



Spawanie i lutospawanie cienkich blach karoseryjnych
-
InzSpawalnik
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 4
- Posty: 1687
- Rejestracja: 28 gru 2012, 01:04
- Lokalizacja: Galaktyka
Re: Spawanie i lutospawanie cienkich blach karoseryjnych
Czy ja widze dwa Rysie czy jednego Rysia tylko w oczach mnie sie mieni , migocze ?


-
ryszard1
Autor tematu - Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 14
- Posty: 47
- Rejestracja: 11 wrz 2018, 11:53
Re: Spawanie i lutospawanie cienkich blach karoseryjnych
Obejrzałem jego udostępniony film o remoncie drzwi, w którym pokazuje jak by zrobili to partacze i na koniec jak on to zrobił. Wygląda na to, że wykonuje on prace blacharskie niespotykanie dokładnie (rozdziela blachy na złączach by usunąć nawet stąd korozję) podobnie jak gość z kanału RK Project. Też zastanawiam się nad kupieniem dostępu do jego filmów.MsRyszard11 pisze: ↑10 paź 2018, 17:16Tak prawda nie ma lutospawania, pierwszy blacharz to dobry fachowiec i nie robi lipy , w starszych filmach (które usunął , nie wiedziałem o tym) było o spawaniu.Ogólnie on jak i inni jadą wszystko zwykłym "migomatem" , o ile pamiętam Total mówił że on nie jest zwolennikiem lutospawania ja nie mam teraz dostępu do tych nowych filmów chociaż zastanawiam się nad tym czy nie wykupić sam, mam Japończyka do blacharki ale zbieram materiały na razie.
Czym uzasadniał, że nie preferuje lutospawania?
Dzięki za cenne uwagi. Wypróbuję ten patent z chłodzeniem spoin sprężonym powietrzem ale mam wątpliwości czy szybkie schłodzenie spoin sprężonym powietrzem nie odniesie odwrotnego skutku od pożądanego. Na razie najlepiej wychodzi mi spawanie punktowe drutem stalowym blach samochodowych bez szczeliny, która moim zdaniem nie jest konieczna chociaż gość na poniższym filmie przekonywał, że przerwa taka szczelina ( ok 1 mm) jest pożądana (lepszy przetop i większa wytrzymałość złącza).Dodane 25 minuty 53 sekundy:
Dobrze ustaw swoją spawarkę i punktowo poszczepiaj tak jak próbowałeś musisz być cierpliwy i robić przerwy żeby nie grzać materiału i pomiędzy punktam też punktowo spawaj(pospawaj jedno miejsce poczekaj) , jak masz kompresor to schładzaj spoinę .Jak masz miejsce do włożenia "babki " czy jakieś łyżki pod spód to po szczepieniu blach można uderzyć młotkiem w punkt spawania ,podobno się wtedy odprężą blacharze stosują taką metodę .
Przy spawaniu punktowym rozumiem, że punkty powinny zachodzić na siebie aby zapewnić ciągłość (szczelność) szwu?
[/quote]
Dodane 9 minuty 5 sekundy:
Tak mam sobowtóraInzSpawalnik pisze: ↑10 paź 2018, 20:28Czy ja widze dwa Rysie czy jednego Rysia tylko w oczach mnie sie mieni , migocze ?
-
 MsRyszard11
MsRyszard11
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 6
- Posty: 7
- Rejestracja: 09 paź 2018, 18:14
Re: Spawanie i lutospawanie cienkich blach karoseryjnych
Tak, układasz spoinę żeby wychodziła tak jak byś spawał ciągiem punkt obok punktu .Jeszcze jest patent na spawanie blach do czołowo tylko zaginasz lekko końcówki pod kątem blachy i wtedy masz w przekroju ---v--- coś takiego spoina jest dużo dużo mocniejsza .Przy takim spawaniu aby nie przegrzać blachy co może wydawać się dziwne musisz mieć stosunkowo duży prąd, wtedy robisz szybko punkt i wychodzi przetop a nie grzejesz blachy w jednym miejscu .
