Wrzeciono ma oprawkę ER11, maksymalna średnica trzpienia narzędzia którą się da wsadzić to 7mm, ale takiego jeszcze nie spotkałem i szukam frezów na trzpień o średnicy 6mm.
Ostatnio frezowałem formatkę o grubości 10mm frezem do aluminium o średnicy 4mm jednopiórowym z węglika, zagłębienie 2mm, posuw 600 mm/min, obroty 20000/min i do tego mgła olejowa, obróbka przeciwbieżna, szło jak w masło, wióry bardzo fajnie wyskakiwały, frez chiński - bez gradu, ale początki nie były tak różowe, pierwsze frezowanie blachy aluminiowej o grubości 3mm próbowałem frezem o średnicy 4mm dwupiórowy, węglik, zagłębienie 0,5mm, posuw 800mm/min, przeciwbieżnie + mgła, było słychać mocne wibracje freza, krawędź była z gradem - brzydka, po tym przeszedłem na testy z frezem HSS 2, 4 i 6mm dwupiórowe, obroty 10000, zagłębienie 0,5mm, posuw 600mm i tu było moje zaskoczenie, krawędź czysta bez gradu, powierzchnia gładka błyszcząca.
Wnioski na razie mam takie - muszę kupować frezy dobrej jakości, najlepiej znane markowe, ostatnio przeglądam katalog firmy DOLFA, z tego co tu na forum wyczytałem są polecane, ceny dla mnie są do przyjęcia od 40 do 80 pln dla tych które mnie interesują.
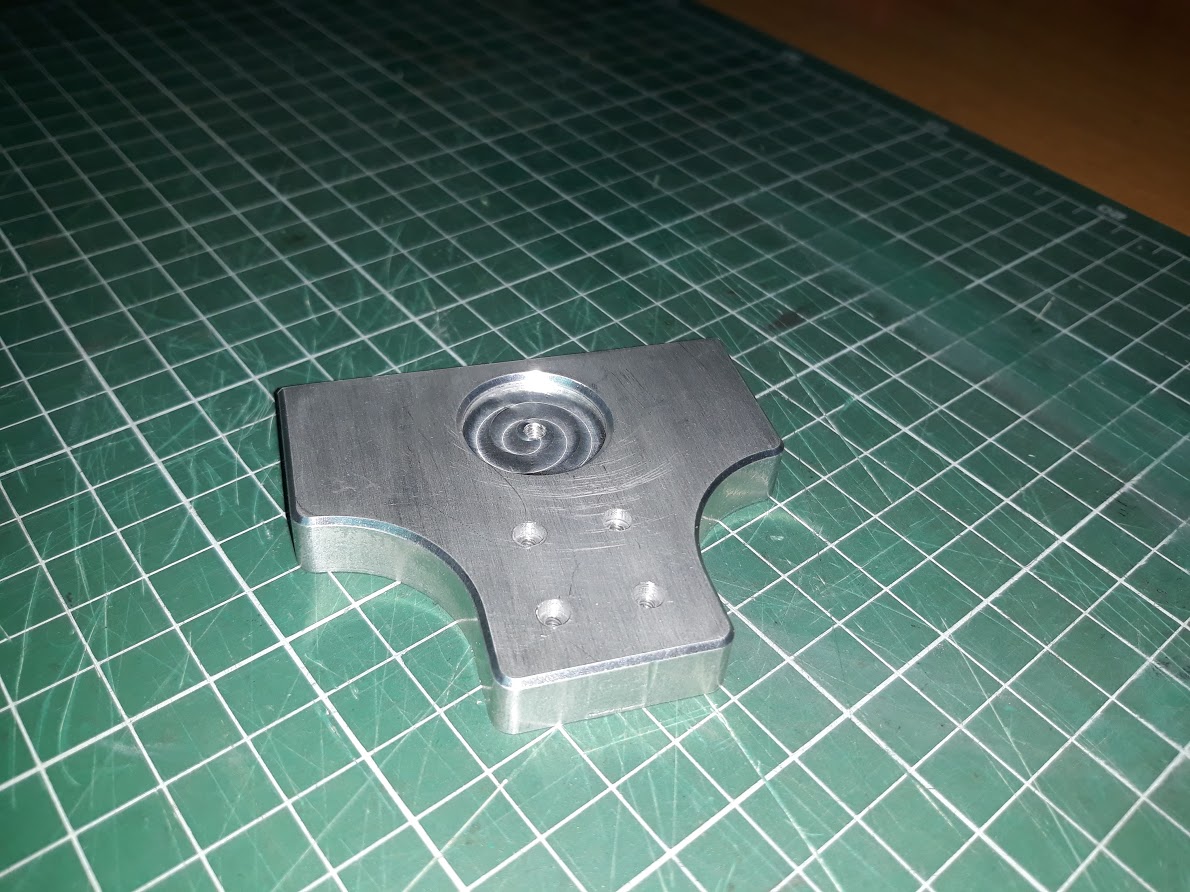
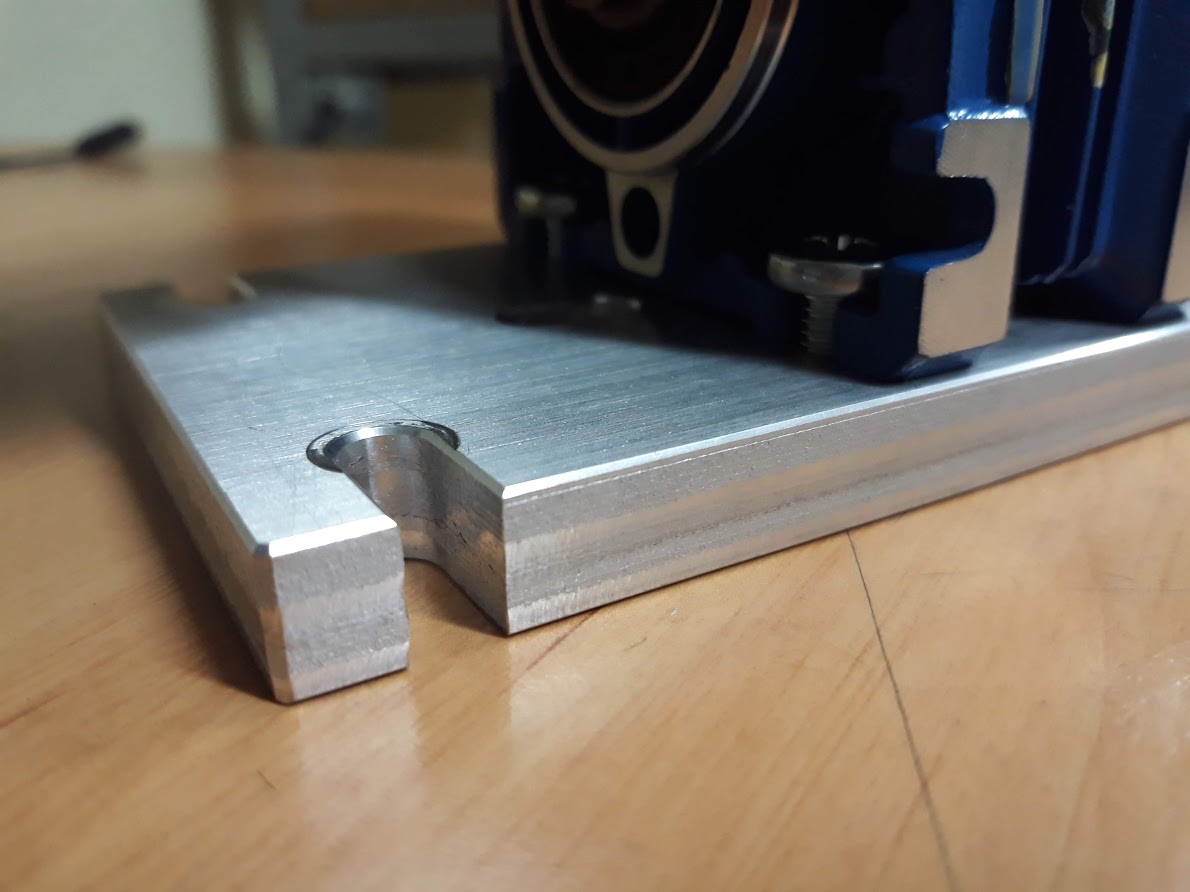
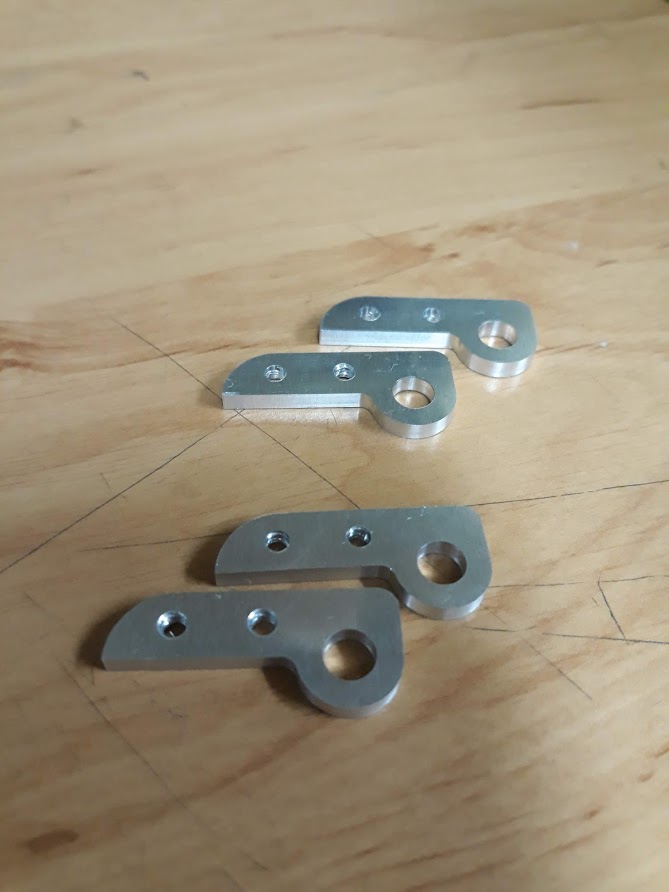
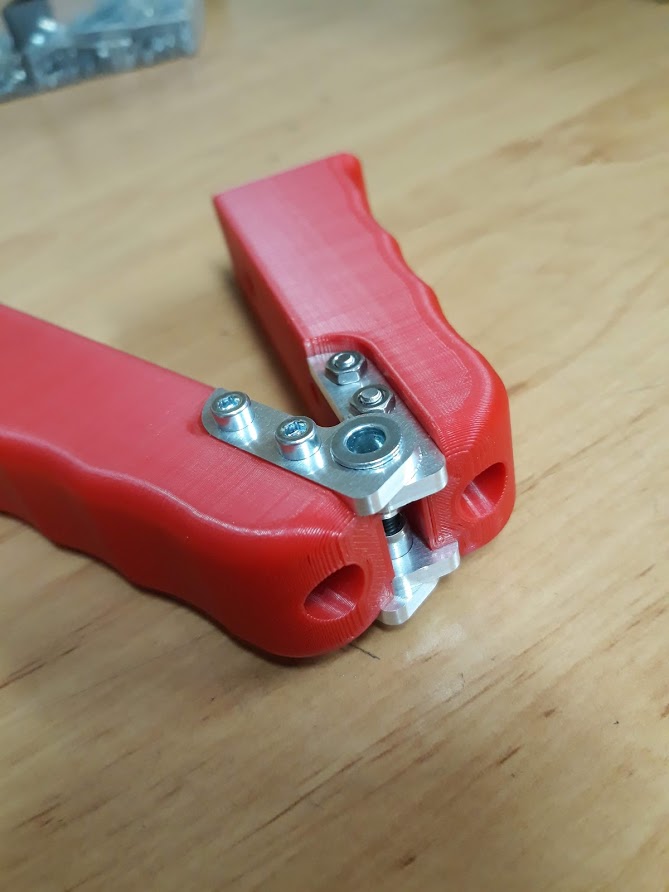
I jeszcze jedna ważna sprawa - jak już udało mi się obrobić ładnie krawędź formatki grubości 10mm to okazało się że nie trzyma ona kąta prostego, wycięty element z każdej strony u podstawy jest szerszy o ok. 0,1mm na zewnątrz.
W obrabianej sklejce jest kąt prosty.
Wnioskuję że winą jest ugięcie freza podczas obróbki, ale tu już muszę nauczyć się poprawnie programować w Fusionie, jeszcze dużo z naciskiem na Bardzo, nauki przede mną, ale drobne postępy już są.
Moja pierwsza próba frezowania w formatce aluminiowej frezem HSS chyba 4mm bo innego jeszcze nie miałem, parametrów nie pamiętam ale wszystkiego było za dużo - frez topił aluminium, za frezem pozostawał zmielony, pofałdowany krater z aluminium, wrzeciono i maszyna dawały radę to uciągnąć, frez jakimś cudem nie strzelił, natomiast węgliki przy za wysokich parametrach pękały momentalnie.
