



Znaleziono 5 wyników
Wróć do „Sinumerik 810D - frezowanie”
- 03 lip 2011, 16:49
- Forum: Siemens Sinumerik CNC
- Temat: Sinumerik 810D - frezowanie
- Odpowiedzi: 15
- Odsłony: 10653
Z pewnością oś C to nie to samo co oś Y,która pracuje np +40 -20 ale w dokumentacjach z którymi sie spotkałem są funkcje ,o których mowa ale one albo nie działają albo są jakoś zablokowane a o konkretnym przykładzie nawet nie wspomne.( A może to sterowanie wogóle jest skopane )Czy ktoś frezuje z kolegów np.coś pod klucz albo sześciokąt ,cokolwiek za pomocą funkcji TRANMIT ?
- 08 kwie 2010, 21:05
- Forum: Siemens Sinumerik CNC
- Temat: Sinumerik 810D - frezowanie
- Odpowiedzi: 15
- Odsłony: 10653
Witam.
Draco ma rację.Sa tylko 4 pasy,ale to nie o to chodzi jak ta maszyna jest zbudowana ,tylko czy można na niej frezować.Jak załączyć hamulec i obracać wrzecionem ? Dzisiaj sprawdzałem opcje programowania ,które znalazłem w dokumentacjach dla 802D ( troche się różni od 810D) i nawet z EMCO.Niestety nic.Zadzwoniłem więc do Simensa i okazuje się moi drodzy że kolega JAG2525 miał racje.Za taki luksus trzeba zapłacić .Jest to oczywiście w opcji nawet tego sterowania ale muszą pozmieniać Dane Maszynowe,uaktywnić co nieco -czyli kasa ,kasa i będzie grało.Przysłali ofertę na zrobienie tego ale ceny nie podaje ,(chyba że na priva to podeśle cennik ) więc teraz szef ma dylemat czy to uruchamiać czy dalej męczyć frezerów o nawet takie małe frezowanie hi hi.
Znalazłem taki fajny przykład dla orientacji jak programować sześciokąt,punkty X,Y .Może się komuś przyda.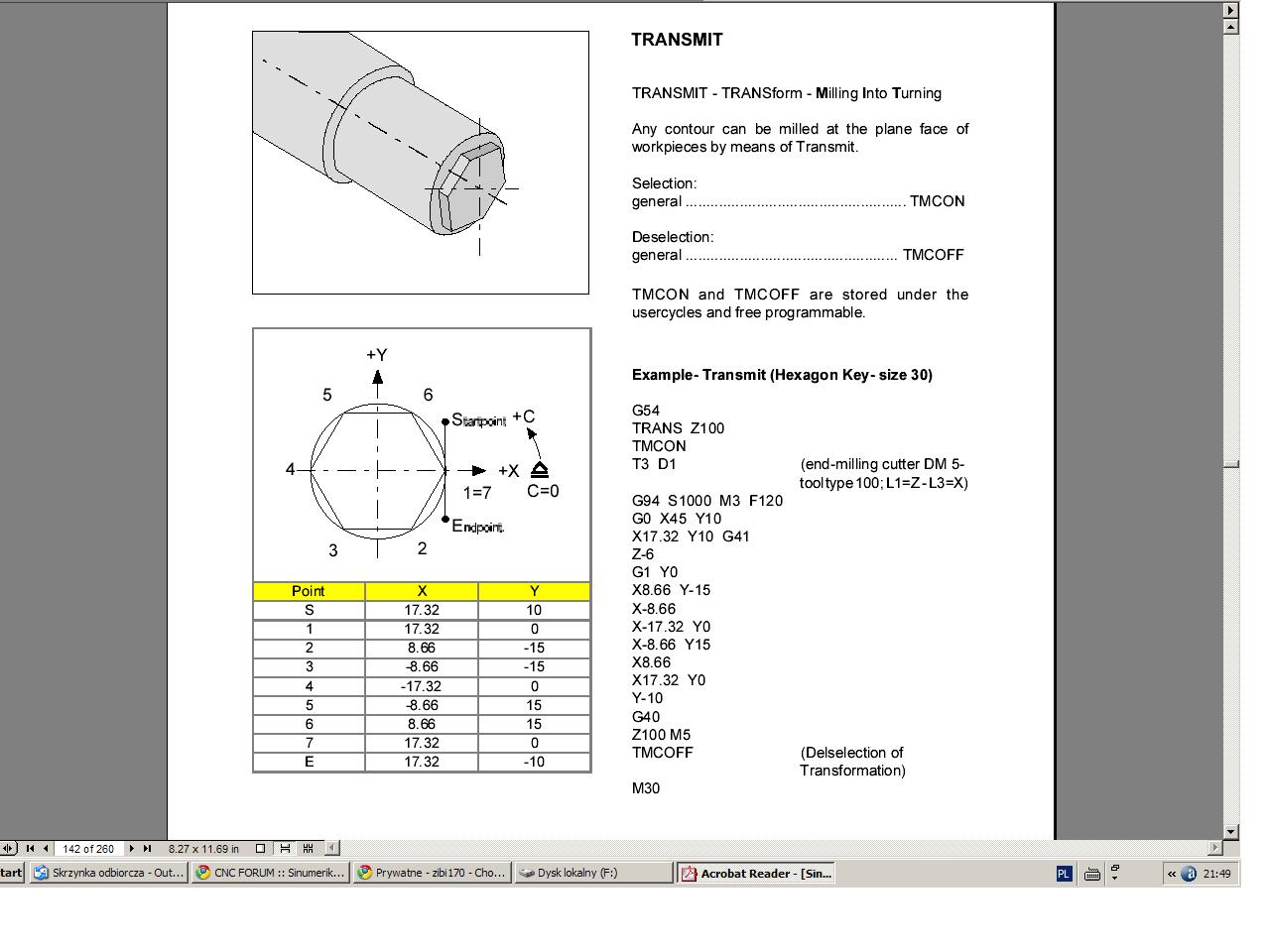
Dziękuję wszystkim za chęć pomocy i rady,wiedziałem ,że mogę na was polegać.Plusiki dla was lecą,kto wie może jeszcze nie raz będę waszej pomocy potrzebował .Dzięki.