-
InzSpawalnik
- ELITA FORUM (min. 1000)
- Posty w temacie: 4
- Posty: 1687
- Rejestracja: 28 gru 2012, 01:04
- Lokalizacja: Galaktyka
Re: Spawanie i lutospawanie cienkich blach karoseryjnych
Ciagle mam wrazenie ze te dwa Ryski to ta sama osoba, czy ja tylko mam takie odczucie ?
-
MsRyszard11
- Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 6
- Posty: 7
- Rejestracja: 09 paź 2018, 18:14
-
ryszard1
Autor tematu - Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 14
- Posty: 47
- Rejestracja: 11 wrz 2018, 11:53
Re: Spawanie i lutospawanie cienkich blach karoseryjnych
Początkowo myślałem, że żartujesz więc odpowiedziałem żartem. Nie nie jest to ta sama osoba a nick dobiera sobie każdy jaki chce byle nie był powtórzony.InzSpawalnik pisze: ↑10 paź 2018, 23:12Ciagle mam wrazenie ze te dwa Ryski to ta sama osoba, czy ja tylko mam takie odczucie ?
Dodane 18 minuty 35 sekundy:
Spokojnie. Ja wolę wymieniać wiedzę publicznie bo często z takiej korzystam więc wypada też dać coś i od siebie na miarę własnych możliwości - może z zebranego tu materiału też ktoś skorzysta. Tym bardziej, że odnoszę wrażenie, że temat spawania blach samochodowych a zwłaszcza lutospawania tych blach jest trochę tematem tabu - mało jest na ten temat dostępnej wiedzy praktycznej. Przede wszystkim czekam na rady od wszystkich bo jak na początku tematu zaznaczyłem jestem początkującym spawaczem-amatorem i wszelkie wskazówki w temacie są dla mnie ważne i będą mi bardzo pomocne.
Dodane 40 minuty 49 sekundy:
Dobrze, że przypomniałeś mi ten film, o którym zapomniałem. To wywinięcie krawędzi blach niewątpliwie usztywnia blachę przez co powinna być bardziej odporna na odkształcenia w trakcie spawania a sama spoina mocniejsza. Dobry patent do zwykłego spawania ale pewnie jeszcze lepszy do lutospawania. Otóż do lutospawania o czym już pisałem niezbędna jest szczelina 0.5 - 1 mm aby stopiwo drutu elektrodowego przeniknęło przez nią i rozlało się na wewnętrznych powierzchniach łączonych blach. Ta szczelina bardzo a to bardzo utrudnia lutospawanie zwłaszcza punktowe - trudno sczepić łączone blachy bo bardzo łatwo przepalić ich krawędzie gdy nie stykają się ze sobą szczególnie gdy spawa się w pozycji wymuszonej np naściennej z czym najczęściej mamy do czynienia w blacharstwie samochodowym. W przypadku wywinięcia blach po pierwsze krawędzie mogą stykać się ze sobą przez co minimalizujemy ryzyko nadpalania krawędzi a po drugie powierzchnia na łączeniu blach wypełniana przez spoinę jest większa niż w zwykłym złączu doczołowym przez wytrzymałość złącza lutospawanego musi być większa. Metody wywijania blach niestety nie da się zastosować do łączenia powierzchni krzywoliniowych (nie bardzo da się na nich wykonać wywiniecie - szczególnie na mocno zakrzywionych blachach).MsRyszard11 pisze: ↑10 paź 2018, 21:10Tak, układasz spoinę żeby wychodziła tak jak byś spawał ciągiem punkt obok punktu .Jeszcze jest patent na spawanie blach do czołowo tylko zaginasz lekko końcówki pod kątem blachy i wtedy masz w przekroju ---v--- coś takiego spoina jest dużo dużo mocniejsza .Przy takim spawaniu aby nie przegrzać blachy co może wydawać się dziwne musisz mieć stosunkowo duży prąd, wtedy robisz szybko punkt i wychodzi przetop a nie grzejesz blachy w jednym miejscu .