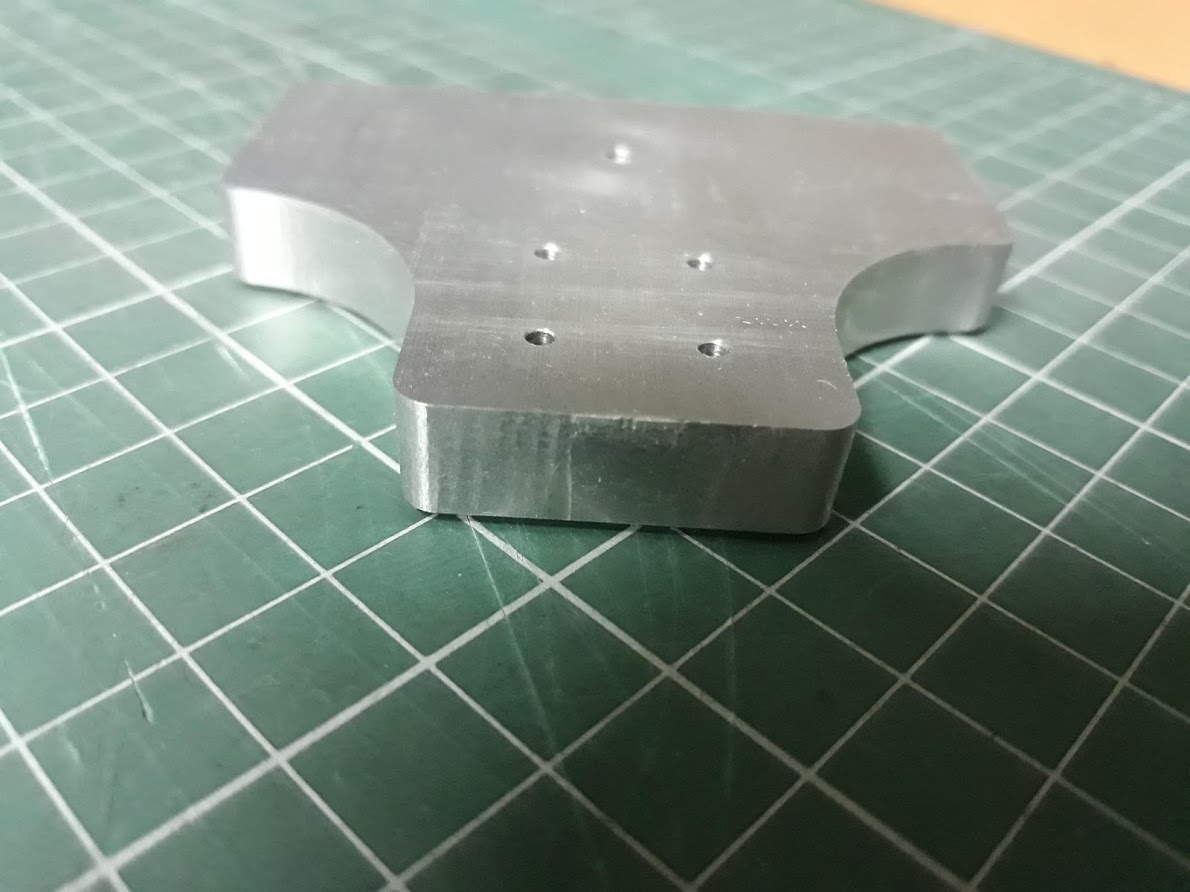
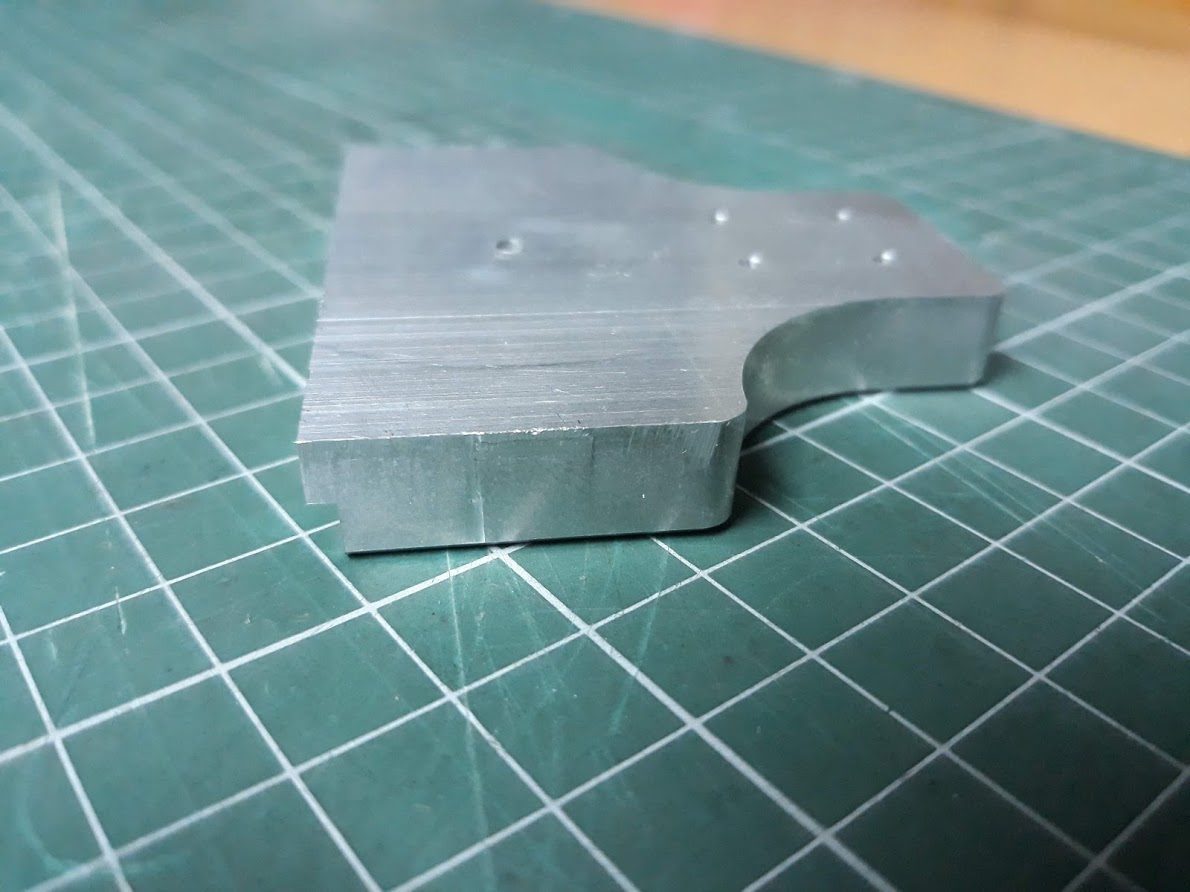
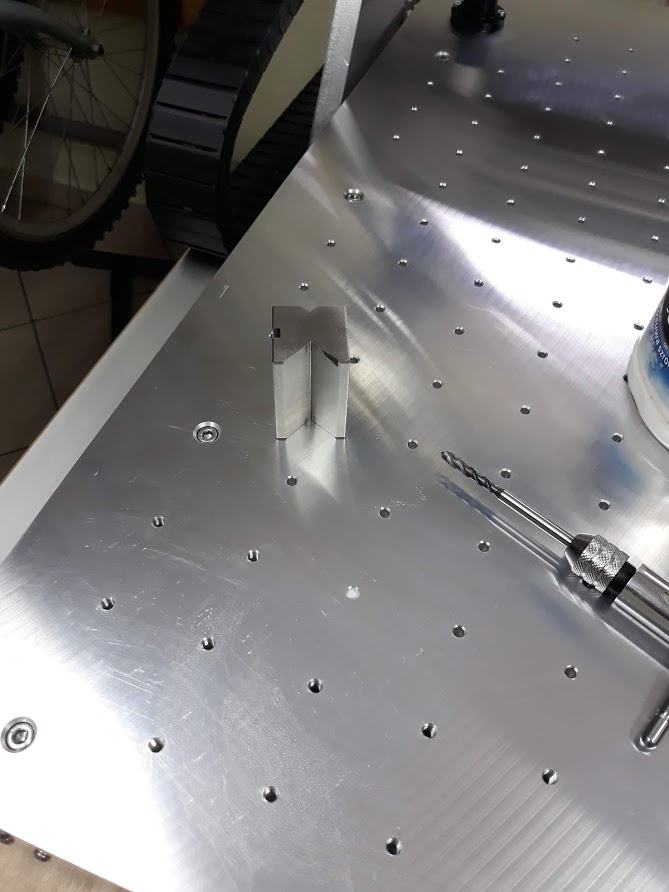
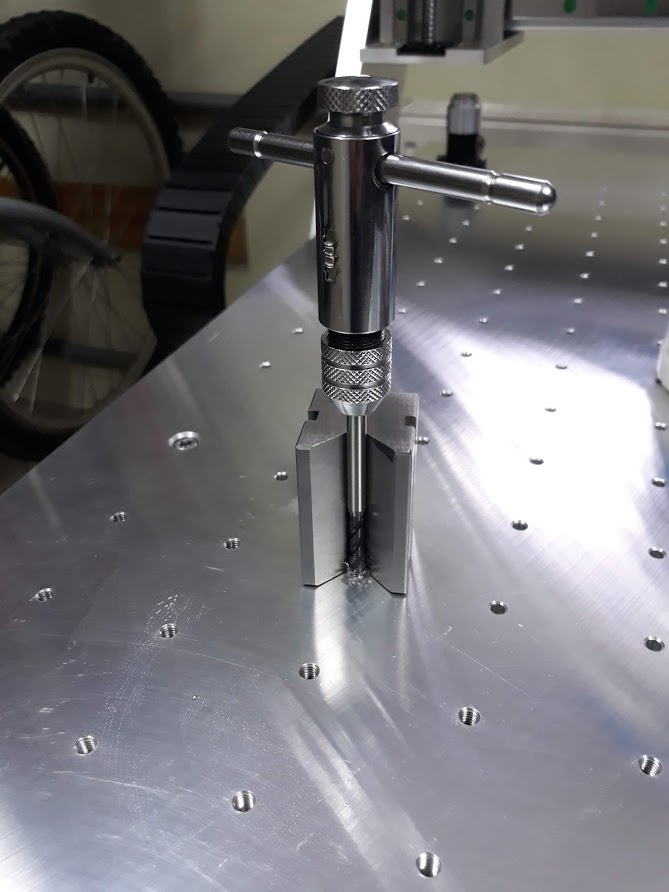
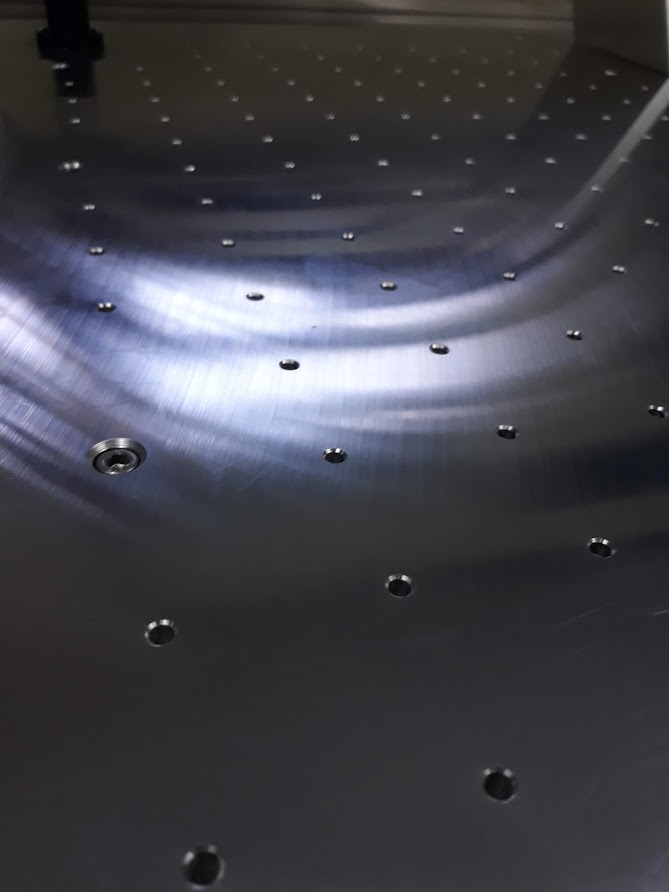
Załączam zdjęcia wycinanego elementu o którym wcześniej pisałem.
Na dwóch ostatnich zdjęciach widać ślady po tzw. Tabs-ach, te pionowe wybrania freza świadczą też o tym że frez podczas podnoszenia się chwilę dłużej pozostaje w miejscu i się prostuje wybierając bardziej materiał, dlatego sądzę że muszę zmienić strategię obróbki aluminium.
Może ktoś tutaj wypowie się na ten temat czy mój tok myślenia jest prawidłowy.