Draco ma rację.Sa tylko 4 pasy,ale to nie o to chodzi jak ta maszyna jest zbudowana ,tylko czy można na niej frezować.Jak załączyć hamulec i obracać wrzecionem ? Dzisiaj sprawdzałem opcje programowania ,które znalazłem w dokumentacjach dla 802D ( troche się różni od 810D) i nawet z EMCO.Niestety nic.Zadzwoniłem więc do Simensa i okazuje się moi drodzy że kolega JAG2525 miał racje.Za taki luksus trzeba zapłacić .Jest to oczywiście w opcji nawet tego sterowania ale muszą pozmieniać Dane Maszynowe,uaktywnić co nieco -czyli kasa ,kasa i będzie grało.Przysłali ofertę na zrobienie tego ale ceny nie podaje ,(chyba że na priva to podeśle cennik ) więc teraz szef ma dylemat czy to uruchamiać czy dalej męczyć frezerów o nawet takie małe frezowanie hi hi.
Znalazłem taki fajny przykład dla orientacji jak programować sześciokąt,punkty X,Y .Może się komuś przyda.
Dziękuję wszystkim za chęć pomocy i rady,wiedziałem ,że mogę na was polegać.Plusiki dla was lecą,kto wie może jeszcze nie raz będę waszej pomocy potrzebował .Dzięki.
- 06 kwie 2010, 20:41
- Forum: Siemens Sinumerik CNC
- Temat: Sinumerik 810D - frezowanie
- Odpowiedzi: 15
- Odsłony: 10653
Sprawdziłem dzisiaj ten program-przykład według instrukcji,( tak jak w dokumentacji )_zanim zabiorę się za mój detal i okazuje się że:Maszyna nie kuma tego co napisali inni wodzowie.
N10 T1 D1 G54 G17 G90 F5000 G94
N20 G0 X20 Z10 SPOS=45
N30 TRANSMIT
N40 ROT RPL=–45
N50 ATRANS X–2 Y10
N60 G1 X10 Y–10 G41
N70 X–10
N80 Y10
N90 X10
N100 Y–10
N110 ...
itd...
Oto co mi pokazuje:Alarm 14401 kanał 1 Brak transformacji
A po wejściu do korekcji programu jest:
W NCK brak bloku z korekcją.
Teraz to juz całkiem nie rozumiem ,czego nie ma,ale wygląda mi na to ,że poprostu sterownik w tej maszyniue nie przyjmuje polecenia TRANSMIT..jakaś wersja walnięta czy jak. maszyna rocznik 97 Software v.1.5
N10 T1 D1 G54 G17 G90 F5000 G94
N20 G0 X20 Z10 SPOS=45
N30 TRANSMIT
N40 ROT RPL=–45
N50 ATRANS X–2 Y10
N60 G1 X10 Y–10 G41
N70 X–10
N80 Y10
N90 X10
N100 Y–10
N110 ...
itd...
Oto co mi pokazuje:Alarm 14401 kanał 1 Brak transformacji
A po wejściu do korekcji programu jest:
W NCK brak bloku z korekcją.
