



a a też mam skrót myślowy że milczenie przydupasów jest miarą ważkości argumentów.
Pogrzebałem w parametrach - sam jestem ciekawy - i dwie próbki coś pokazały. Ale kończy mi się materiał wiec to już ostatnia.
I proponuję konkurs z kol. Kamarem gdzie kwalifikacją do startu będzie 7x8 cięty poniżej 30s
https://drive.google.com/file/d/1C7m1v0 ... sp=sharing
Dodane 4 minuty 47 sekundy:
tam już słabo widać bo detal krótki ale zmiana dzwięku, gdy zaczyna iskrzyć, pozwala zobaczyć ile czasu zajęło cięcie
Dodane 1 minuta 14 sekundy:
ups to jest 6x8 tylko już się skończył
Dodane 3 minuty 49 sekundy:
to jakby 120mm2/min. Chinka. Na brudnej płuczce.
Dodane 6 minuty 27 sekundy:
a gdy odpowiednio posteruję bębnem z nawiniętym drutem to wycisnę 150-180mm2/min. To uwaga że manewry z bębnem nic nie wnoszą. Nie wnoszą gdy się nie wie.
Znaleziono 15 wyników
Wróć do „Elektrodrążarka drutowa na LinuxCNC”
- 22 kwie 2024, 17:25
- Forum: Przecinarki drutowe / Elektrodrążarki / EDM
- Temat: Elektrodrążarka drutowa na LinuxCNC
- Odpowiedzi: 920
- Odsłony: 172806
- 22 kwie 2024, 15:30
- Forum: Przecinarki drutowe / Elektrodrążarki / EDM
- Temat: Elektrodrążarka drutowa na LinuxCNC
- Odpowiedzi: 920
- Odsłony: 172806
Re: Elektrodrążarka drutowa na LinuxCNC
odwracasz kota ogonem bo to jest to samo- pełna prędkość ograniczana kontrolą zwarcia U Ciebie nie działa.
Dodane 2 godziny 38 minuty 26 sekundy:
proponowałem Kamarowi próbkę z pionowo ustawionym wpustem (8mm w pionie) ale przecież na forum nie pokaże bo własny ogon by zjadł, nie tylko język.
To ja pokażę
cięcie od 0:24 do 1:10 czyli 46' co daje 60mm2/min
Ale gdyby wymienić płuczkę na czystą i podnieść prąd do 5A (średni na zasilaczu) to te 100mm2/min też przeleci.
Teraz jest tak jak jest bo chinka jak kopciuszek, nie ma kiedy o nią zadbać i jednak wszystko brudne.
https://drive.google.com/file/d/1C1X082 ... sp=sharing
Dodane 2 godziny 38 minuty 26 sekundy:
proponowałem Kamarowi próbkę z pionowo ustawionym wpustem (8mm w pionie) ale przecież na forum nie pokaże bo własny ogon by zjadł, nie tylko język.
To ja pokażę
cięcie od 0:24 do 1:10 czyli 46' co daje 60mm2/min
Ale gdyby wymienić płuczkę na czystą i podnieść prąd do 5A (średni na zasilaczu) to te 100mm2/min też przeleci.
Teraz jest tak jak jest bo chinka jak kopciuszek, nie ma kiedy o nią zadbać i jednak wszystko brudne.
https://drive.google.com/file/d/1C1X082 ... sp=sharing
- 22 kwie 2024, 12:43
- Forum: Przecinarki drutowe / Elektrodrążarki / EDM
- Temat: Elektrodrążarka drutowa na LinuxCNC
- Odpowiedzi: 920
- Odsłony: 172806
Re: Elektrodrążarka drutowa na LinuxCNC
Podskakujesz Kamar i sam sobie nogę podkładasz. Nie przyjdzie Ci do głowy że wiedząc niewiele (to coś innego niż posiadanie) możesz nie zdawać sobie sprawy że patrzysz i nie widzisz. Jak ślepemu trzeba opowiadać o otaczajacej rzeczywistość.
No to opowiem co widzę.
-Wpust 8x6 położny na płasko - czy raczej wiadomo jaki materiał, można podobny wziąść do porównania.
