



ja w tej maszynie nie zauważyłem przekładni... silnik z wrzecionem jest połączony jedynie pasami. rozbierałem swego czasu TAE na drobny mak i wymieniałem łożyska wrzeciona. Druga sprawa, powiesz mi jak podtrzymać wrzeciono hamulcem jeśli musisz używać osi C? Ciekawi mnie to, bo wszyscy uparli się na ten hamulec a przecież podczas frezowania wrzeciono musi się obracać. Wątpie, aby kolega w TAE miał oś Y...JAG2525 pisze:na TAE pomiedzy silnikiem a wrzecionem jest przekładnia wiec sa drgania wrzeciona po pierwsze trzeba przełaczycz na M41 czyli wolniejsza przekładnia i trzeba podtrzymac hamulcem
Sinumerik 810D - frezowanie
-
 CNCRob
CNCRob
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1320
- Rejestracja: 24 cze 2007, 20:42
- Lokalizacja: Świdwin / Worcester
- Heidenhain - Siemens - Fanuc -
Able to use the following programmes: FANUC Series 18i-TB, FANUC O-T, SIEMENS SINUMERIC 810D & 840D, ShopMILL, ShopTURN, ManualTURN, HEIDENHAIN CNC ISO, DIN PLUS and TURN PLUS (CNC PILOT) and many more.
Able to use the following programmes: FANUC Series 18i-TB, FANUC O-T, SIEMENS SINUMERIC 810D & 840D, ShopMILL, ShopTURN, ManualTURN, HEIDENHAIN CNC ISO, DIN PLUS and TURN PLUS (CNC PILOT) and many more.
Tagi:


-
zibi170
Autor tematu - Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 5
- Posty: 43
- Rejestracja: 25 wrz 2007, 09:16
- Lokalizacja: Swarzędz
Witam.
Draco ma rację.Sa tylko 4 pasy,ale to nie o to chodzi jak ta maszyna jest zbudowana ,tylko czy można na niej frezować.Jak załączyć hamulec i obracać wrzecionem ? Dzisiaj sprawdzałem opcje programowania ,które znalazłem w dokumentacjach dla 802D ( troche się różni od 810D) i nawet z EMCO.Niestety nic.Zadzwoniłem więc do Simensa i okazuje się moi drodzy że kolega JAG2525 miał racje.Za taki luksus trzeba zapłacić .Jest to oczywiście w opcji nawet tego sterowania ale muszą pozmieniać Dane Maszynowe,uaktywnić co nieco -czyli kasa ,kasa i będzie grało.Przysłali ofertę na zrobienie tego ale ceny nie podaje ,(chyba że na priva to podeśle cennik ) więc teraz szef ma dylemat czy to uruchamiać czy dalej męczyć frezerów o nawet takie małe frezowanie hi hi.
