



Znaleziono 11 wyników
Wróć do „MAZAK QT10U Drugie życie :)”
- 26 sty 2019, 18:26
- Forum: Inne obrabiarki przemysłowe
- Temat: MAZAK QT10U Drugie życie :)
- Odpowiedzi: 135
- Odsłony: 15324
Re: MAZAK QT10U Drugie życie :)
Nie posiadamy pantografu ( choć pewnie nie raz by się przydał ). Nie uchwyciłem tego ale wcześniej powierzchnia była planowana więc i tak trzeba było montować w frezarce a dodanie gwintów do otworów w g-kodzie sprowadza się tylko do dopisania G22 L2, G800 i G84+ parametry gwintowania więc niewiele roboty.
- 25 sty 2019, 00:16
- Forum: Inne obrabiarki przemysłowe
- Temat: MAZAK QT10U Drugie życie :)
- Odpowiedzi: 135
- Odsłony: 15324
Re: MAZAK QT10U Drugie życie :)
To najzwyklejsza ER ( ta chyba ER20 ). Jak się do czegoś przyzwyczaić to wiele rzeczy jest niezbędne 
- 24 sty 2019, 19:28
- Forum: Inne obrabiarki przemysłowe
- Temat: MAZAK QT10U Drugie życie :)
- Odpowiedzi: 135
- Odsłony: 15324
Re: MAZAK QT10U Drugie życie :)
Gwintowanie na sztywno. W prawdzie nie takie skomplikowane jak gwint stożkowy na tokarce ale przydatne.
- 05 sty 2019, 22:30
- Forum: Inne obrabiarki przemysłowe
- Temat: MAZAK QT10U Drugie życie :)
- Odpowiedzi: 135
- Odsłony: 15324
Re: MAZAK QT10U Drugie życie :)
I u mnie często się zdarza robić sześciokąty i inne kształty na tokarce szczególnie z podajnikiem więc temat nie jest tak banalny 
kamar gdzie takie duże gwinty stożkowe się używa? Gazociągi!?
kamar gdzie takie duże gwinty stożkowe się używa? Gazociągi!?
- 05 sty 2019, 22:24
- Forum: Inne obrabiarki przemysłowe
- Temat: MAZAK QT10U Drugie życie :)
- Odpowiedzi: 135
- Odsłony: 15324
Re: MAZAK QT10U Drugie życie :)
Nie chciałem wchodzić w szczegóły ale kryteriów doboru maszyn jest całe mnóstwo, a zaczyna się od ilości miejsca na maszynę, czasem rozmiar drzwi i nośność wylewki odgrywa ważną rolę, dalej poprzez wymienione już zapotrzebowanie na energię elektryczną, dla większych maszyn konieczna jest obecność suwnicy lub raka, operator maszyny o dużej mocy musi być bardziej doświadczony a kolizje są bardziej kosztowne, zostaje także sprawa eksploatacji (odległość serwisu od miejsca w którym znajduje się maszyna, dostępność oraz koszty części zamiennych, a także wsparcie techniczne). Czasem do wymiany serwa trzeba użyć dźwigu. Ale i tak przy doborze maszyny najważniejszy jest detal który ma produkować i wszystko z nim związane.
Klienci wybierają maszyny budżetowe mimo, że są już w posiadaniu profesjonalnych obrabiarek gdyż nie zawsze opłaca się zajmować takie maszyny kiedy pojawiają się detale o mniejszych wymaganiach. Sporo przedsiębiorców dopiero zaczyna pracę z obrabiarkami lub wymienia obrabiarki konwencjonalne na CNC i decydując się na taki sprzęt zmniejsza ryzyko "utopienia" funduszy, jest ograniczona wysokością dotacji lub innego sposobu finansowania.
