



Hejkaa, parę miesięcy jak widać to zajęło ale jest nr 2 !! haha
Brnijmy dalej w ten temat..
Znaleziono 18 wyników
- 22 lut 2022, 21:41
- Forum: Ogólne dyskusje na temat oprogramowania CAD/CAM
- Temat: Witaj społeczności HyperMill
- Odpowiedzi: 8
- Odsłony: 3163
- 25 wrz 2020, 19:26
- Forum: Heidenhain
- Temat: Programowanie z palca
- Odpowiedzi: 12
- Odsłony: 2382
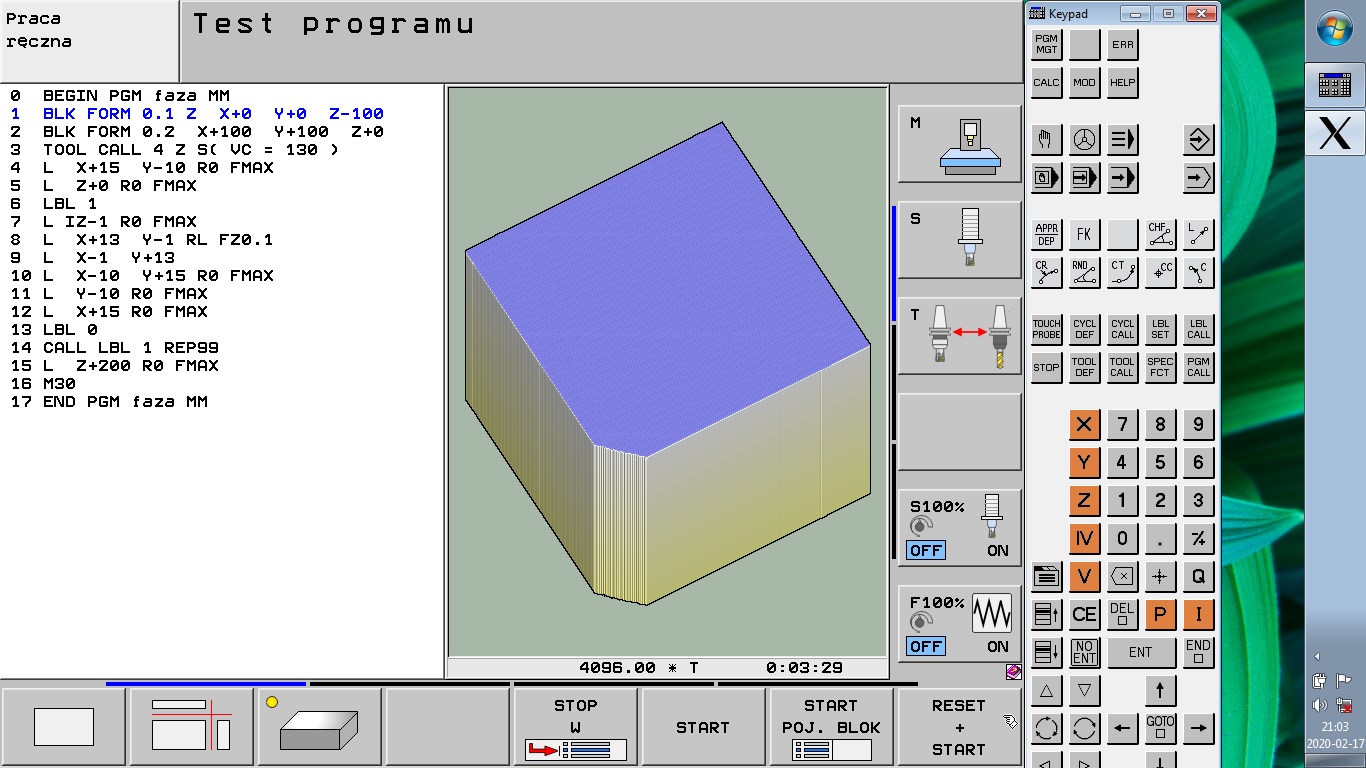
Re: Programowanie z palca
Haha. Znaczy co będziesz jeszcze dokładnie kombinował mając gotowca ? Dobra, nieważne. Z nudów akurat w robocie wymyśliłem coś takiego. Niezbyt skomplikowane ale działa. (Ósma linia jest zbędna.. zaczynałem pisać z myślą o czym innym) https://www.cnc.info.pl/pics/0a6f081e96baf282fb4884213af34813.jpg
- 28 sie 2020, 22:50
- Forum: Heidenhain
- Temat: TNC426 Proram stop M30-zwolnienie rygla drzwi
- Odpowiedzi: 8
- Odsłony: 1750
Re: TNC426 Proram stop M30-zwolnienie rygla drzwi
Witam, jako że nikt do tej pory nic nie napisał w tym temacie to ja odpowiem że kiedyś, gdy pracowałem na Hermle B300U z HH530 to mieliśmy tam książkę z częściowo opisanymi M-funkcjami do tej maszyny. Intrygowało mnie w niej "M31 koniec programu-otwarcie drzwi". Niestety jakkolwiek i gdziekolwiek ni...