-Ekscytacja że G0 to raczej bzdura bo u każdego może być inna a u mnie w ogóle jej nie ma bo nie steruję Gkodem. Powinienem zażądać abyś ruszył B3 i polegniesz bo nie masz. A ja akurat tak mam. Lepiej/gorzej? Bo to forum CNC?
-Zaczynasz w 0:50 i domyślam się że z możliwie największą wydajnością na jaką Cię stać.
-Kończysz 3:15 czyli w 145' czyli 2,4min. Dla przekroju 6x8=48 daje to 19,8mm2/min.
No du** nie urywa, wręcz dla tak cienkiego (wymiar wzdłuż drutu) materiału to żałośnie wolno. Chinka, czyli ciecie nawrotne z polewaną płuczką, uzyskuje wydajności nawet do 100mm2/min choć jak już się dowiedziałeś jest to kosztem trwałości drutu. (no i rodzaj materiału, płuczki, wysokości tam wszystko jakoś na wydajność wpływa)
Takie ledwo 20mm2/min uzyskuje się w okolicach 200mm wysokości a 15mm2/min dla hartowanych stali blisko 300mm wysokości. Musisz się douczyć.
Dla własnej ciekawości postaw teraz ten wpust wymiarem 8 pionowo - może coś odkryjesz ( ustawiłem 6 dla identyczności w porównaniu)
Tak przy okazji to cięcie wysokiego profilu w aluminiowym wałku nie jest wyczynem - odniesienie do wypasionego sprzętu który nie podołał pokazuje tylko z kim się porównujesz co rzeczywiście może być uzasadnieniem wysokiego ego.
- popatrzmy teraz na przedział 1:00 do 1:30 na Twoim filmie bo tam widać jak "wspaniale" działa ta kontrola zwarcia będąca przyczyną dzisiejszej aktywności na forum. Bo, jak twierdzisz, wystarczy zastopować i linux wszystko nadrobi a machowcy gówno wiedzą.
No u mnie takiej czkawki nie ma i kontroler zwarcia nie blokuje posuwu. Wszelkie takie rozwiązania start/stop przez swoje prostackie działanie gwałtownie zmniejszają wydajność
Gołym okiem więc widać i żadne kreowanie wizerunku tego nie zmieni.
Sam wprowadziłeś do rozmowy mierzalne parametry zamiast przymiotników.
Jak mnie sprowokujesz to ten sam wpust przetną z wydajności 60mm2/min czy 3x szybciej nie możesz.
No i litości , nie pytaj o prędkość drążarki na drut stratny bo takie pytanie stawia Cię za płotem rozumnych.
Przecież tam standardem jest ponad 100mm2/min a i więcej też gdy zadowolić się powierzchnią porównywalną do chinki. Tam pytania nie skończysz bo już dostaniesz odcięte.
Chłopie, cały czas się puszysz na amatorskim forum ale nie próbuj porównywać się wobec pełnowymiarowej technologii bo tam tylko lekceważące wzruszenie ramion wywołasz.
masz, popatrz sobie
https://drive.google.com/file/d/1A8yT69 ... sp=sharing
No głupi jednak nie jesteś to może odkryjesz dlaczego u mnie płuczka ładnie idzie skupiona po drucie a ty chlapiesz jak ślepy po całym warsztacie
Dodane 11 minuty 18 sekundy:
A tak wracając do istoty sprawy czyli kontroli napięcia to sam idealnie pokazałaś jak kiepska kontrola znakomicie obniża wydajność. W okolicy 1:20 widać że start/stop powoduje częstszy postój niż drążenie. Słabo, słabo.
No to opowiem co widzę.
-Wpust 8x6 położny na płasko - czy raczej wiadomo jaki materiał, można podobny wziąść do porównania.
-Ekscytacja że G0 to raczej bzdura bo u każdego może być inna a u mnie w ogóle jej nie ma bo nie steruję Gkodem. Powinienem zażądać abyś ruszył B3 i polegniesz bo nie masz. A ja akurat tak mam. Lepiej/gorzej? Bo to forum CNC?
-Zaczynasz w 0:50 i domyślam się że z możliwie największą wydajnością na jaką Cię stać.
-Kończysz 3:15 czyli w 145' czyli 2,4min. Dla przekroju 6x8=48 daje to 19,8mm2/min.