Nie znam się aż tak dobrze na tokarkach więc nie wiem po co taki sterownik, ale nie widziałem na forum wcześniej tematu związanego z SZGH. Moim zdaniem kontroler jest warty uwagi. Do tej pory najlepszy wybór w klasie (budowałem maszyny na CNCgraf, który był bardzo podły jak dla mnie choć wiele osób na pewno się z tym nie zgodzi, MACH3+CSMIO było dobre, ale wciąż gorsze od SZGH i tutaj zwykle trudne do pokonania było przyzwyczajenie wielu użytkowników do MACH i CNCLinux który także był dobry, ma duże możliwości ale wymaga trochę przeróbek aby wszystko działało jak trzeba - z resztą jak MACH3). Finalnie padło na SZGH, może moje kilkuletnie doświadczenia z tym systemami komuś pomoże.
Klienci wybierają maszyny budżetowe mimo, że są już w posiadaniu profesjonalnych obrabiarek gdyż nie zawsze opłaca się zajmować takie maszyny kiedy pojawiają się detale o mniejszych wymaganiach. Sporo przedsiębiorców dopiero zaczyna pracę z obrabiarkami lub wymienia obrabiarki konwencjonalne na CNC i decydując się na taki sprzęt zmniejsza ryzyko "utopienia" funduszy, jest ograniczona wysokością dotacji lub innego sposobu finansowania.
Nie znam się aż tak dobrze na tokarkach więc nie wiem po co taki sterownik, ale nie widziałem na forum wcześniej tematu związanego z SZGH. Moim zdaniem kontroler jest warty uwagi. Do tej pory najlepszy wybór w klasie (budowałem maszyny na CNCgraf, który był bardzo podły jak dla mnie choć wiele osób na pewno się z tym nie zgodzi, MACH3+CSMIO było dobre, ale wciąż gorsze od SZGH i tutaj zwykle trudne do pokonania było przyzwyczajenie wielu użytkowników do MACH i CNCLinux który także był dobry, ma duże możliwości ale wymaga trochę przeróbek aby wszystko działało jak trzeba - z resztą jak MACH3). Finalnie padło na SZGH, może moje kilkuletnie doświadczenia z tym systemami komuś pomoże.
- 05 sty 2019, 21:18
- Forum: Inne obrabiarki przemysłowe
- Temat: MAZAK QT10U Drugie życie :)
- Odpowiedzi: 135
- Odsłony: 15324
Re: MAZAK QT10U Drugie życie :)
IMPULS3 zgadzam się. W podanym przykładzie znalazła się dość mała obrabiarka. BT30 to także uchwyt na stosunkowo małe narzędzia (tutaj do fi40). Chciałem zwrócić uwagę na kierunek obrany przez coraz większą ilość producentów (szczególnie jeżeli chodzi o maszyny budżetowe), który mi się udziela poprzez moją grupę docelową. Rynek jest taki, że musi być tanio, tanio, tanio czyli tak jak lubimy więc aby zmieścić się w budżecie dochodzimy do pewnego dylematu, żartobliwie przerysowując wybieramy ciężką masywną konstrukcję i korby lub pakujemy elektronikę i rezygnujemy z części ulepszeń mechanicznych - sorry nie można mieć wszystkiego (przynajmniej przy ograniczonym budżecie).
Z racji tego, że elektronika jest coraz tańsza coraz częściej się z niej korzysta w aplikacjach w których wcześniej nie występowała, a tam gdzie jest już od dawna decydujemy się na coraz mocniejsze jednostki.
Z wykształcenia jestem mechatronikiem, czyli działam w myśl zasady, że dzianie niemal każdego układu mechanicznego można usprawnić za pomocą elektroniki i softu. Prosty przykład to macierze korekcyjne geometrii w zaawansowanych obrabiarkach gdzie wymagana dokładność jest zbyt trudna do uzyskania tylko ustawianiem mechanicznym geometrii lub gdy parametry pracy zmieniają się (np. temp. itd.). Albo serwa, sondy.. przykładów jest mnóstwo.
Na jakość roboty wpływają nawet małe drobiazgi więc każde uszczuplenie niestety będzie ją obniżać, kiedy już musimy z czegoś zrezygnować największym wyzwaniem staje się wybór elementu lub cechy która spowoduje najmniejszy spadek tej jakości czyli zwyczajnie zwiększy stosunek jakości do ceny.
