



Znaleziono 530 wyników
- 05 gru 2018, 23:03
- Forum: Obróbka metali
- Temat: Wierszowanie promienia w otworze
- Odpowiedzi: 23
- Odsłony: 2770
Re: Wierszowanie promienia w otworze
Powinno być: UNTIL R21 < 90 Poza tym używasz korekcji G40, a więc do środka freza (lub brak korekcji)... można tak też zrobić, ale "promień wodzący" trzeba skorygować (na minus) o promień narzędzia. Fakt, że promień wyszedł wklęsły, a nie wypukły wynika ze źle zdefiniowanej pętli, ponieważ nie wycho...
- 05 gru 2018, 20:15
- Forum: Ogólne dyskusje na temat oprogramowania CAD/CAM
- Temat: Kod G91
- Odpowiedzi: 17
- Odsłony: 3045
Re: Kod G91
G90 to programowanie bezwzględne - każdy punkt jest jakby współrzędną w układzie współrzędnych... podajesz je zawsze względem jednego punktu „zera” tego układu. G91 to programowanie przyrostowe - piszesz jakbyś używał długości wektorów... każdy kolejny punkt jest określany jako odległość w osiach X,...
- 04 gru 2018, 22:33
- Forum: Heidenhain
- Temat: zatrzymywanie się maszyny przez niezgodną średnicę freza
- Odpowiedzi: 12
- Odsłony: 1868
Re: zatrzymywanie się maszyny przez niezgodną średnicę freza
Z takim zjawiskiem spotkałem się tylko przy korzystaniu z cykli SL, przy cyklu wykańczającym... i spowodowane to jest tylko błędnym naliczaniem bloków - w takiej sytuacji po prostu zamiast GOTO, trzeba naliczyć blok.
- 04 gru 2018, 22:11
- Forum: HAAS
- Temat: Parametry - szybkie pytanie, szybka odpowiedz
- Odpowiedzi: 7
- Odsłony: 1614
Re: Parametry - szybkie pytanie, szybka odpowiedz
Parametry w katalogach są podawane dla największej wydajności, dodatkowo brane są idealne warunki obróbki.... trzeba pamiętać, że sposób mocowania, kształt detalu, a nawet sztywność samej maszyny będą miały wpływ na rzeczywiste parametry. Ja osobiście zaczynam od około 75% katalogowych, a potem... t...
- 04 gru 2018, 20:39
- Forum: Frezarki Deckel, Maho, Aciera, Abene
- Temat: DMG DMC 1035 Ecoline
- Odpowiedzi: 5
- Odsłony: 2462
Re: DMG DMC 1035 Ecoline
Zależy z jakim sterowaniem... dla Heidenhaina jest po prawej stronie pionowy pasek softkey i na którejś zakładce pojawia się symbol klucza płaskiego stamtąd można obsłużyć ruchy awaryjne... nie pamietam już dokładnie jak to szło, ale raczej w JOG i z załączonym 3 poziomem. Zresztą w instrukcji użytk...
- 03 gru 2018, 22:23
- Forum: Obróbka metali
- Temat: Wierszowanie promienia w otworze
- Odpowiedzi: 23
- Odsłony: 2770
Re: Wierszowanie promienia w otworze
Najprościej jest to połowa średnicy otworu (promień otworu) plus promień zaokrąglenia... ale nie zawsze. Dokładniej jest to odległość pomiędzy osią/biegunem, a punktem zaczepienia wykonywanego promienia (jego punktem środkowym). Dla przykładu dla otworu ⌀ 20 i zaokrąglenia R 2 przechodzącego styczni...
- 03 gru 2018, 21:05
- Forum: Obróbka metali
- Temat: Wierszowanie promienia w otworze
- Odpowiedzi: 23
- Odsłony: 2770
Re: Wierszowanie promienia w otworze
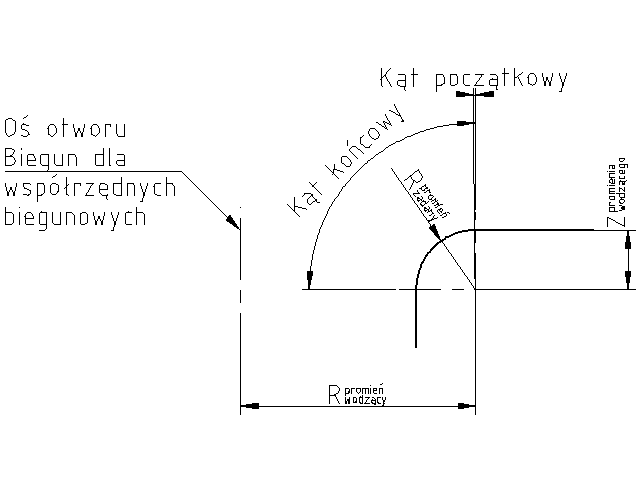
Może to pomoże:
- 03 gru 2018, 18:04
- Forum: Obróbka metali
- Temat: Wierszowanie promienia w otworze
- Odpowiedzi: 23
- Odsłony: 2770
Re: Wierszowanie promienia w otworze
Trochę musiałem odświerzyć moją znajomość Sinumerika i... wyszło mi coś takiego: G111 Xnn Ynn -definicja bieguna G0 RP=0 AP=0 -dojazd do środka bieguna G0 Znn -zjazd na wysokość bezpieczną/początkową R1= nn - kąt początkowy REPEAT R1=R1+ nn -przyrost kąta R2= PromieńWodzący -( PromieńZadany *SIN(R1)...
- 02 gru 2018, 23:47
- Forum: Obróbka metali
- Temat: Wierszowanie promienia w otworze
- Odpowiedzi: 23
- Odsłony: 2770
Re: Wierszowanie promienia w otworze
Ja używam po prostu ruchu po okręgu w zdefiniowanym wcześniej układzie biegunowym, gdzie promień uzależniony jest od głębokości. Z tego co pamietam w Sinumeriku można by zrobić coś w stylu: Repat G0 Xxx Yxx - współrzędne środka okręgu G0 Z=Rxx - przyrost głębokości G2 CR=Rxx Ixx Jxx AR=360 -zmienny ...
- 02 gru 2018, 22:35
- Forum: Obróbka metali
- Temat: Wierszowanie promienia w otworze
- Odpowiedzi: 23
- Odsłony: 2770
Re: Wierszowanie promienia w otworze
Aż się specjalnie zarejestrowałem ;) Może napisz z czym masz problem. Na początek Appr i Dep to coś w rodzaju przywołania i odwołania korekcji promienia narzędzia, przy czym Appr może przyjąć wartość RL (G41), RR (G42) i R0 (G40). Co prawda Sinumerik nie używam od 13 lat i po styczności z Heidenhain...