Znalazłem taki fajny przykład dla orientacji jak programować sześciokąt,punkty X,Y .Może się komuś przyda.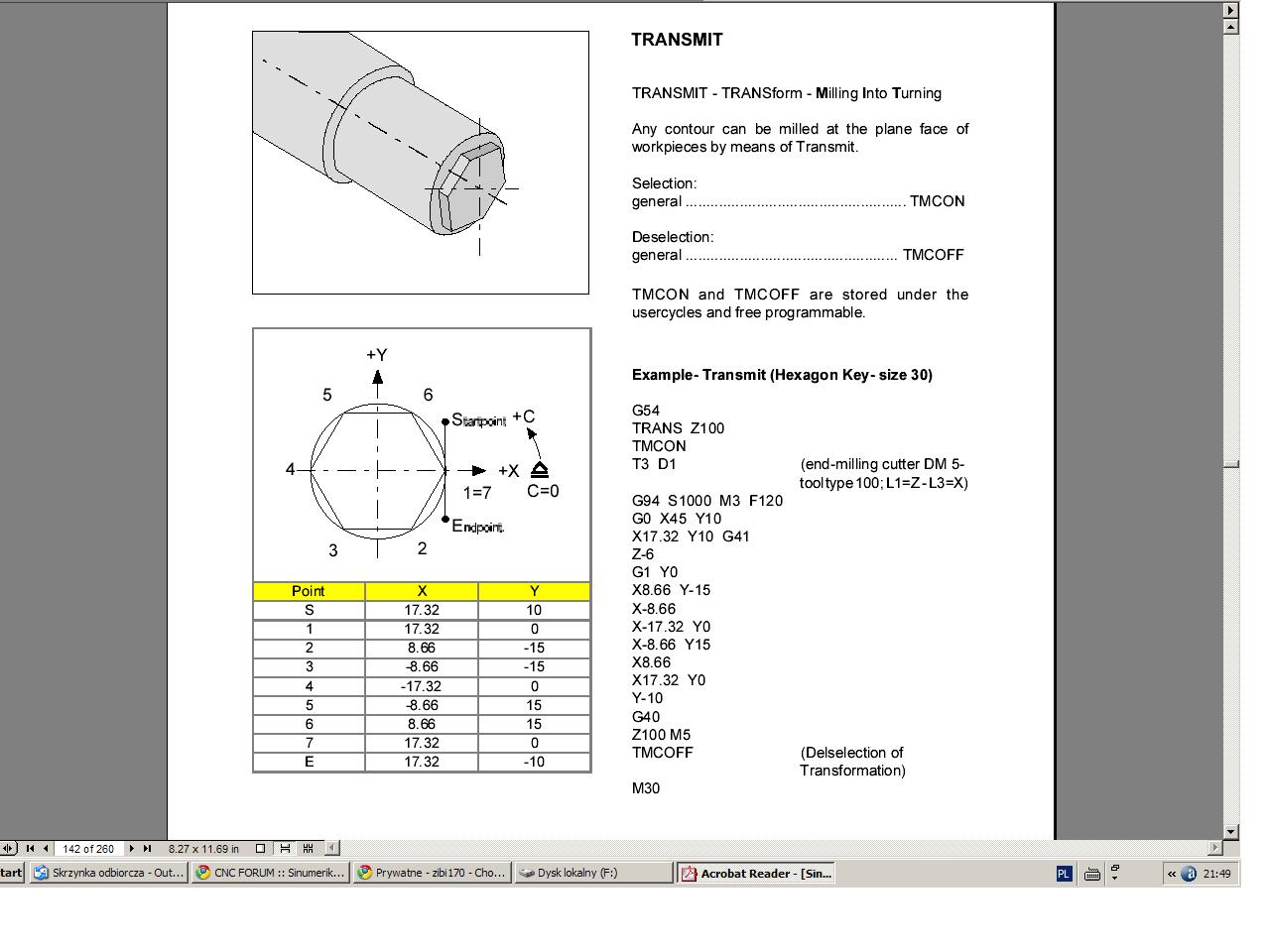
Dziękuję wszystkim za chęć pomocy i rady,wiedziałem ,że mogę na was polegać.Plusiki dla was lecą,kto wie może jeszcze nie raz będę waszej pomocy potrzebował .Dzięki.
Draco ma rację.Sa tylko 4 pasy,ale to nie o to chodzi jak ta maszyna jest zbudowana ,tylko czy można na niej frezować.Jak załączyć hamulec i obracać wrzecionem ? Dzisiaj sprawdzałem opcje programowania ,które znalazłem w dokumentacjach dla 802D ( troche się różni od 810D) i nawet z EMCO.Niestety nic.Zadzwoniłem więc do Simensa i okazuje się moi drodzy że kolega JAG2525 miał racje.Za taki luksus trzeba zapłacić .Jest to oczywiście w opcji nawet tego sterowania ale muszą pozmieniać Dane Maszynowe,uaktywnić co nieco -czyli kasa ,kasa i będzie grało.Przysłali ofertę na zrobienie tego ale ceny nie podaje ,(chyba że na priva to podeśle cennik ) więc teraz szef ma dylemat czy to uruchamiać czy dalej męczyć frezerów o nawet takie małe frezowanie hi hi.
Znalazłem taki fajny przykład dla orientacji jak programować sześciokąt,punkty X,Y .Może się komuś przyda.
Dziękuję wszystkim za chęć pomocy i rady,wiedziałem ,że mogę na was polegać.Plusiki dla was lecą,kto wie może jeszcze nie raz będę waszej pomocy potrzebował .Dzięki.
zibi
-
robert7807
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 2
- Posty: 5
- Rejestracja: 03 paź 2010, 18:53
- Lokalizacja: podkarpacie
Witam. Sam mam problemy z frezowaniem na tokarce TUG-45 sinumerika. Prawdą również jest że włączenie funkcji TRANSMIT trochę kosztuje, o czym sam się przekonałem. Po włączeniu tej funkcji tokarka zmienia C na Y. Czyli zamiast X , Z i C mamy X,Y,Z. Na razie próbuje to rozgryść .Próbowałem powyższych programów ale nie działają. Jeśli ktoś przerobił ten problem to proszę o pomoc.Chciałbym sfrezować wałek na klucz. Z góry dziekuje.Jeśli coś ruszy dam znać.
