



Dziękuję za podpowiedzi .
Rozglądam się właśnie w tej chwili za kilkoma frezami fi 6 oraz fi 8 VHM .
Z tego co widzę to optymanie mieć dwa wrzeciona - jedno wysokoobrotowe do grawerowania i śmigania mniejszymi średnicami drugie do planowania itp
Znaleziono 10 wyników
Wróć do „Frez zatrzymuje się w tulejce ER20. Czy parametry mam ok?”
- 20 wrz 2016, 20:22
- Forum: Frezowanie / Frezarki Konwencjonalne
- Temat: Frez zatrzymuje się w tulejce ER20. Czy parametry mam ok?
- Odpowiedzi: 27
- Odsłony: 4964
- 19 wrz 2016, 20:47
- Forum: Frezowanie / Frezarki Konwencjonalne
- Temat: Frez zatrzymuje się w tulejce ER20. Czy parametry mam ok?
- Odpowiedzi: 27
- Odsłony: 4964
Link do filmiku:
Typuję że może chodzić o takie wrzeciono :
http://www.sorotec.de/shop/Spindles/hf- ... 0rpm-.html
Typuję że może chodzić o takie wrzeciono :
http://www.sorotec.de/shop/Spindles/hf- ... 0rpm-.html
Tak nakrętke dokręcam kluczem oczywiście kontrując. Nakrętka jest nowa pewnego znanego i cenionego polskiego producentaCoś mi się wydaje że Ci się źle wydajeNakrętkę w er20 dokręcasz kluczem?
- 18 wrz 2016, 21:34
- Forum: Frezowanie / Frezarki Konwencjonalne
- Temat: Frez zatrzymuje się w tulejce ER20. Czy parametry mam ok?
- Odpowiedzi: 27
- Odsłony: 4964
A widzisz - rzuciłeś nowy cień tą sprawę. Wydawało mi się że oprawka obracała się i ocierała o powierzchnie walcową freza który tkwił nieruchomy w materiale. Tak mi się wydawało ale teraz nie umiem wykluczyć że falownik wyłączał mi wrzeciono. Po podwyższeniu wrzeciona frez się obracał normalnieStawało bo falownik wyżucał bład że jest przeciążony. Nie bardzo rozumiem jak oprawka może na to wpływać.
Jutro spróbuję znaleźć filmik z youtube. Na tym filmiku właściciel frezarki ma głowiczkę fi 12 i fajnie pracuję oraz podpis że frezuje wrzecionem 2.2 kW. Nie wiem jakie to dokładnie wrzeciono. Nie będę ukrywał ze tym filmikiem się kierowałem co do głowiczki . Ciekaw bedę Twojej opini po obejrzeniu filmiku
- 18 wrz 2016, 20:55
- Forum: Frezowanie / Frezarki Konwencjonalne
- Temat: Frez zatrzymuje się w tulejce ER20. Czy parametry mam ok?
- Odpowiedzi: 27
- Odsłony: 4964
Mam freza WNT fi 6 mm . Prędkość vc to około 240 m/min więc nie tak dużo jak koledzy piszą.
Prędkość obrotowa około 9500 obr / min
Jako wrzeciono mam chińczyka 2.2 kW i to jest najsłabsza część mojej frezarki . Ogólnie będę rozglądał się za innymi frezami dla tego wrzeciona. Na myśl przychodzi mi jeszcze głowiczka 12 mm tak by można było efektywnie planować i frez VHM 8 mm
Frezik 14 mm z HSS do alu kupiłem bo wydawało mi się że spokojnie moje wrzeciono go uciagnie. Czemu stawał w materiale ? Mam podejrzenia że jednak coś jest nie tak z oprawką ale cóż już dalej nie będę tego tematu kopał tylko dozbieram na freziki VHM
Prędkość obrotowa około 9500 obr / min
Jako wrzeciono mam chińczyka 2.2 kW i to jest najsłabsza część mojej frezarki . Ogólnie będę rozglądał się za innymi frezami dla tego wrzeciona. Na myśl przychodzi mi jeszcze głowiczka 12 mm tak by można było efektywnie planować i frez VHM 8 mm
Frezik 14 mm z HSS do alu kupiłem bo wydawało mi się że spokojnie moje wrzeciono go uciagnie. Czemu stawał w materiale ? Mam podejrzenia że jednak coś jest nie tak z oprawką ale cóż już dalej nie będę tego tematu kopał tylko dozbieram na freziki VHM
- 17 wrz 2016, 18:05
- Forum: Frezowanie / Frezarki Konwencjonalne
- Temat: Frez zatrzymuje się w tulejce ER20. Czy parametry mam ok?