Jeżeli ktoś ma bardziej zaawansowane roboty, używa bardzo długich narzędzi lub narzędzi o dużej średnicy, pole pracy jest niewystarczające lub aspekty związane ze sztywnością nie spełniają jego oczekiwań to szuka obrabiarki Chiron, Okuma, Mazak, Brother, YCM itd. a nie CNC-WAP i zupełnie nie mam z tym problemu, każdy kto zna rynek maszyn doskonale wie co gdzie, do czego i za ile.
Z racji tego, że elektronika jest coraz tańsza coraz częściej się z niej korzysta w aplikacjach w których wcześniej nie występowała, a tam gdzie jest już od dawna decydujemy się na coraz mocniejsze jednostki.
Z wykształcenia jestem mechatronikiem, czyli działam w myśl zasady, że dzianie niemal każdego układu mechanicznego można usprawnić za pomocą elektroniki i softu. Prosty przykład to macierze korekcyjne geometrii w zaawansowanych obrabiarkach gdzie wymagana dokładność jest zbyt trudna do uzyskania tylko ustawianiem mechanicznym geometrii lub gdy parametry pracy zmieniają się (np. temp. itd.). Albo serwa, sondy.. przykładów jest mnóstwo.
Na jakość roboty wpływają nawet małe drobiazgi więc każde uszczuplenie niestety będzie ją obniżać, kiedy już musimy z czegoś zrezygnować największym wyzwaniem staje się wybór elementu lub cechy która spowoduje najmniejszy spadek tej jakości czyli zwyczajnie zwiększy stosunek jakości do ceny.
Jeżeli ktoś ma bardziej zaawansowane roboty, używa bardzo długich narzędzi lub narzędzi o dużej średnicy, pole pracy jest niewystarczające lub aspekty związane ze sztywnością nie spełniają jego oczekiwań to szuka obrabiarki Chiron, Okuma, Mazak, Brother, YCM itd. a nie CNC-WAP i zupełnie nie mam z tym problemu, każdy kto zna rynek maszyn doskonale wie co gdzie, do czego i za ile.
- 05 sty 2019, 20:06
- Forum: Inne obrabiarki przemysłowe