No du** nie urywa, wręcz dla tak cienkiego (wymiar wzdłuż drutu) materiału to żałośnie wolno. Chinka, czyli ciecie nawrotne z polewaną płuczką, uzyskuje wydajności nawet do 100mm2/min choć jak już się dowiedziałeś jest to kosztem trwałości drutu. (no i rodzaj materiału, płuczki, wysokości tam wszystko jakoś na wydajność wpływa)
Takie ledwo 20mm2/min uzyskuje się w okolicach 200mm wysokości a 15mm2/min dla hartowanych stali blisko 300mm wysokości. Musisz się douczyć.
Dla własnej ciekawości postaw teraz ten wpust wymiarem 8 pionowo - może coś odkryjesz ( ustawiłem 6 dla identyczności w porównaniu)
Tak przy okazji to cięcie wysokiego profilu w aluminiowym wałku nie jest wyczynem - odniesienie do wypasionego sprzętu który nie podołał pokazuje tylko z kim się porównujesz co rzeczywiście może być uzasadnieniem wysokiego ego.
- popatrzmy teraz na przedział 1:00 do 1:30 na Twoim filmie bo tam widać jak "wspaniale" działa ta kontrola zwarcia będąca przyczyną dzisiejszej aktywności na forum. Bo, jak twierdzisz, wystarczy zastopować i linux wszystko nadrobi a machowcy gówno wiedzą.
No u mnie takiej czkawki nie ma i kontroler zwarcia nie blokuje posuwu. Wszelkie takie rozwiązania start/stop przez swoje prostackie działanie gwałtownie zmniejszają wydajność
Gołym okiem więc widać i żadne kreowanie wizerunku tego nie zmieni.
Sam wprowadziłeś do rozmowy mierzalne parametry zamiast przymiotników.
Jak mnie sprowokujesz to ten sam wpust przetną z wydajności 60mm2/min czy 3x szybciej nie możesz.
No i litości , nie pytaj o prędkość drążarki na drut stratny bo takie pytanie stawia Cię za płotem rozumnych.
Przecież tam standardem jest ponad 100mm2/min a i więcej też gdy zadowolić się powierzchnią porównywalną do chinki. Tam pytania nie skończysz bo już dostaniesz odcięte.
Chłopie, cały czas się puszysz na amatorskim forum ale nie próbuj porównywać się wobec pełnowymiarowej technologii bo tam tylko lekceważące wzruszenie ramion wywołasz.
masz, popatrz sobie
https://drive.google.com/file/d/1A8yT69 ... sp=sharing
No głupi jednak nie jesteś to może odkryjesz dlaczego u mnie płuczka ładnie idzie skupiona po drucie a ty chlapiesz jak ślepy po całym warsztacie
Dodane 11 minuty 18 sekundy:
A tak wracając do istoty sprawy czyli kontroli napięcia to sam idealnie pokazałaś jak kiepska kontrola znakomicie obniża wydajność. W okolicy 1:20 widać że start/stop powoduje częstszy postój niż drążenie. Słabo, słabo.
- 21 kwie 2024, 09:15
- Forum: Przecinarki drutowe / Elektrodrążarki / EDM
- Temat: Elektrodrążarka drutowa na LinuxCNC
- Odpowiedzi: 920
- Odsłony: 172806
Re: Elektrodrążarka drutowa na LinuxCNC
Ten fragment wpisu to jest taki bełkot w którym autor używa trudnych słów nie znając ich znaczenia ale sobie je wypisał i epatuje. Ignorancją!kamar pisze: ↑21 kwie 2024, 06:48Co do generatora to uważam, że moje są już wystarczające ale były tu głosy, że PWM badziewny choć nikt lepszego nie wskazał.
Machowcy mają widać problem z prostym zatrzymaniem posuwów na zwarciu i szukają sposobu. W LinuxCNC sprawę załatwiają dwie linijki w Halu. Cala moja energia idzie na odpowiednie dobranie częstotliwości i % wypełnienia w zależności od grubości materiału.
Kamar, nie ma co kwantyfikować PWMa bo jako zjawisko to jest elementarną podstawą drążenia. Bo to na tym polega - jest/ nie ma w odpowiedniej proporcji i szybkości. To właśnie PWM
Wymyśliłeś głosy i z nimi walczysz. Resentymenty demoludów przekute w dzień dzisiejszy wzorem pisów.