- Odpowiedzi: 27
- Odsłony: 4964
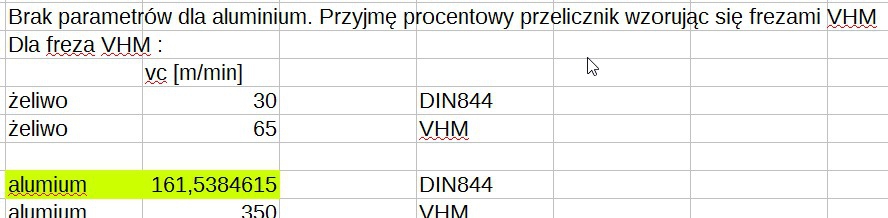
Ta jak pisałem Producent nie potrafi określić parametrów obróbki Musiałem sobie jakoś radzić
Wziałe tego producenta paramtry dla podobnego freza VHM dla aluminium i żeliwa
Miałem parametry dla freza HSS dla żeliwa i z proporcji obliczyłem vc dla moego freza.
Przy tej prędkości obrotowej frez zatrzymał mi się w materiale. Dla większej prędkości 8000 - 9000 frezik szedł ale też się nie zagłębił
- 17 wrz 2016, 17:38
- Forum: Frezowanie / Frezarki Konwencjonalne
- Temat: Frez zatrzymuje się w tulejce ER20. Czy parametry mam ok?
- Odpowiedzi: 27
- Odsłony: 4964
Ten frez fi 14 jest już uszkodzony . Nic z niego nie będzie. Przefrezowałem już sobie to co miałem przefrezować na frezie VHM . Wyszło super 
Detal nie jest skończony . Bo trzeba go jeszcze obracać a na dziś już koniec. Ale fakt posiadam tylko jeden frez VHM. Muszę zakupić większą ilość bo wcześńiej czy późńiej ten mi sie stępi
Detal nie jest skończony . Bo trzeba go jeszcze obracać a na dziś już koniec. Ale fakt posiadam tylko jeden frez VHM. Muszę zakupić większą ilość bo wcześńiej czy późńiej ten mi sie stępi
- 17 wrz 2016, 17:26
- Forum: Frezowanie / Frezarki Konwencjonalne
- Temat: Frez zatrzymuje się w tulejce ER20. Czy parametry mam ok?
- Odpowiedzi: 27
- Odsłony: 4964
Ok dzięki CFA, Twoja odpowiedź już mi coś da. Wpisałem HPC ale google pokazało mi za pierwszym razem High Performance Computing -
Dla mnie niejasne jest tylko znajdowanie informacji odnośnie mocy skrawania do zagłębiania ale postaram się wygoogląć. Co do vc - opisałem w excelu dlaczego taka wartość mi wyszła.
Nawiasem mówiąc dzwoniłem do producenta odnośnie tego freza żeby mi podał parametry skrawania ale producent nie potrafił mi ich podać z początku. Później podał parametry ale nie potrafił określić czy to dla pełnego zagłębienia i jaką częścią promienia frezowanie.
Ok dzięki wielkie za pomoc
Dla mnie niejasne jest tylko znajdowanie informacji odnośnie mocy skrawania do zagłębiania ale postaram się wygoogląć. Co do vc - opisałem w excelu dlaczego taka wartość mi wyszła.
Nawiasem mówiąc dzwoniłem do producenta odnośnie tego freza żeby mi podał parametry skrawania ale producent nie potrafił mi ich podać z początku. Później podał parametry ale nie potrafił określić czy to dla pełnego zagłębienia i jaką częścią promienia frezowanie.