- Temat: MAZAK QT10U Drugie życie :)
- Odpowiedzi: 135
- Odsłony: 15324
Re: MAZAK QT10U Drugie życie :)
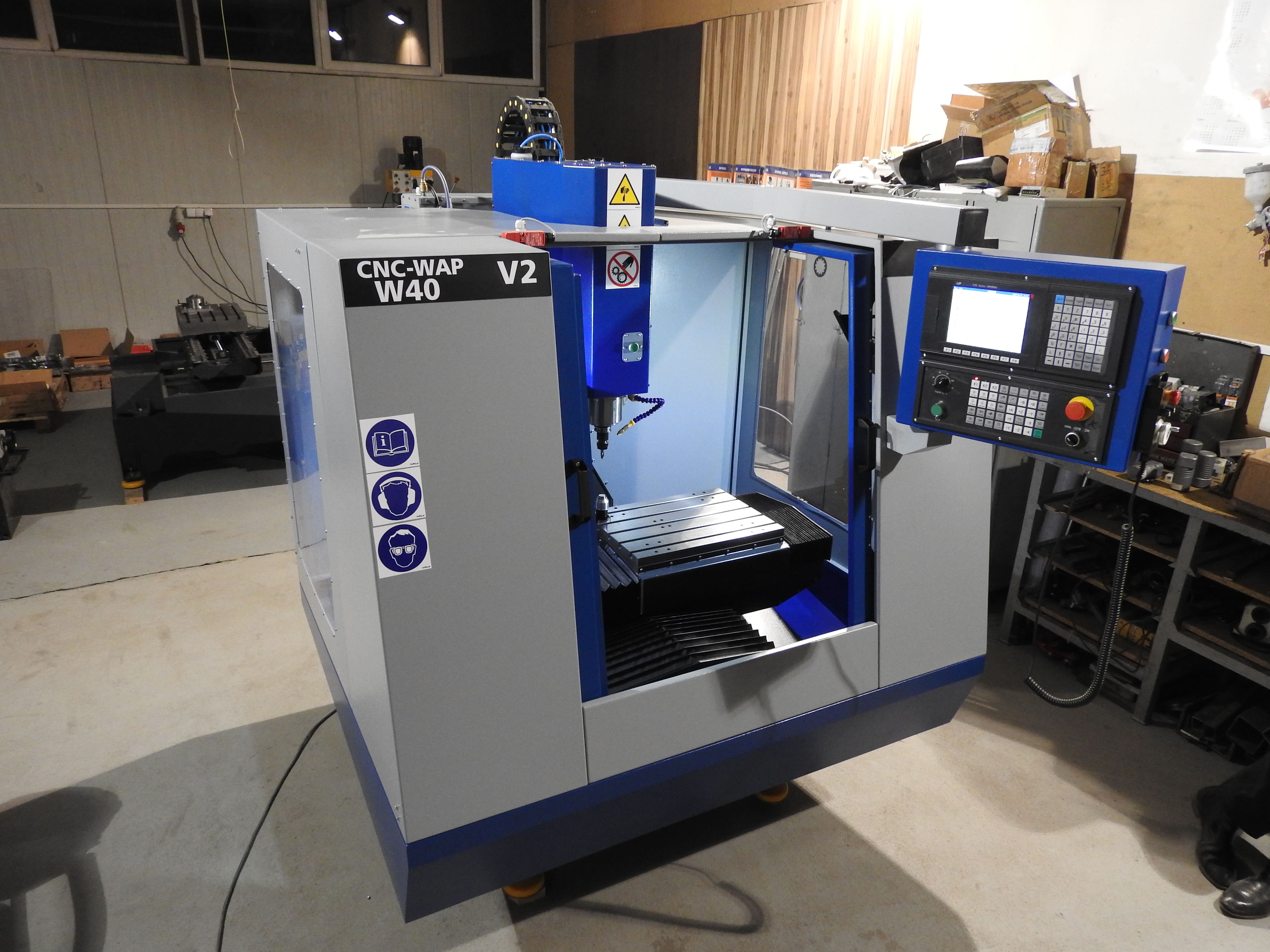
Wszystko wymaga odpowiedniego wyczucia. Zdaję sobie sprawę, że istnieją bardziej sztywne frezarki od tej którą zaprojektowałem ale trzeba mierzyć siły na zamiary, nie sądzę żeby ktoś montował do mojej maszyny HRT310, który kosztuje niemal dokładnie tyle co cała nowa maszyna. Cały czas dążę do tego aby dostarczać jak najlepszy sprzęt w jak najlepszej cenie choć to brzmi pewnie mało przekonująco bo wiele osób tak mówi.
Oszacowane przeze mnie optymalne maksymalne obciążenie stołu to 140kg (przy którym nie występują widoczne odkształcenia sprężyste), wkrótce do oferty dołączę oś obrotową której masa własna wynosi 50kg więc użytkownik będzie na niej mógł zamontować 90kg. Oczywiście gdy obciążymy stół dwukrotnie większą siłą (np. 300kN) nic nie ulegnie uszkodzeniu, a napędy spokojnie sobie z tym poradzą, jednak dla własnego bezpieczeństwa wartość obciążenia jest celowo zaniżona.
Frezarka ma pole pracy 520x420x380mm, w praktyce oznacza to, że spokojnie możemy obrabiać płytę aluminiową (nie wchodząc w rozróżnianie gatunków)o wymiarach 500x400x250 lub stalową o rozmiarach np. 400x300x150.
Waga zespołu stół-siodło wynosi ok. 300kg a cała maszyna to 1,6t. Duża masa mimo, że jest pożądana daje duże momenty bezwładności, stosując obróbkę HSM dąży się do zmniejszenia sił działających na narzędzie, jednocześnie zachowując dużą wydajność obróbki, zatem zachodzi potrzeba zwiększenia przyspieszenia i prędkości. Można wyliczyć jaką siłę potrzeba aby ruszyć taki zespół kiedy przyspieszenia są bliskie 1G (F=m*a). Frezarka pracuję z prędkościami 8 lub 12m/min, a obroty wrzeciona to 8 lub 18 tys. obr/min (zależnie od wybranej opcji).
