego kontrolera - uruchomienie z zakładki program programu ProgramFirmWare i dopiero podpięcie kontrolera !!!
http://proma-elektronika.pl/download/pr ... etup14.exe
pobrać i testować
Głównie drobne poprawki oraz kilka usprawnień:
1. ctrl+F5 ładuje ponownie plik z dysku. Program sprawdza przed wykonaniem czy czasem się nie zmienił plik na dysku i o tym informuje.
2. ctrl+0..9 - automatyczne wczytywanie pliku o nazwie aktualnego pliku zaczynającej się od innego numeru np. 1_praca.plt; 2_praca.plt itd.....
3. w zakładce import można zaznaczyć żeby zawsze/nigdy ładował parametry z pliku *.kon.
4. dodano zakładkę specjalne w której będę umieszczał indywidualne wymysły użytkowników.
5. zmieniła się mocno wewnętrzna organizacja obsługi wejść przez co należy odpowiednio skonfigurować piny wejść i zaznaczyć ewentualne opcje "neguj".
6. dodałem możliwość obrócenia polaryzacji sygnałów step co wymagały niektóre sterowniki silników.
7. dodałem opcję "spawania" niedociągnięć które czasem występują podczas eksportu do hpgl przez co czasem mimo kilku połączonych odcinków program w pliku PLT występowały komendy podniesienia narzędzia, opuszczenia i jazdy dalej.
[ Dodano: 2011-10-20, 14:59 ]
acha ... ważne - powrót do poprzedniej wersji programu w kontrolerze będzie możliwy tylko i wyłącznie poprzez uruchomienie poprzedniej wersji programu bez podłączonego kontrolera - uruchomienie z zakładki program programu ProgramFirmWare i dopiero podpięcie kontrolera !!!
-
pitsa
Autor tematu - Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 29
- Posty: 4472
- Rejestracja: 13 wrz 2008, 22:40
- Lokalizacja: PL,OP
Jaka jest prawidłowa kolejność włączania maszyny sterowanej programem CNConv?
Tak:
Włożyć (czytaj: upewnić się czy jest podłączone) wtyczkę USB do komputera.
Włączyć maszynę CNC.
Włączyć komputer.
Włączyć program.
czy tak:
Włączyć komputer i upewnić się czy kontroler jest podłączony do USB.
Włączyć maszynę CNC.
Włączyć program CNConv.
Tak:
Włożyć (czytaj: upewnić się czy jest podłączone) wtyczkę USB do komputera.
Włączyć maszynę CNC.
Włączyć komputer.
Włączyć program.
czy tak:
Włączyć komputer i upewnić się czy kontroler jest podłączony do USB.
Włączyć maszynę CNC.
Włączyć program CNConv.
zachowanie spokoju oznacza zdolności do działania
ᐃ 🜂 ⃤ ꕔ △ 𐊅 ∆ ▵ ߡ
ᐃ 🜂 ⃤ ꕔ △ 𐊅 ∆ ▵ ߡ
-
oprawcafotografii
- Lider FORUM (min. 2000)
- Posty w temacie: 19
- Posty: 6365
- Rejestracja: 29 kwie 2009, 10:11
- Lokalizacja: Kraków / Jaworzno / Kopanka
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 17226
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Nie jestem testerem programu CNConv i raczej się na to nie zanosi ale mam jedną uwagę odnośnie uruchamiania.pitsa pisze:
Włożyć (czytaj: upewnić się czy jest podłączone) wtyczkę USB do komputera.
Włączyć maszynę CNC.
Włączyć komputer.
Włączyć program..
Jeżeli program ma wyjść poza zastosowania zabawowo-hobbystyczne to maszynę ma włączać i wyłączać jednym przyciskiem ( niekoniecznie tym samym
Wciskam zielony - maszyna po chwili (najlepiej krótkiej) gotowa do pracy,
po zjeździe na bazy, wciskam czerwony i wszystko wyłączone.
-
pitsa
Autor tematu - Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 29
- Posty: 4472
- Rejestracja: 13 wrz 2008, 22:40
- Lokalizacja: PL,OP
To byłoby ciekawe gdyby włączać maszynę z poziomu programu. 