Ok dzięki wielkie za pomoc
- 17 wrz 2016, 15:08
- Forum: Frezowanie / Frezarki Konwencjonalne
- Temat: Frez zatrzymuje się w tulejce ER20. Czy parametry mam ok?
- Odpowiedzi: 27
- Odsłony: 4964
Cóż to jest ?Jak chcesz uprawiać obróbkę HPC , to nie na tym sprzęcie.
Proszę bardzo o sprawdzenie obliczeń. W którym miejscu jest błąd. Obliczenia opisałem dokładnie w arkuszu kalkulacyjnym w załączniku.
Obliczenia sam dokonałem a następnie skorzystałem z kalkulatora WNT. Wyniki prawie się potwierdziły. Stąd uważam że moje obliczenia są ok Poza tym frez dużo lepiej działał przy większych obrotach. Wtedy bokiem frezował. Przymuliło go przy zagłębianiu
Bardzo chciałbym się nauczyć świadomie dobierać parametry, stąd proszę bardziej doświadczonych kolegów o pomoc
- 17 wrz 2016, 10:32
- Forum: Frezowanie / Frezarki Konwencjonalne
- Temat: Frez zatrzymuje się w tulejce ER20. Czy parametry mam ok?
- Odpowiedzi: 27
- Odsłony: 4964
Teraz przerabiam program na freza z VHM fi6. Część robocza długość 17 mm. Muszę się zagłębić na 20 mm ... Mam nadzieję że frezik popracuje.
Co do parametrów dla freza z HSS. Wydaje mi się że nie popełniłem błędu w obliczeniach . Hmm Oprawka ER20 jest na średnicę 12 - 11 mm .. trzonek freza jest na 12 mm. Bardzo denerwujące jest gdy frez zatrzymuje się w materiale... ;/ ale chciałbym bardzo to wyjaśnić w celu uniknięcia takich sytuacji na przyszłość ...
Może jest ktoś z okolic Krzeszowic / Wadowic / Krakowa kto ma wrzeciono chińczyka na te oprawki. Fajnie było by sprawdzić oprawkę jeszcze u kogoś innego ...
Co do parametrów dla freza z HSS. Wydaje mi się że nie popełniłem błędu w obliczeniach . Hmm Oprawka ER20 jest na średnicę 12 - 11 mm .. trzonek freza jest na 12 mm. Bardzo denerwujące jest gdy frez zatrzymuje się w materiale... ;/ ale chciałbym bardzo to wyjaśnić w celu uniknięcia takich sytuacji na przyszłość ...
Może jest ktoś z okolic Krzeszowic / Wadowic / Krakowa kto ma wrzeciono chińczyka na te oprawki. Fajnie było by sprawdzić oprawkę jeszcze u kogoś innego ...
- 17 wrz 2016, 09:36
- Forum: Frezowanie / Frezarki Konwencjonalne
- Temat: Frez zatrzymuje się w tulejce ER20. Czy parametry mam ok?
- Odpowiedzi: 27
- Odsłony: 4964
Frez zatrzymuje się w tulejce ER20. Czy parametry mam ok?
Witam
Wykonuję sobie części do czwartej osi. O tym jednak napiszę w innym temacie na forum.
Potrzebuję wyfrezować uchwyt na wrzeciennik i na servo.