Starsi operatorzy, którzy pamiętają ciężkie i wolne konstrukcje na pewno narzekają na wiele dzisiejszych maszyn, ale technologia się zmienia, trzeba inaczej podejść do sprawy. Dawniej nie było tak szybkich sterowników, napędów i łożysk, dzisiaj za ich pomocą uzupełnia się uszczuplenia mechaniki w rezultacie nie tracą na wydajności.
Oszacowane przeze mnie optymalne maksymalne obciążenie stołu to 140kg (przy którym nie występują widoczne odkształcenia sprężyste), wkrótce do oferty dołączę oś obrotową której masa własna wynosi 50kg więc użytkownik będzie na niej mógł zamontować 90kg. Oczywiście gdy obciążymy stół dwukrotnie większą siłą (np. 300kN) nic nie ulegnie uszkodzeniu, a napędy spokojnie sobie z tym poradzą, jednak dla własnego bezpieczeństwa wartość obciążenia jest celowo zaniżona.
Frezarka ma pole pracy 520x420x380mm, w praktyce oznacza to, że spokojnie możemy obrabiać płytę aluminiową (nie wchodząc w rozróżnianie gatunków)o wymiarach 500x400x250 lub stalową o rozmiarach np. 400x300x150.
Waga zespołu stół-siodło wynosi ok. 300kg a cała maszyna to 1,6t. Duża masa mimo, że jest pożądana daje duże momenty bezwładności, stosując obróbkę HSM dąży się do zmniejszenia sił działających na narzędzie, jednocześnie zachowując dużą wydajność obróbki, zatem zachodzi potrzeba zwiększenia przyspieszenia i prędkości. Można wyliczyć jaką siłę potrzeba aby ruszyć taki zespół kiedy przyspieszenia są bliskie 1G (F=m*a). Frezarka pracuję z prędkościami 8 lub 12m/min, a obroty wrzeciona to 8 lub 18 tys. obr/min (zależnie od wybranej opcji).
Starsi operatorzy, którzy pamiętają ciężkie i wolne konstrukcje na pewno narzekają na wiele dzisiejszych maszyn, ale technologia się zmienia, trzeba inaczej podejść do sprawy. Dawniej nie było tak szybkich sterowników, napędów i łożysk, dzisiaj za ich pomocą uzupełnia się uszczuplenia mechaniki w rezultacie nie tracą na wydajności.
- 04 sty 2019, 20:12
- Forum: Inne obrabiarki przemysłowe
- Temat: MAZAK QT10U Drugie życie :)
- Odpowiedzi: 135
- Odsłony: 15324
Re: MAZAK QT10U Drugie życie :)
Od kilku lat projektuję obrabiarki dla pewnej firmy (nie trudno zgadnąć, pewnie część użytkowników już mnie zna choć wcześniej nie działałem na forum).
Po co mi tyle wejść..? Między innymi do:
- wyłączniki krańcowe
- resetowanie błędów sterowników
- alarm napędów osi
- alarm wrzeciona
- sygnał gotowości wrzeciona (podczas pozycjonowania)
- sterowanie wrzecionem M3 i M4
- włączenie trybu pozycjonowania w falowniku
- wyjście alarmu dla falownika i magazynu narzędzi
- sygnał bazowania wrzeciona
- dodatkowe kanały dla enkoderów napędów XZ0, YZ0 itd.(nazywam to podwójnym bazowaniem)
- sprzężenie zwrotne napędów i wrzeciona (enkodery)
- przedmuchanie oprawki przy wymianie narzędzi
- załączenie pompy chłodziwa
- wyłączanie oświetlenia (opcjonalnie)
- załączenie odciągu mgły/trocin, wiór
- sterowanie pompką chłodziwa dla wrzeciona z kanałem wodnym
- załączenie wentylatora serwa lub wentylatora chłodnicy wrzeciona
- magistrala magazynu ATC (ponieważ magazyn wyposażyłem w osobny procesor)
- alarm - brak ciśnienia w układzie zasilania
- alarm - niepoprawna praca układu przeciwwagi
- alarm - drzwi
- wybór sondy
- sygnał z wybranej sondy
- alarm - słaba bateria sondy radiowej
- alarm - kolizja sondy
- zwolnienie hamulca podzielnicy/ osi obrotowej
- sterowanie zaworem mgły olejowej
- przycisk wymiany ręcznej narzędzia
- czujnik zamocowanego narzędzia
- czujnik otwartych szczęk wrzeciona
- czujnik zabezpieczający wysunięcie magazynu
- elektrozawór cylindra wypychającego szczęki wrzeciona
- dodatkowe gniazdka 230V dla użytkownika
Może o czymś zapomniałem ale to nie istotne. Nie używam tzw. twardych limitów (nigdy żadna oś nie wyjechała z winy sterownika), a także nie w każdej maszynie podłączam enkodery napędów do sterownika.