- 06 cze 2020, 00:50
- Forum: Heidenhain
- Temat: HH iTNC 530
- Odpowiedzi: 15
- Odsłony: 3284
Re: HH iTNC 530
Ciężko to nazwać cyklami ale mam dwie takie rzeczy na Q parametrach: skosy w rogach płyty- podaję tylko długość boków, długość fazy, warstwę skrawania, parametry, itp. wiercenie wody, 5 osi- tak samo długość boków, które boki, współrzędne otworów, itd itp dwie ciekawostki, robiąc formy wtryskowe, in...
- 22 maja 2020, 19:57
- Forum: Heidenhain
- Temat: Program wywołać
- Odpowiedzi: 24
- Odsłony: 2661
Re: Program wywołać
Nie napisałem że maszyna robi cokolwiek innego niż ma napisane. Oczywiście że zawsze zrobi to co jej się każe. W tym przypadku też zrobi jak trzeba, czyli "powtórzy" podprogram dwa razy :p ..a tego nie chcemy
- 20 maja 2020, 23:26
- Forum: Heidenhain
- Temat: Program wywołać
- Odpowiedzi: 24
- Odsłony: 2661
Re: Program wywołać
Powiem szczerze że niezłe jest to rozwiązanie, miałem kilka razy taką samą sytuację i ostatecznie kopiowałem zawartość "programów-podprogramów" do programu głównego żeby nie robiło dwa razy. Co krok trzeba maszynę jakoś oszukiwać.. Tak jak z funkcją M128, na temat której było tutaj wiele sporów...
- 25 lut 2020, 15:36
- Forum: WARSZTAT
- Temat: Wada monitora, Mikron mill p 800 u d
- Odpowiedzi: 0
- Odsłony: 881
Wada monitora, Mikron mill p 800 u d
https://www.cnc.info.pl/pics/f383d540e3320812463c15c0aaaa9be2.jpg Witam, czy ktoś jest w stanie powiedzieć co może być przyczyną wyświatlania się na monitorze takiego paska ? Zrobiło się to nagle i już tak zostało, nic nie pomaga. Nie jest to ciąg martwych pikseli, pasek zmienia kolor w zależności ...
- 17 lut 2020, 21:10
- Forum: Heidenhain
- Temat: HH tnc530
- Odpowiedzi: 49
- Odsłony: 4996
Re: HH tnc530
Witam,
jeszcze ja się dorzucę, ja to robię tak i jest współbieżnie i nie musi "objeżdżać" płyty.
Pozdrawiam
jeszcze ja się dorzucę, ja to robię tak i jest współbieżnie i nie musi "objeżdżać" płyty.
Pozdrawiam
- 28 lis 2019, 10:14
- Forum: Heidenhain
- Temat: frezowanie pow. bocznej cylindra
- Odpowiedzi: 21
- Odsłony: 5838
Re: frezowanie pow. bocznej cylindra
Temat wałkowany wielokrotnie. Kolega capt.d. odpisze że się nie da, kolega Steryd że funkcja m128, która kompletnie nic w tym przypadku nie pomoże. Cykl jest bezużyteczny jeśli nie zamocujesz detalu idealnie w osi stołu.
- 20 gru 2018, 16:37
- Forum: Heidenhain
- Temat: Niekontrolowane przejazdy w cyklach
- Odpowiedzi: 16
- Odsłony: 2521
Re: Niekontrolowane przejazdy w cyklach
Witam, pomijając fakt że płaszczyzna z reguły bywa płaska.. ..to może źle mówię, ale początek wiercenia zależy od Q203 a na dojazd na szybkim to Q204 i nie ma sensu podawania jakichkolwiek innych współrzędnych w osi Z. (dziwne że w ogóle nie zjeżdża ci na Z0, po czym Z100 żeby znowu wrócić na Z1 i z...