Teraz to juz całkiem nie rozumiem ,czego nie ma,ale wygląda mi na to ,że poprostu sterownik w tej maszyniue nie przyjmuje polecenia TRANSMIT..jakaś wersja walnięta czy jak. maszyna rocznik 97 Software v.1.5
- 04 kwie 2010, 22:16
- Forum: Siemens Sinumerik CNC
- Temat: Sinumerik 810D - frezowanie
- Odpowiedzi: 15
- Odsłony: 10653
Witam.Dziękuję za szybką odpowiedż na początek.
Do tej pory frezowałem tylko zwykłe rowki na czole detalu ,nakrętki koronowe NIC więcej.
Instrukcję frezowania ,do których linki koledzy podają mam właśnie u siebie,ale jako że nie frezowałem do tej pory ani sześciokąta ,ani kwadratu nie bardzo ją poprostu rozumiem.
Szukam czegoś na konkretnym przykładzie jak na zdjęciu ,żebym mógł zrozumieć co maszyna robi w danym momencie.
Nie wiem czy Sinumerik łyknie zapis ,który działa na Haas-e,ale z ciekawości spróbuje.
tylko coś krótki mi się wydaje :
na Haas-e jest tak;
...
S10 M03
M133 P1000
G00 Z-8.
X20.
G77 J10.5 L1 R10
Z1.
M135
M05
....
Czy mając narzędzia obrotowe i oprawkę osiową można to zrobić na 45N? bo z tego co kolega JAG2525 napisał to zaczynam wątpić.Hmmm.
Dodam tylko że materiał obrabiany to aluminium i może nie trzeba blokować hamulca jak to się robi podczas wiercenia poza osią
[ Dodano: 2010-04-04, 22:32 ]
Znalazłem frezowanie czopa w programie Progmaster ,szukam czegoś podobnego ale do detalu o moim kształcie. Program wygląda tak:
Program sterujcy:
%_N_EX14_MPF
; 13-09-2003
N5 G40 G54 G71 G90 G95 DIAMON
N10 MSG("FREZOWANIE CZOPA")
N15 T1 D1
; DANE WEJSCIOWE
N20 R1=5 ;PROMIEN FREZA R
N25 R2=24 ;P
N30 R3=0 ;Ai STARTOWE
N35 R4=0 ;Ri STARTOWE
N40 R5=1 ;SKOK Ai
; POCZATEK OBROBKI
N45 R100=2*R1+30+5 ;POZYCJA STARTOWA FREZA
N50 G0 X=R100
N55 Z-10
N60 SPOS=0
N65 G94 F50 ;PARAMETRY OBROBKI
N70 M33 H1000 ;START OBROTOW FREZA
N75 DIAMOF
; OBLICZENIA W PETLI
PETLA:
N85 R6=R3 ;ZMIENNA POMOCNICZA (KAT)
N90 IF R6>60 R6=R6 MOD 60
N95 IF R6>30 R6=60-R6
N100 R7=R2*COS(30)/2 ;Q
N105 R8=R1/COS(R6) ;U
N110 R9=R7/COS(R6) ;V
N115 R4=R8+R9 ;NOWE Ri
N120 G1 X=R4 SPOS=R3
N125 R3=R3+R5 ;NOWE Ai
N130 IF R3<360 GOTOB PETLA
N135 DIAMON
N140 MSG("")
N145 G53 T0 D0 G0 Z300 X300 M9 M35
N150 M30
Jeśli ten zapis działa na 810D to zdecydowanie ułatwia sprawę ale jak by to wyglądało na moim przykładzie.
Do tej pory frezowałem tylko zwykłe rowki na czole detalu ,nakrętki koronowe NIC więcej.
Instrukcję frezowania ,do których linki koledzy podają mam właśnie u siebie,ale jako że nie frezowałem do tej pory ani sześciokąta ,ani kwadratu nie bardzo ją poprostu rozumiem.
Szukam czegoś na konkretnym przykładzie jak na zdjęciu ,żebym mógł zrozumieć co maszyna robi w danym momencie.
Nie wiem czy Sinumerik łyknie zapis ,który działa na Haas-e,ale z ciekawości spróbuje.
tylko coś krótki mi się wydaje :
na Haas-e jest tak;
...
S10 M03
M133 P1000
G00 Z-8.
X20.
G77 J10.5 L1 R10
Z1.
M135
M05
....
Czy mając narzędzia obrotowe i oprawkę osiową można to zrobić na 45N? bo z tego co kolega JAG2525 napisał to zaczynam wątpić.Hmmm.