Niezależnie czy sterownik pracuje w ploterze do drewna czy frezarce do metalu rozdział sygnałów realizowany jest tak samo, oczywiście ploter potrzebuje mniej wyprowadzeń ale łatwiej jest operować tylko na jednym modelu sterownika.
Mój ostatni i najbardziej rozbudowany projekt pod względem sterowania:


Budowanie maszyn to zarówno moje hobby jak i praca zawodowa, liczę na to, moja obecność tutaj komuś pomoże a i ja się czegoś nowego dowiem.
Po co mi tyle wejść..? Między innymi do:
- wyłączniki krańcowe
- resetowanie błędów sterowników
- alarm napędów osi
- alarm wrzeciona
- sygnał gotowości wrzeciona (podczas pozycjonowania)
- sterowanie wrzecionem M3 i M4
- włączenie trybu pozycjonowania w falowniku
- wyjście alarmu dla falownika i magazynu narzędzi
- sygnał bazowania wrzeciona
- dodatkowe kanały dla enkoderów napędów XZ0, YZ0 itd.(nazywam to podwójnym bazowaniem)
- sprzężenie zwrotne napędów i wrzeciona (enkodery)
- przedmuchanie oprawki przy wymianie narzędzi
- załączenie pompy chłodziwa
- wyłączanie oświetlenia (opcjonalnie)
- załączenie odciągu mgły/trocin, wiór
- sterowanie pompką chłodziwa dla wrzeciona z kanałem wodnym
- załączenie wentylatora serwa lub wentylatora chłodnicy wrzeciona
- magistrala magazynu ATC (ponieważ magazyn wyposażyłem w osobny procesor)
- alarm - brak ciśnienia w układzie zasilania
- alarm - niepoprawna praca układu przeciwwagi
- alarm - drzwi
- wybór sondy
- sygnał z wybranej sondy
- alarm - słaba bateria sondy radiowej
- alarm - kolizja sondy
- zwolnienie hamulca podzielnicy/ osi obrotowej
- sterowanie zaworem mgły olejowej
- przycisk wymiany ręcznej narzędzia
- czujnik zamocowanego narzędzia
- czujnik otwartych szczęk wrzeciona
- czujnik zabezpieczający wysunięcie magazynu
- elektrozawór cylindra wypychającego szczęki wrzeciona
- dodatkowe gniazdka 230V dla użytkownika
Może o czymś zapomniałem ale to nie istotne. Nie używam tzw. twardych limitów (nigdy żadna oś nie wyjechała z winy sterownika), a także nie w każdej maszynie podłączam enkodery napędów do sterownika.
Niezależnie czy sterownik pracuje w ploterze do drewna czy frezarce do metalu rozdział sygnałów realizowany jest tak samo, oczywiście ploter potrzebuje mniej wyprowadzeń ale łatwiej jest operować tylko na jednym modelu sterownika.
Mój ostatni i najbardziej rozbudowany projekt pod względem sterowania:
Budowanie maszyn to zarówno moje hobby jak i praca zawodowa, liczę na to, moja obecność tutaj komuś pomoże a i ja się czegoś nowego dowiem.