Dodane 1 godzina 25 minuty 15 sekundy:
Jeszcze taka informacja dla szukających wiedzy o lutospawaniu. Kupiłem książkę Jerzego Mizerskiego pt. "Spawanie w osłonie gazów metodami MAG i MIG" i nie ma w niej ani słowa o lutospawaniu. Jeżeli więc ktoś potrzebuje tylko wiedzy o lutospawaniu więc kupować jej nie warto. Może polecacie jakąś książkę o lutospawaniu lub inną książkę lub publikację, w której jest o tym mowa. Co nieco o lutospawaniu blach karoseryjnych można znaleźć w niżej wymienionym artykule ale brakuje mi w nim szczegółów odnośnie jak prawidłowo dobrać parametry i wykonać złącze lutospawane krok po kroku. A wiadomo diabeł zawsze tkwi w szczegółach. To miejmy nadzieję, że nie tylko teoretyczne zalety lutospawania podane przez autora artykułu
sklaniają mnie do tego, że na razie tematu lutospawania nie odpuszczam mimo dotychczasowych niepowodzeń.
https://www.e-autonaprawa.pl/artykuly/4 ... awane.html
-
ryszard1
Autor tematu - Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 14
- Posty: 47
- Rejestracja: 11 wrz 2018, 11:53
Re: Spawanie i lutospawanie cienkich blach karoseryjnych
Postanowiłem sprawdzić jak się lutospawa gdy wygnie się brzegi łączonych blach tak jak na filmie (aby po złączeniu tworzyły literę V).