Ale to marzenia na przyszłość. Teraz trzeba zachować odpowiednią procedurę uruchamiania.
Jak na razie jest taki obsługiwany taki uniwersalny czerwony przycisk E-stop.
Przydałoby się jeszcze minimum przycisk start działający na pewniaka jak E-stop. Może coś z tą opcją "układ pompy ładunkowej" w sterowniku od zelrp?
Była kiedyś mowa o możliwości sterowania programem jakąś klawiaturką lub panelem z przyciskami. Myślę, że byłoby to możliwe wysyłając po jednym pinie odpowiednie sekwencje kodujące...
Ale to marzenia na przyszłość. Teraz trzeba zachować odpowiednią procedurę uruchamiania.
Jak na razie jest taki obsługiwany taki uniwersalny czerwony przycisk E-stop.
Przydałoby się jeszcze minimum przycisk start działający na pewniaka jak E-stop. Może coś z tą opcją "układ pompy ładunkowej" w sterowniku od zelrp?
Była kiedyś mowa o możliwości sterowania programem jakąś klawiaturką lub panelem z przyciskami. Myślę, że byłoby to możliwe wysyłając po jednym pinie odpowiednie sekwencje kodujące...
zachowanie spokoju oznacza zdolności do działania
ᐃ 🜂 ⃤ ꕔ △ 𐊅 ∆ ▵ ߡ
ᐃ 🜂 ⃤ ꕔ △ 𐊅 ∆ ▵ ߡ
-
prokopcio
- ELITA FORUM (min. 1000)
- Posty w temacie: 43
- Posty: 1127
- Rejestracja: 11 sty 2005, 13:03
- Lokalizacja: Grodków
- Kontakt:
1. Pospinać wszystko razem
2. Włączyć zasilanie sterowników dopiero gdy kontroler jest zasilany z USB (na stykach nie-zasilanego/niepracującego kontrolera występują stany nieustalone co może powodować w niektórych przypadkach "mruczenie" lub kręcenie się silników...)
co do programu to nie powinno mieć żadnego wpływu kiedy zostanie uruchomiony. Należy pamiętać że przez niezasilone układy pośrednie (płyty główne itp.) nie przejdzie prawidłowo sygnał z krańcówek itp. co będzie skutkowało nieprawidłowymi wskazaniami stanów wejść kontrolera w programie.
[ Dodano: 2011-10-22, 00:56 ]
ps. nad szacowaniem czasu obróbki dopiero pracuję więc proszę się nie czepiać nieprawidłowych wskazań - można jedynie porównać przy różnych ustawieniach ponieważ szybciej często znaczy dużo wolniej
2. Włączyć zasilanie sterowników dopiero gdy kontroler jest zasilany z USB (na stykach nie-zasilanego/niepracującego kontrolera występują stany nieustalone co może powodować w niektórych przypadkach "mruczenie" lub kręcenie się silników...)
co do programu to nie powinno mieć żadnego wpływu kiedy zostanie uruchomiony. Należy pamiętać że przez niezasilone układy pośrednie (płyty główne itp.) nie przejdzie prawidłowo sygnał z krańcówek itp. co będzie skutkowało nieprawidłowymi wskazaniami stanów wejść kontrolera w programie.
[ Dodano: 2011-10-22, 00:56 ]
ps. nad szacowaniem czasu obróbki dopiero pracuję więc proszę się nie czepiać nieprawidłowych wskazań - można jedynie porównać przy różnych ustawieniach ponieważ szybciej często znaczy dużo wolniej
-
pitsa
Autor tematu - Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 29
- Posty: 4472
- Rejestracja: 13 wrz 2008, 22:40
- Lokalizacja: PL,OP
OK. No to teraz jasna sprawa:prokopcio pisze: co do programu to nie powinno mieć żadnego wpływu kiedy zostanie uruchomiony.