- 04 sty 2019, 11:44
- Forum: Inne obrabiarki przemysłowe
- Temat: MAZAK QT10U Drugie życie :)
- Odpowiedzi: 135
- Odsłony: 15324
Re: MAZAK QT10U Drugie życie :)
Ciekawe podejście do tematu. Istnieje wiele CAM-ów które nie ogarniają interpolacji łukowej/kołowej/helikalnej, koło to był tylko taki przykład, trajektoria może wyglądać inaczej. Nie koniecznie ja z takiego korzystam ale wiele osób tak, nawet o tym nie wiedząc.
Mechanika nie ma nic do szybkości działania kiedy odłączone jest sprzężenie zwrotne, sterowanie wysyła komendy zgodnie z ustawionym taktowaniem i nie ma informacji o tym czy mechanika to przenosi więc program wykona się w takim samym czasie niezależnie od tego na jakiem maszynie jest uruchomiony pod warunkiem, że ustawienia prędkości będą identyczne.
Od jakiegoś czasu w ustawieniach pojawiła się stała czasowa, która definiuje zonę. Rozwiązuje to masę problemów. Opierając to na prostym przykładzie, duża zona to zaokrąglone naroża, mała to ostre gdy chcemy wykonać np. kwadrat. Zbyt ostre naroża to konieczność zatrzymania przynajmniej jednego napędu do bardzo małej prędkości co zajmuje trochę czasu więc prędkość spada. Gdy połączeń wektorów jest wiele na małym odcinku napęd musi zwolnić na każdym z nich co dość efektywnie zmniejsza prędkość pracy, a czasem nawet pojawia się "tuczenie" (które generowane jest przez silniki a nie jak niektórzy twierdzą jakieś luzy, choć luzy to "wzmacniają").
Mechanika nie ma nic do szybkości działania kiedy odłączone jest sprzężenie zwrotne, sterowanie wysyła komendy zgodnie z ustawionym taktowaniem i nie ma informacji o tym czy mechanika to przenosi więc program wykona się w takim samym czasie niezależnie od tego na jakiem maszynie jest uruchomiony pod warunkiem, że ustawienia prędkości będą identyczne.
Od jakiegoś czasu w ustawieniach pojawiła się stała czasowa, która definiuje zonę. Rozwiązuje to masę problemów. Opierając to na prostym przykładzie, duża zona to zaokrąglone naroża, mała to ostre gdy chcemy wykonać np. kwadrat. Zbyt ostre naroża to konieczność zatrzymania przynajmniej jednego napędu do bardzo małej prędkości co zajmuje trochę czasu więc prędkość spada. Gdy połączeń wektorów jest wiele na małym odcinku napęd musi zwolnić na każdym z nich co dość efektywnie zmniejsza prędkość pracy, a czasem nawet pojawia się "tuczenie" (które generowane jest przez silniki a nie jak niektórzy twierdzą jakieś luzy, choć luzy to "wzmacniają").
- 04 sty 2019, 00:57
- Forum: Inne obrabiarki przemysłowe
- Temat: MAZAK QT10U Drugie życie :)
- Odpowiedzi: 135
- Odsłony: 15324
Re: MAZAK QT10U Drugie życie :)
Sprostowanie, zapomniałem dodać... używam tylko modele przeznaczone dla frezarek 1000MDb i wcześniej 990MDb (3, 4 i 5 osiowe) wybaczcie... o TDb za wiele nie wiem bo chyba nie potrzebuję. Największy problem jaki zauważyłem w 990MDb to obsługa panelu podczas wykonywania programu z dużą ilością kodu przy większych prędkościach np. koło w interpolacji liniowej i dużej rozdzielczości, w 1000MDb tego nie zauważyłem. Wewnątrz siedzi FPGA Xilinx'a i ARM, a w budowie są drobne różnice. Od ponad roku nie używam 990MDb i może coś już naprawili bo zdarzyło się, że soft był skiepszczony i maszyna zrywała (trzeba było wrzucić nowy backup) ale i tak różnica w prędkości działania była spora. Czy warto płacić za I/O - tak, ponieważ wykorzystuję więcej niż 40 I/O i było by to dla mnie ograniczenie, może ktoś nie ma takiej potrzeby ale to już odpowie sobie sam.