Brzegi obu łączonych blach 0,7 mm grubości wygiąłem szczypcami płaskimi na 2-3 mm od krawędzi i pod kątem około 45 stopni. Tak jak poprzednio nie czyściłem spodniej strony blach tylko wierzchnią bo jak już wcześniej tłumaczyłem w aucie ich najczęściej oczyścić się nie da a po drugie co oczywiste aby warunki testu były porównywane. Pozycja (pionowa) i parametry spawania bez zmian.
Próbki blach przygotowane do lutospawania - złączone krawędziami na styk
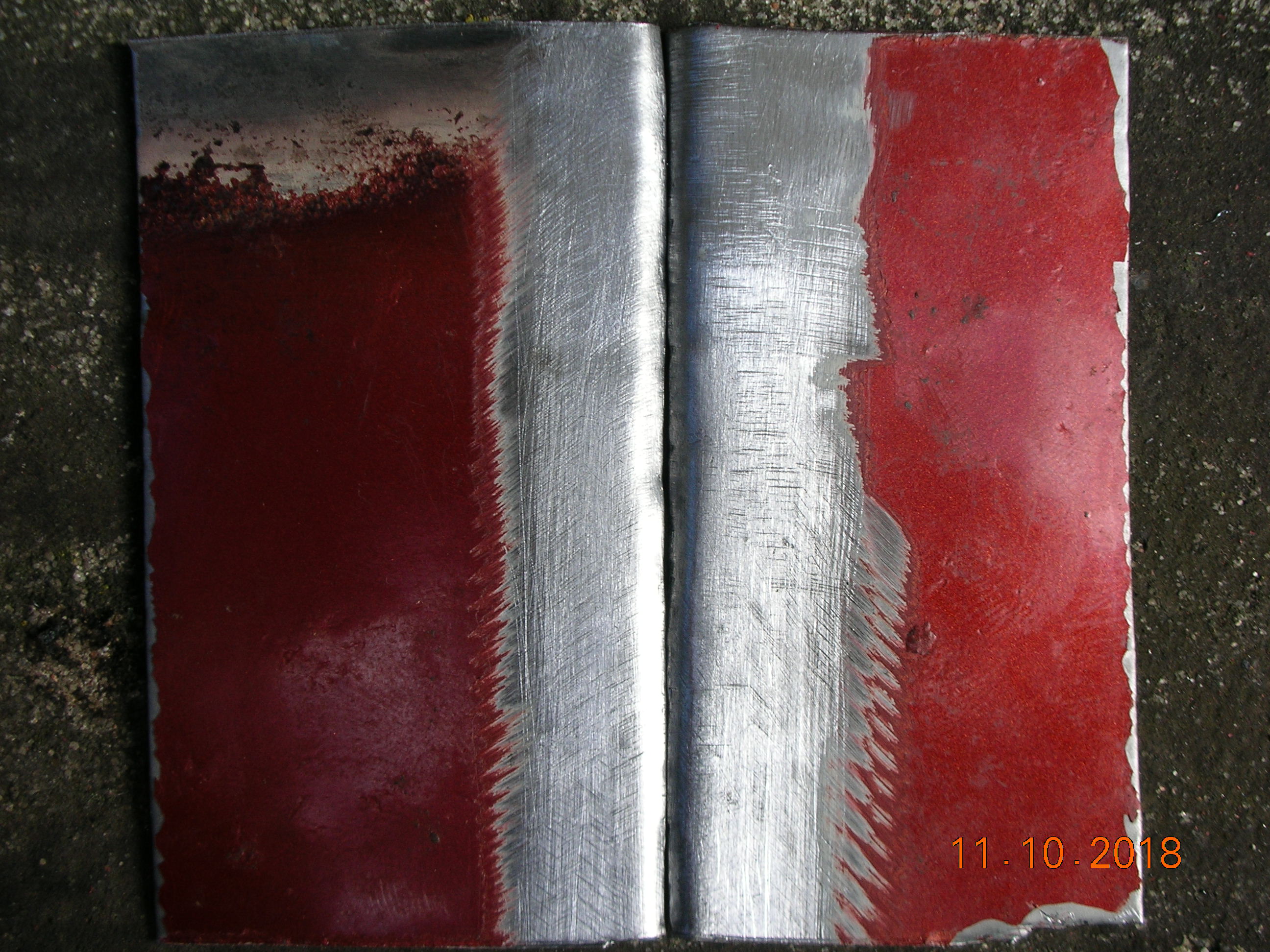
Szczepione blachy - o wiele łatwiej tak przygotowane (wygięte) blachy sczepić - nie przepalają się już krawędzie

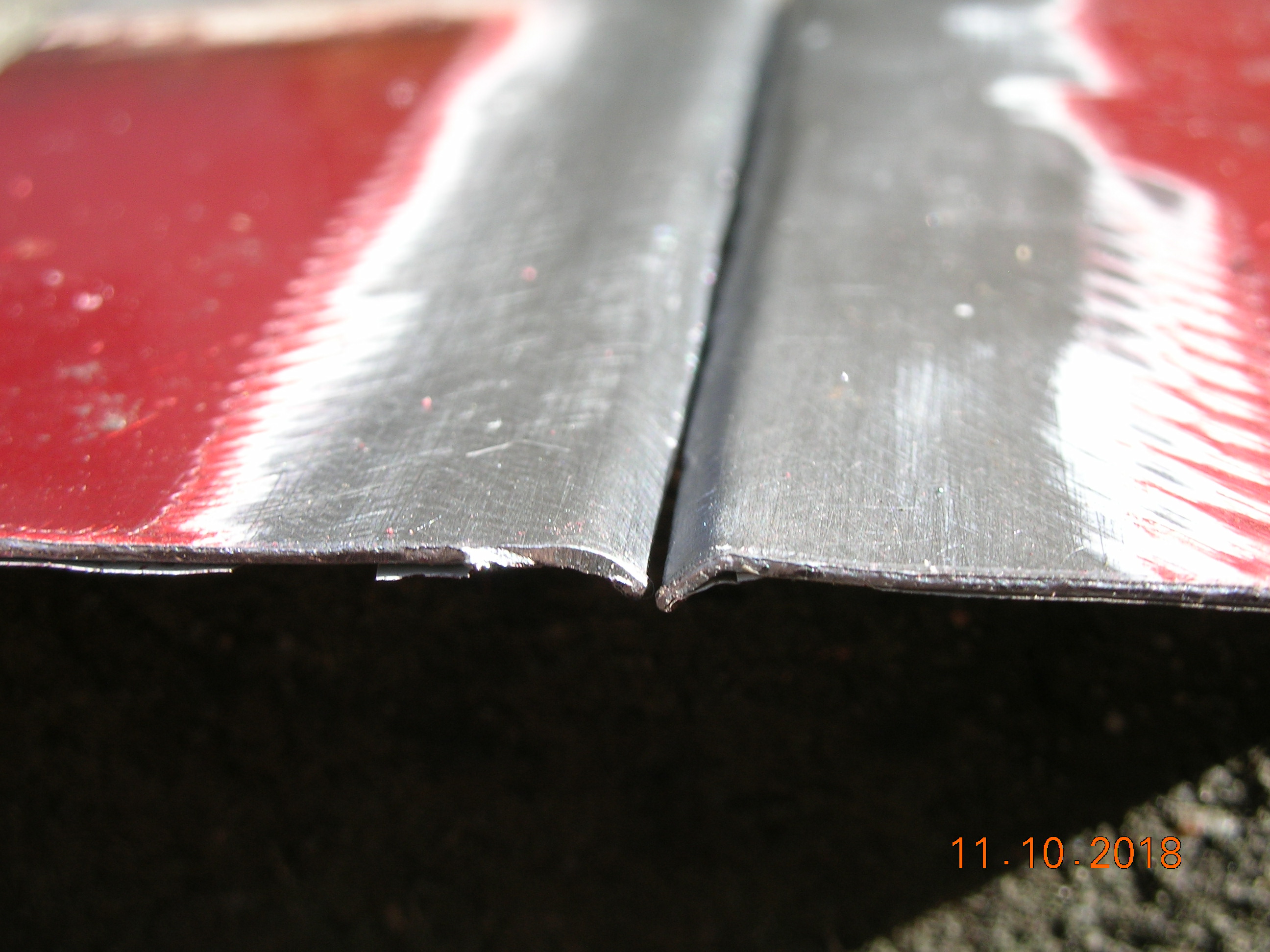
Potwierdzilo się moje przypuszczenie - usztywnione przez wygięcie krawędzie blach nie wyginają się (falują) wzdłuż krawędzi co poprzednio miało miejsce. Natomiast jak poprzednio ale chyba w mniejszym stopniu schodzą się ku sobie cale płaszczyzny (powinny tworzyć między sobą kąt 180 stopni jak przed sczepieniem a tworzą po sczepieniu kąt powiedzmy 170 stopni) co widać na zdjęciu.