Albo ten problem Machowców co to posuwu nie potrafią zatrzymać. Głupiego udajesz czy już nie da się inaczej pompować swego ego. AveKamar!
A swoją energię lepiej skieruj na jeszcze lepsze kierowanie geszeftem - zawsze można lepiej (tyle że mi nic do tego).
rozumiem że mimowoli z rozpędu z Kamarem.kszumek pisze:PWM może i badziewny ale raczej w takim rozumieniu że chińczyk może się szybciej popsuć, a nie sygnał niepoprawny daje
Ale co w chinczyku ma sie popsuć? Tu na forum można policzyć ilość zapytań o niedziałanie urządzeń markowych - mają własne działy - i porównać z pytaniami o chinkę. Tylko jeszcze treść tych pytań gdzie chinka to głównie jak zrobić ją samemu a nie że się popsuła. Bo wtedy nożyczki papier i naprawione przez każdego.
- 20 kwie 2024, 23:57
- Forum: Przecinarki drutowe / Elektrodrążarki / EDM
- Temat: Elektrodrążarka drutowa na LinuxCNC
- Odpowiedzi: 920
- Odsłony: 172806
Re: Elektrodrążarka drutowa na LinuxCNC
O,O,O, właśnie to , takie!
Kto generator buduje na tej stronie ląduje. Wręcz kultowa w niewielkich zasobach internetu (nie umiem dużo znaleźć) i sam też się nią inspirowałem.
Ale chciałem coś prostego odpowiednio do swoich umiejętności no i do natychmiastowego efektu bo kto by tam czekał.
Skończyło się takim czymś - choć nie jest skończone i wiele można poprawić ale działa więc dalej już się nie chce.
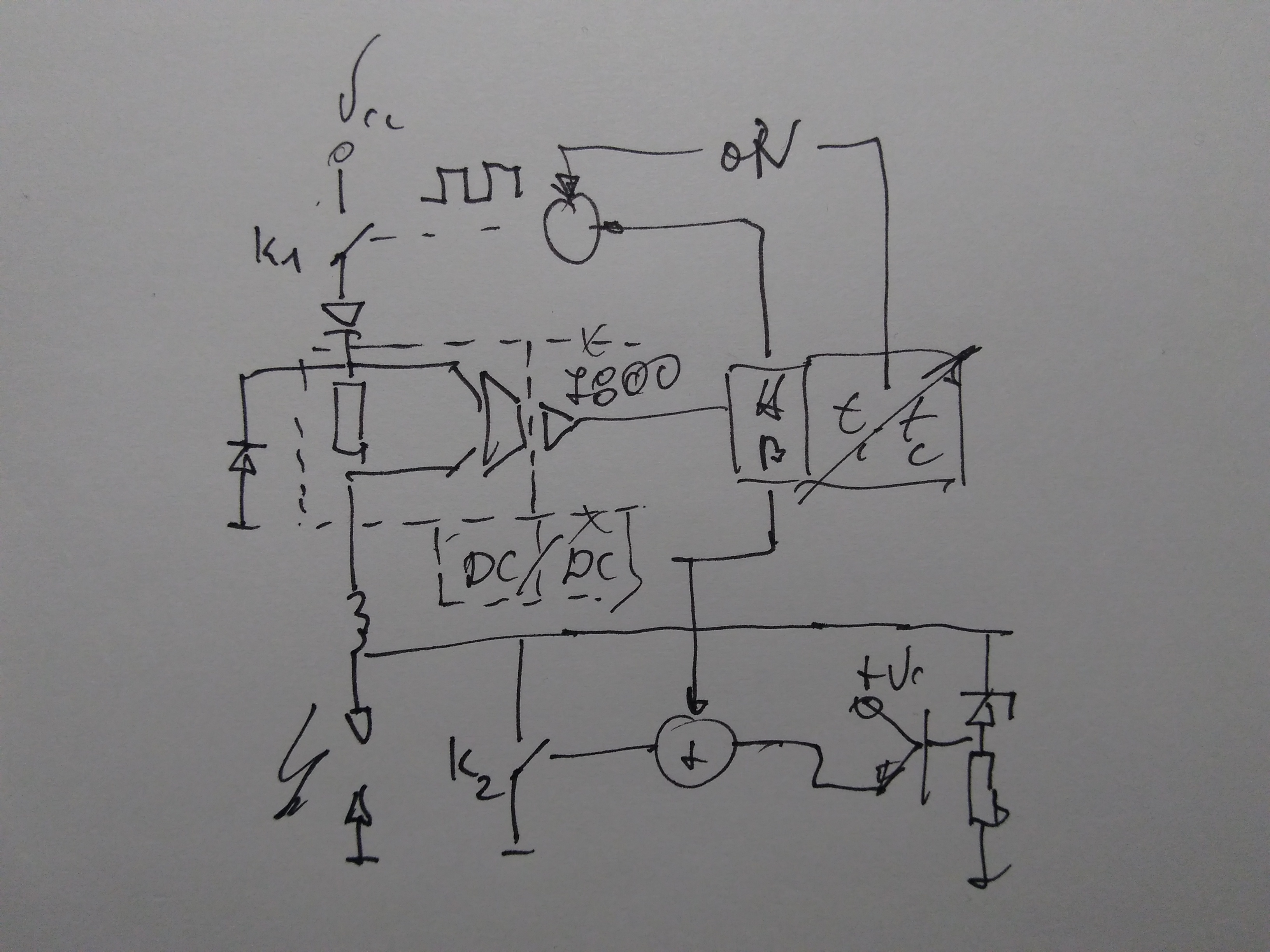
To jest jakby układowo generator na opornikach tylko stabilizacja prądu robiona jest źródłem a nie załączaną rezystancją.
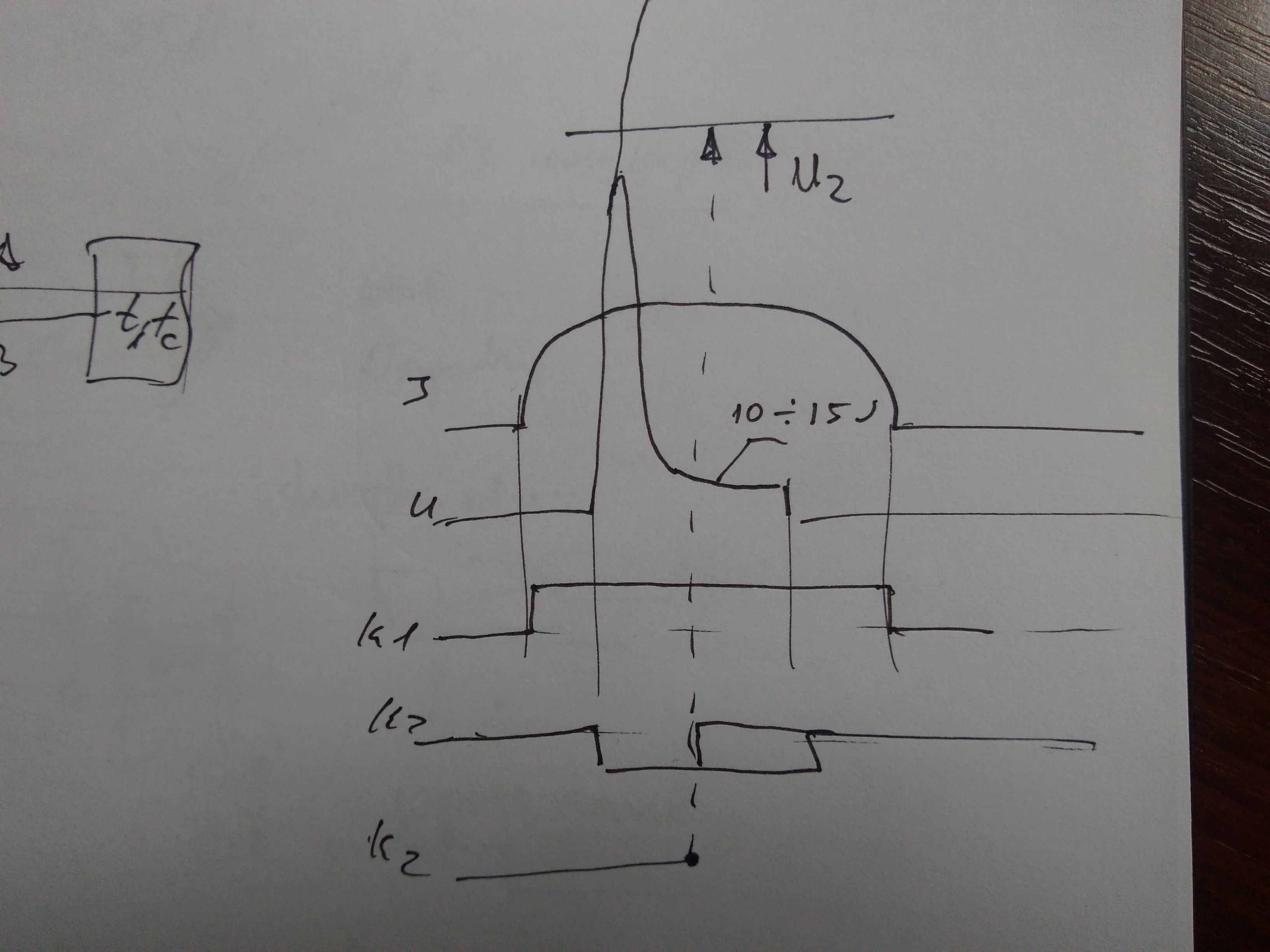
Dołożony jest zapłon z klucza k2 który pozwala kształtować zbocze i pik zapłonu oraz kształt końca impulsu.