Do obróbki wybrałem frez firmy Fenes taki jak tu:
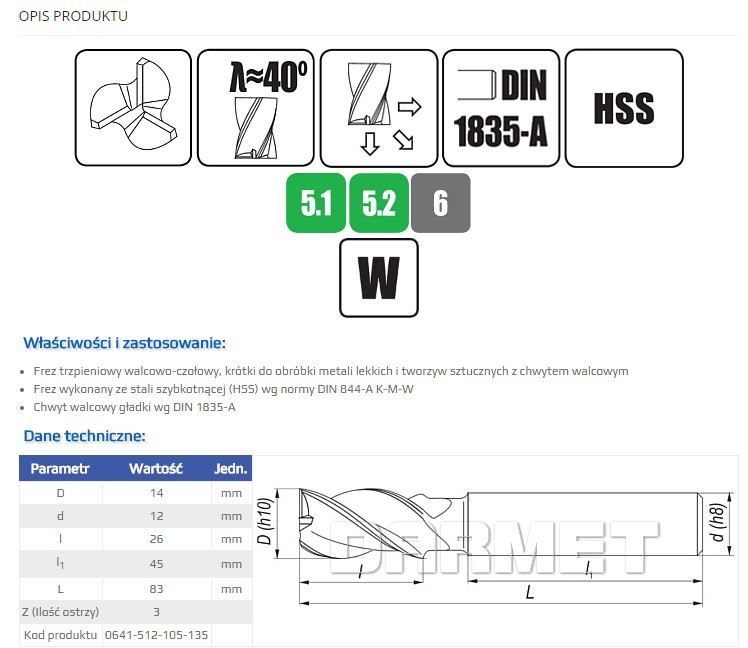
Aluminium (PA6) obrabiałem z następującymi parametrami:
n - 3700 obr/min
vc - 161 m/min
z = 3
fz = 0.109
f = 0.33
vf = 65% z vf = 787.5 mm/min
Zagłębienie aa = 0.25 D = 3.5 mm
ar = 0.1D = 1.4 mm
Prędkość zagłębiania (w osi z) 10% z vf - 80 mm / min
Przy tych parametrach frez nie zagłębiał mi się w materiał - stawał
Również nie chciał pracować powierzchnią boczną
O ile pamiętam zwiększyłem prędkość do 8000 / 9000 zmniejszyłem o 50% posuw i frez zaczął pracować. Zwiększyłem posuw do wcześniejszego przy (787.5 mm/min) - frez pracował powierzchnią boczną ale podczas zagłębiania znów się zatrzymał w oprawce. Zatrzymałem całe frezowanie.
Wyciągłem freza i niestety jedno z ostrzy freza było uszczerbane. Jak powinienem na przyszłość dobrać parametry obróbki żeby móc normalnie frezować ? Może coś nie tak mam z tulejką ER20 ?
Poniżej zamieszczam filmiki z frezowania oraz excela z obliczeniami do parametrów
Z góry serdecznie dziękuję za pomoc.
https://youtu.be/cXtCmNV7Ecs
https://youtu.be/P76-gFlSq00
Wykonuję sobie części do czwartej osi. O tym jednak napiszę w innym temacie na forum.
Potrzebuję wyfrezować uchwyt na wrzeciennik i na servo.
Do obróbki wybrałem frez firmy Fenes taki jak tu:
Aluminium (PA6) obrabiałem z następującymi parametrami:
n - 3700 obr/min
vc - 161 m/min
z = 3
fz = 0.109
f = 0.33
vf = 65% z vf = 787.5 mm/min
Zagłębienie aa = 0.25 D = 3.5 mm
ar = 0.1D = 1.4 mm
Prędkość zagłębiania (w osi z) 10% z vf - 80 mm / min
Przy tych parametrach frez nie zagłębiał mi się w materiał - stawał
Również nie chciał pracować powierzchnią boczną
O ile pamiętam zwiększyłem prędkość do 8000 / 9000 zmniejszyłem o 50% posuw i frez zaczął pracować. Zwiększyłem posuw do wcześniejszego przy (787.5 mm/min) - frez pracował powierzchnią boczną ale podczas zagłębiania znów się zatrzymał w oprawce. Zatrzymałem całe frezowanie.
Wyciągłem freza i niestety jedno z ostrzy freza było uszczerbane. Jak powinienem na przyszłość dobrać parametry obróbki żeby móc normalnie frezować ? Może coś nie tak mam z tulejką ER20 ?
Poniżej zamieszczam filmiki z frezowania oraz excela z obliczeniami do parametrów
Z góry serdecznie dziękuję za pomoc.
https://youtu.be/cXtCmNV7Ecs
https://youtu.be/P76-gFlSq00