W trakcie ciągłego lutospawnia w pozycji pionowej z góry na dół w połowie odcinka musialem przerwać bo stapiający się drut częściowo rozlewał się po blachach a częściowo spadał na ziemię a częściowo także do dyszy i ją zatkał co widać na zdjęciu. Mam problem z tym ściekającym "lutem" do dyszy czy na ziemię i nie wiem jak sobie z tym poradzić. Przypomnę, że parametry lutospawania są dobrane przez program synergiczny o czym na początku pisałem. Po oczyszczeniu dyszy osłonowej kontynuowałem lutospawanie ale jak widać zbyt długo rozgrzewałem łukiem blachę i wcześniej nałożone stopiwo że przepaliłem blachę i potem to już walczyłem aby zalać wypalone dziury, stąd na dole taka gruba i brzydka spoina. Dlatego najważniejsze jest aby nie dopuszczać do przepalenia blachy - lepiej już zostawić gruby nawis stopiwa z wcześniejszego lutospawania niż intensywnie go grzać łukiem by się rozpłynął po blasze bo ryzykuje się przepaleniem blachy.
Strona wierzchnia łącznych blach

Strona spodnia łączonych blach

Zatkana ściekającym stopiwem dysza gazu osłonowego

Podsumowując, wyginanie krawędzi blach przed lutospawniem w znacznym stopniu ułatwia sczepianie i dalsze lutospawanie ciągłym szwem, nie zabezpiecza ono przed przepaleniem blachy ale bardzo ogranicza to ryzyko. Moim zdaniem gdy tylko to możliwe warto je stosować.