DMG NEF 600 EKO LINE-SHOP TURN-AFM-TAE 45 N,TAE 30N,SINUMERIK,MANUAL TURN,FANUC Oi.
-
CNCRob
- ELITA FORUM (min. 1000)
- Posty w temacie: 2
- Posty: 1320
- Rejestracja: 24 cze 2007, 20:42
- Lokalizacja: Świdwin / Worcester
cos mi tu nie pasuje, jakim cudem masz os Y zamiast C? czy masz wymienione prowadnice o dodana os Y?robert7807 pisze:Po włączeniu tej funkcji tokarka zmienia C na Y. Czyli zamiast X , Z i C mamy X,Y,Z.
do tego wystarczy jedynie os C w maszynie i narzedzia napedzane...robert7807 pisze:Chciałbym sfrezować wałek na klucz.
- Heidenhain - Siemens - Fanuc -
Able to use the following programmes: FANUC Series 18i-TB, FANUC O-T, SIEMENS SINUMERIC 810D & 840D, ShopMILL, ShopTURN, ManualTURN, HEIDENHAIN CNC ISO, DIN PLUS and TURN PLUS (CNC PILOT) and many more.
Able to use the following programmes: FANUC Series 18i-TB, FANUC O-T, SIEMENS SINUMERIC 810D & 840D, ShopMILL, ShopTURN, ManualTURN, HEIDENHAIN CNC ISO, DIN PLUS and TURN PLUS (CNC PILOT) and many more.
-
robert7807
- Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 2
- Posty: 5
- Rejestracja: 03 paź 2010, 18:53
- Lokalizacja: podkarpacie
Chcąc sfrezować wałek z czoła np.na klucz ,kwadrat lub sześciokąt doszedłem do instrukcji maszyny gdzie podane są 2 rodzaje frezowania.
TRANSMIT-z czoła
TRACYL-z góry wałka.
Po splanowaniu czoła gdy podjeżdżam do frezowania i włączam funkcję TRANSMIT w Ofsecie i na pulpicie sterowniczym wyskakuje mi X Y Z.
Zapewne ta funkcja ma za zadanie zsynchronizować wszystkie osie robocze .Nie wiem czy mogę to zrobić normalnie na kodach G ,nie próbowałem. Wiem że na fanuku jest to o wiele prostsze no ale cóż ,czasem z górki czasem pod górkę.
Jeśli rozwiązałeś ten problem to napisz -będę wdzięczny. Pozdrawiam.
TRANSMIT-z czoła
TRACYL-z góry wałka.
Po splanowaniu czoła gdy podjeżdżam do frezowania i włączam funkcję TRANSMIT w Ofsecie i na pulpicie sterowniczym wyskakuje mi X Y Z.
Zapewne ta funkcja ma za zadanie zsynchronizować wszystkie osie robocze .Nie wiem czy mogę to zrobić normalnie na kodach G ,nie próbowałem. Wiem że na fanuku jest to o wiele prostsze no ale cóż ,czasem z górki czasem pod górkę.
Jeśli rozwiązałeś ten problem to napisz -będę wdzięczny. Pozdrawiam.
DMG NEF 600 EKO LINE-SHOP TURN-AFM-TAE 45 N,TAE 30N,SINUMERIK,MANUAL TURN,FANUC Oi.
-
zibi170
Autor tematu - Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 5
- Posty: 43
- Rejestracja: 25 wrz 2007, 09:16
- Lokalizacja: Swarzędz
Z pewnością oś C to nie to samo co oś Y,która pracuje np +40 -20 ale w dokumentacjach z którymi sie spotkałem są funkcje ,o których mowa ale one albo nie działają albo są jakoś zablokowane a o konkretnym przykładzie nawet nie wspomne.( A może to sterowanie wogóle jest skopane )Czy ktoś frezuje z kolegów np.coś pod klucz albo sześciokąt ,cokolwiek za pomocą funkcji TRANMIT ?
zibi