1. Wszystko spięte (zawsze przed podaniem zasilania, pomimo że jest to USB, to ma być "na stałe").
2. Włączyć komputer i program (tu może jakiś przekaźnik dać do załączania maszyny i punkt następny zniknie?).
3. Włączyć maszynę.
Teraz będę się trzymał tej kolejności.
Trochę za często rozłączałem i w różnych kolejnościach włączałem, że udało mi się trafić na te stany nieustalone. Czasem nawet specjalnie aby sprawdzić kontroler.
Ciekaw jestem jaki jest zakres wpływu tych stanów nieustalonych. Czy te stany nieustalone mogą sprawić, że zanim włączy się wykonanie programu poruszanie ręczne osiami może być w kontrolerze inaczej ustawione niż w programie? Próbuję sobie wyjaśnić przypadek gdy zaraz po włączeniu osie zamieniły mi się miejscami (klikam na jedną strzałkę, a oś jedzie jakbym kliknął na strzałkę innej osi). Wnioskuję z tego, że zaraz po włączeniu programu i przejściu do tryby praca, sprawdzane jest tylko połączenie z kontrolerem. Parametry pracy wysyłane są dopiero po kliknięciu na "Start" oraz przy wyjściu z programu. Po przypadku dziwnego ruchu profilaktycznie na starcie włączałem i wyłączałem program i pracę zaczynałem za drugim włączeniem - w takim przypadku nie zdarzyły się dziwne zachowania.
To tylko takie moje dociekania "testera tego programu".
zachowanie spokoju oznacza zdolności do działania
ᐃ 🜂 ⃤ ꕔ △ 𐊅 ∆ ▵ ߡ
ᐃ 🜂 ⃤ ꕔ △ 𐊅 ∆ ▵ ߡ
-
prokopcio
- ELITA FORUM (min. 1000)
- Posty w temacie: 43
- Posty: 1127
- Rejestracja: 11 sty 2005, 13:03
- Lokalizacja: Grodków
- Kontakt:
Nie powinno to mieć żadnego znaczenia - kontroler teraz jest zawsze konfigurowany "na nowo" po wykryciu (tak dla pewności)... jeśli coś się za przeproszeniem "pieprzy" to tylko i wyłącznie z niedopatrzenia autora programupitsa pisze:Ciekaw jestem jaki jest zakres wpływu tych stanów nieustalonych. Czy te stany nieustalone mogą sprawić, że zanim włączy się wykonanie programu poruszanie ręczne osiami może być w kontrolerze inaczej ustawione niż w programie? Próbuję sobie wyjaśnić przypadek gdy zaraz po włączeniu osie zamieniły mi się miejscami (klikam na jedną strzałkę, a oś jedzie jakbym kliknął na strzałkę innej osi). Wnioskuję z tego, że zaraz po włączeniu programu i przejściu do tryby praca, sprawdzane jest tylko połączenie z kontrolerem. Parametry pracy wysyłane są dopiero po kliknięciu na "Start" oraz przy wyjściu z programu. Po przypadku dziwnego ruchu profilaktycznie na starcie włączałem i wyłączałem program i pracę zaczynałem za drugim włączeniem - w takim przypadku nie zdarzyły się dziwne zachowania.
To tylko takie moje dociekania "testera tego programu".
Co do kolejności to nie trzeba się tego trzymać "krytycznie" - jedyne uzasadnione postępowanie jest takie, żeby nie uruchamiać sterowników z podpiętym kontrolerem od strony gniazda DB25 a nie podpiętym do USB lub nie włączonym komputerze... To też nie jest krytycznie bo dotyczy tylko niektórych sterowników z wejściami o dużej czułości.
niekoniecznie - można podpinać odpinać przy włączonym komputerze i programie tak jak zezwala specyfikacja usb ale jest wskazane, żeby podczas odpinania/podpinania zasilanie sterowników było odłączone.pitsa pisze:zawsze przed podaniem zasilania, pomimo że jest to USB, to ma być "na stałe").
to temat na nowe posty a tutaj proszę szukać błędów (krytycznych)
chciałbym zamieścić oficjalną wersję bo ta "stabilna 12" jest już troszkę przestarzała.