Dziękuję użytkownikowi MsRyszard11 za przypomnienie filmu i czekam na dalsze Wasze cenne wskazówki.
Dodane 1 godzina 23 minuty 36 sekundy:
Wracając do zasygnalizowanego tu mojego problemu z ściekającym częściowo stopiwem na ziemię i do dyszy osłonowej gazu przy lutospawaniu w pozycji pionowej mam pytanie co może być tego przyczyną. Jak to mogę wyeliminować? Czy może prędkość podawania drutu jest za mała i przez to łuk jest za długi i po prostu część kropli na drodze pomiędzy drutem a lutospawanymi blachami spada pod wpływem grawitacji na ziemię?. W pozycji po dolnej lutospawania oczywiście nie ma z tym problemu bo wszystkie krople spadają na łączone elementy. Jak dotąd lutospawałem wg parametrów dobranych przez program synergiczny dla lutospawania (posuw drutu 3,9 m/min dla blachy 0,7 mm grubości) ale jak potrzeba to przejdę na ustawienia ręczne tylko pytanie jakie mają to być wartości parametrów - wówczas reguluje się posuw i napięcie. Jeszcze przypomnę, że gdy zbyt blisko trzymałem uchwyt od łączonych blach to przyklejał mi się drut do końcówki prądowej - jedną musiałem już zmienić bo zespawała się właśnie z końcówką.
Brzegi obu łączonych blach 0,7 mm grubości wygiąłem szczypcami płaskimi na 2-3 mm od krawędzi i pod kątem około 45 stopni. Tak jak poprzednio nie czyściłem spodniej strony blach tylko wierzchnią bo jak już wcześniej tłumaczyłem w aucie ich najczęściej oczyścić się nie da a po drugie co oczywiste aby warunki testu były porównywane. Pozycja (pionowa) i parametry spawania bez zmian.
Próbki blach przygotowane do lutospawania - złączone krawędziami na styk
Szczepione blachy - o wiele łatwiej tak przygotowane (wygięte) blachy sczepić - nie przepalają się już krawędzie
Potwierdzilo się moje przypuszczenie - usztywnione przez wygięcie krawędzie blach nie wyginają się (falują) wzdłuż krawędzi co poprzednio miało miejsce. Natomiast jak poprzednio ale chyba w mniejszym stopniu schodzą się ku sobie cale płaszczyzny (powinny tworzyć między sobą kąt 180 stopni jak przed sczepieniem a tworzą po sczepieniu kąt powiedzmy 170 stopni) co widać na zdjęciu.
W trakcie ciągłego lutospawnia w pozycji pionowej z góry na dół w połowie odcinka musialem przerwać bo stapiający się drut częściowo rozlewał się po blachach a częściowo spadał na ziemię a częściowo także do dyszy i ją zatkał co widać na zdjęciu. Mam problem z tym ściekającym "lutem" do dyszy czy na ziemię i nie wiem jak sobie z tym poradzić. Przypomnę, że parametry lutospawania są dobrane przez program synergiczny o czym na początku pisałem. Po oczyszczeniu dyszy osłonowej kontynuowałem lutospawanie ale jak widać zbyt długo rozgrzewałem łukiem blachę i wcześniej nałożone stopiwo że przepaliłem blachę i potem to już walczyłem aby zalać wypalone dziury, stąd na dole taka gruba i brzydka spoina. Dlatego najważniejsze jest aby nie dopuszczać do przepalenia blachy - lepiej już zostawić gruby nawis stopiwa z wcześniejszego lutospawania niż intensywnie go grzać łukiem by się rozpłynął po blasze bo ryzykuje się przepaleniem blachy.
Strona wierzchnia łącznych blach
Strona spodnia łączonych blach
Zatkana ściekającym stopiwem dysza gazu osłonowego
Podsumowując, wyginanie krawędzi blach przed lutospawniem w znacznym stopniu ułatwia sczepianie i dalsze lutospawanie ciągłym szwem, nie zabezpiecza ono przed przepaleniem blachy ale bardzo ogranicza to ryzyko. Moim zdaniem gdy tylko to możliwe warto je stosować.