Dodam tylko że materiał obrabiany to aluminium i może nie trzeba blokować hamulca jak to się robi podczas wiercenia poza osią
[ Dodano: 2010-04-04, 22:32 ]
Znalazłem frezowanie czopa w programie Progmaster ,szukam czegoś podobnego ale do detalu o moim kształcie. Program wygląda tak:
Program sterujcy:
%_N_EX14_MPF
; 13-09-2003
N5 G40 G54 G71 G90 G95 DIAMON
N10 MSG("FREZOWANIE CZOPA")
N15 T1 D1
; DANE WEJSCIOWE
N20 R1=5 ;PROMIEN FREZA R
N25 R2=24 ;P
N30 R3=0 ;Ai STARTOWE
N35 R4=0 ;Ri STARTOWE
N40 R5=1 ;SKOK Ai
; POCZATEK OBROBKI
N45 R100=2*R1+30+5 ;POZYCJA STARTOWA FREZA
N50 G0 X=R100
N55 Z-10
N60 SPOS=0
N65 G94 F50 ;PARAMETRY OBROBKI
N70 M33 H1000 ;START OBROTOW FREZA
N75 DIAMOF
; OBLICZENIA W PETLI
PETLA:
N85 R6=R3 ;ZMIENNA POMOCNICZA (KAT)
N90 IF R6>60 R6=R6 MOD 60
N95 IF R6>30 R6=60-R6
N100 R7=R2*COS(30)/2 ;Q
N105 R8=R1/COS(R6) ;U
N110 R9=R7/COS(R6) ;V
N115 R4=R8+R9 ;NOWE Ri
N120 G1 X=R4 SPOS=R3
N125 R3=R3+R5 ;NOWE Ai
N130 IF R3<360 GOTOB PETLA
N135 DIAMON
N140 MSG("")
N145 G53 T0 D0 G0 Z300 X300 M9 M35
N150 M30
Jeśli ten zapis działa na 810D to zdecydowanie ułatwia sprawę ale jak by to wyglądało na moim przykładzie.
- 03 kwie 2010, 22:52
- Forum: Siemens Sinumerik CNC
- Temat: Sinumerik 810D - frezowanie
- Odpowiedzi: 15
- Odsłony: 10653
Sinumerik 810D - frezowanie
Witam.Potrzebuję pilnie nauczyć się frezowania na tokarce TAE45N sterowanie to Sinumerik 810D.Widziałem podobny post ale jako laik w dziedzinie frezowania nie znalazłem odpowiedzi ,której oczekuję.Mam instrukcje programowania itd (jest tam programowanie kwadrartu),ale nie bardzo ją rozumiem ,więc postanowiłem napisać tutaj.
Muszę zrobić detal (przykładowy rys na zdjęciu) w maszynie jest oś C .Czy robi się to za pomocą funkcji TRANSMIT czy R parametrów czy G kodach?
szukam materiałów w których jest opisane takie frezowanie,chyba ,że ktoś zechce objaśnić na przykładzie mojego elementu jak takie rzeczy programować.
Z góry dziękuję za szybką odpowiedż.
[email protected]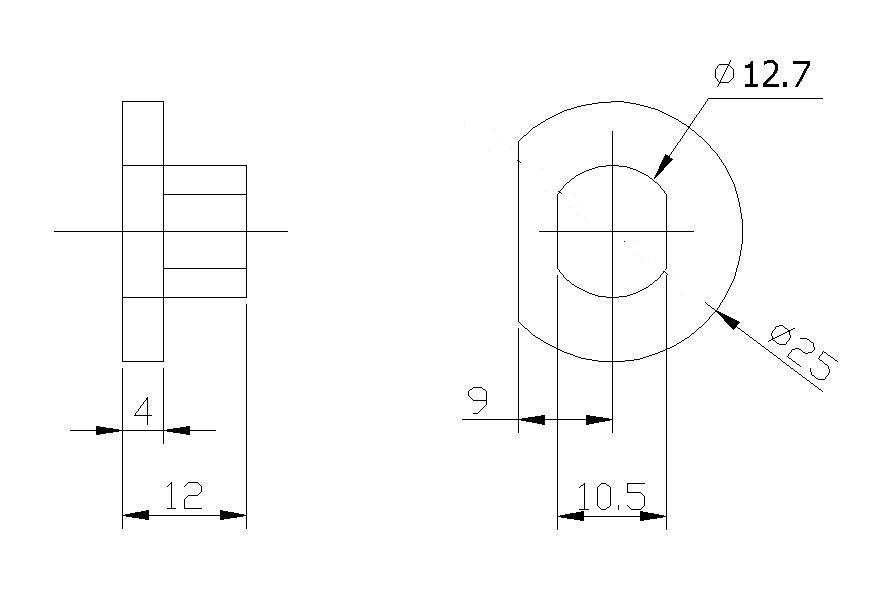
Muszę zrobić detal (przykładowy rys na zdjęciu) w maszynie jest oś C .Czy robi się to za pomocą funkcji TRANSMIT czy R parametrów czy G kodach?
szukam materiałów w których jest opisane takie frezowanie,chyba ,że ktoś zechce objaśnić na przykładzie mojego elementu jak takie rzeczy programować.
Z góry dziękuję za szybką odpowiedż.
[email protected]