Dziękuję użytkownikowi MsRyszard11 za przypomnienie filmu i czekam na dalsze Wasze cenne wskazówki.
Dodane 1 godzina 23 minuty 36 sekundy:
Wracając do zasygnalizowanego tu mojego problemu z ściekającym częściowo stopiwem na ziemię i do dyszy osłonowej gazu przy lutospawaniu w pozycji pionowej mam pytanie co może być tego przyczyną. Jak to mogę wyeliminować? Czy może prędkość podawania drutu jest za mała i przez to łuk jest za długi i po prostu część kropli na drodze pomiędzy drutem a lutospawanymi blachami spada pod wpływem grawitacji na ziemię?. W pozycji po dolnej lutospawania oczywiście nie ma z tym problemu bo wszystkie krople spadają na łączone elementy. Jak dotąd lutospawałem wg parametrów dobranych przez program synergiczny dla lutospawania (posuw drutu 3,9 m/min dla blachy 0,7 mm grubości) ale jak potrzeba to przejdę na ustawienia ręczne tylko pytanie jakie mają to być wartości parametrów - wówczas reguluje się posuw i napięcie. Jeszcze przypomnę, że gdy zbyt blisko trzymałem uchwyt od łączonych blach to przyklejał mi się drut do końcówki prądowej - jedną musiałem już zmienić bo zespawała się właśnie z końcówką.
Ostatnio zmieniony 11 paź 2018, 15:27 przez ryszard1, łącznie zmieniany 1 raz.
-
mareq_bb
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 6
- Posty: 246
- Rejestracja: 26 wrz 2016, 14:10
- Lokalizacja: Bielsko-Biała
Re: Spawanie i lutospawanie cienkich blach karoseryjnych
Jaki prąd spawania ci dobrało?
Strasznie nasmarkane masz te spawy. Muszę sobie sprawić butlę z argonem i samemu sprawdzić czy lutospawanie jest faktycznie takie kijowe, bo wierzyć mi się nie chce.
Strasznie nasmarkane masz te spawy. Muszę sobie sprawić butlę z argonem i samemu sprawdzić czy lutospawanie jest faktycznie takie kijowe, bo wierzyć mi się nie chce.
-
ryszard1
Autor tematu - Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 14
- Posty: 47
- Rejestracja: 11 wrz 2018, 11:53
Re: Spawanie i lutospawanie cienkich blach karoseryjnych
Korzystając z programu synergicznego w moim migomacie (MIG 208 Alu Synergia f-my Magnum) program dobiera posuw drutu i go od razu przed lutospawniem wyświetla, napięcie zapewne też dobiera ale z niewiadomych mi powodów go nie wyświetla zanim rozpocznie się lutospawanie. Co do wartości parametrów lutospawnia dobranych przez program synergiczny to jak już pisałem dla blachy o grubości 0,7 mm posuw jest stały i wynosi 3,9 m/min natomiast napięcie zmienia się podczas lutospawania raz (pierwsze spawanie) w zakresie 16-19 V innym razem (inne spawanie) w zakresie 20-24 V (nie wiem dlaczego) a prąd za każdym razem mniej więcej trzyma się w zakresie 35 - 45 A . Te odczyty zrobione przeze mnie nie są precyzyjne bo z jednej strony muszę patrzeć na miejsce lutospawania a z drugiej na chwile odrywam wzrok aby spojrzeć na wyświetlacz. Najlepiej gdym nagrał film z odczytami ale nie mam czym. I jeszcze jedno przy spawaniu w pionie potrafią się zebrać na koniec krótkiego lutospawnia takie "gule" przyklejone do drutu - drut wysunąłem z dyszy aby je pokazać.

Poza tym dziwię się trochę, że do lutospawnia i do spawania aluminium jest ten sam program synergiczny - czyżby parametry spawania dla tych różnych metali były takie same?
Dodane 1 godzina 48 minuty 2 sekundy:
W kwestii parametrów spawania dodam, że na moim migomacie mogę w trybie manualnym ustawić:
- prędkość podawania drutu w zakresie od 2 do 20 m/min
- napięcie spawania w zakresie od 13 V do 25 V
Prądu spawania nie ustawia się (wyświetlany jest tylko podczas spawania).
Poza tym dziwię się trochę, że do lutospawnia i do spawania aluminium jest ten sam program synergiczny - czyżby parametry spawania dla tych różnych metali były takie same?
Dodane 1 godzina 48 minuty 2 sekundy:
W kwestii parametrów spawania dodam, że na moim migomacie mogę w trybie manualnym ustawić:
- prędkość podawania drutu w zakresie od 2 do 20 m/min
- napięcie spawania w zakresie od 13 V do 25 V
Prądu spawania nie ustawia się (wyświetlany jest tylko podczas spawania).
-
piromarek
- ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1316
- Rejestracja: 08 maja 2007, 08:05
- Lokalizacja: Chodzież
Re: Spawanie i lutospawanie cienkich blach karoseryjnych
Mam do Was pytanie.
Ze mnie żaden blacharz, od przypadku połatałem karoserię w swoim aucie. Większość to grubsze tematy niż te 2 mm.
1. Dlaczego nie można czyścić tej blachy z obydwu stron, skoro wstawka i tak najczęściej jest łatą czy tam osobnym elementem ? Oczywiście tam gdzie przebiegają wzmocnienia nie wyczyścisz, ale tam blacha rodzima się trzyma a czyścisz na płasko wzmocnienie i do niego mocujesz. Chyba.
2. Czy konieczne jest takie gęste ułożenie sczepów aby zachodziły na siebie ?
U mnie właśnie takie zagęszczenie powodowało deformację karoserii i jej lekkie falowanie. Potrzeba było wyklepać i zaszpachlować te miejsca. Cienko bo cienko ale zawsze.
Pytanie czy tak się robi czy można zostawić odstępy ? Czy takie ostępy po zaszpachlowaniu będą pracować i np. powodować pękanie lakieru ?
3. Nie obraź się, ale tez lutospawania są tragiczne. Jeśli ta synergia tak dobiera parametry to coś nie tak.
Zwykłe punkty magiem będą lepiej wyglądać i trzymać. Gdzie tu zalety lutospawania ?
4. Nie wyobrażam sobie gdzie można tak pozaginać w karoserii krawędzie na "L". 90 % wydaje mi się to prace na styk.
pozdrawiam
Ze mnie żaden blacharz, od przypadku połatałem karoserię w swoim aucie. Większość to grubsze tematy niż te 2 mm.
1. Dlaczego nie można czyścić tej blachy z obydwu stron, skoro wstawka i tak najczęściej jest łatą czy tam osobnym elementem ? Oczywiście tam gdzie przebiegają wzmocnienia nie wyczyścisz, ale tam blacha rodzima się trzyma a czyścisz na płasko wzmocnienie i do niego mocujesz. Chyba.
2. Czy konieczne jest takie gęste ułożenie sczepów aby zachodziły na siebie ?
U mnie właśnie takie zagęszczenie powodowało deformację karoserii i jej lekkie falowanie. Potrzeba było wyklepać i zaszpachlować te miejsca. Cienko bo cienko ale zawsze.
Pytanie czy tak się robi czy można zostawić odstępy ? Czy takie ostępy po zaszpachlowaniu będą pracować i np. powodować pękanie lakieru ?
3. Nie obraź się, ale tez lutospawania są tragiczne. Jeśli ta synergia tak dobiera parametry to coś nie tak.
Zwykłe punkty magiem będą lepiej wyglądać i trzymać. Gdzie tu zalety lutospawania ?
4. Nie wyobrażam sobie gdzie można tak pozaginać w karoserii krawędzie na "L". 90 % wydaje mi się to prace na styk.
pozdrawiam