Normalnie załączysz klucz k1 to na oporniku kontrolujesz prąd stabilizowany w cewce i impuls ma określoną wartość.
Ale takie załączanie psuje zbocze i wygląda kluskowato jak w przebiegu I
To zewrzyj szczelinę za pomocą K2 i poczekaj aż w cewce narośnie i wtedy zablokuj K2 - pik gwarantowany i zapłon szczeliny.
Podobnie wyłączenie impulsu zwarciem K2 pozwala ostro zamknąć przebieg i łagodnie wyłaczyć cewkę.
Kłopot tylko gdy nie nastąpi zapłon bo materiał daleko i pik leci do góry - wtedy zenerka gasi nadmiarowe napięcia. No tu trzeba popracować aby K2 nie załączał się za szybko ale też wystarczająco wcześnie aby siębiesamecho ochronić.
No i tu wpływ pasożytniczych trzeba wymacać - każde wykonanie kabelków jest inne a czasu w przebiegach niewiele.
Sterując opóźnieniem K1/K2 możesz wpłynąć na efekt w twardych stalach (szczególnie w początkach narastania w cewce) a ujemna zwłoka K2/K1 pozwala smużyć dla drążenia miękkich.
Oscyloskop w łapę i fajna zabawa. Nie lekceważ separacji wokoło rezystora źródła - HCPL7800+ separowane zasilanie(przetwornica albo galwanicznie odcięty zasilacz. Bez tego było kilka dymnych efektów.
Ćwicz i się chwal, jutro zrobię zdjęcie wnętrzamojej szafy jak narastały rozwiązania - kol od frezarki z zabezpieczeniem wszystkiego będzie mógł się ze swoim bałagane schować
Ja to mam dopiero!!!
Dodane 1 minuta 32 sekundy:
a gdy zobaczysz to będziesz wiedział że widzisz? Czyjeś! Niemożliwe.kamar pisze:Czy kiedyś zobaczę
Dodane 15 minuty 57 sekundy:
nie muszę chodzić, mam.
Wnętrze wgłębnej po uruchomieniu i dostawieniu wymyślonych przystawek - głównie wiertarka i drążenie poziome.
Miało być wszystko wyrzucone i na nowo uczesane ale skoro działa...
Kol Kamar, widzisz DZIAŁA DZIAŁA DZIAŁA. I wiadomo co jest pod gałką.
No jednak nie widzisz.
Dodane 2 minuty 54 sekundy:
tyle Twojego co kupionegokamar pisze:a nie moje
- 18 kwie 2024, 20:18
- Forum: Przecinarki drutowe / Elektrodrążarki / EDM
- Temat: Elektrodrążarka drutowa na LinuxCNC
- Odpowiedzi: 920
- Odsłony: 172806
Re: Elektrodrążarka drutowa na LinuxCNC
czyli gałka. A pod gałką coś, jakoś, robi dobrze duże, małe?
czy wystarczy tylko gałkę kupić i dobrze ustawić?
Ważne jedno co najmniej. Da się zrobić.
czy wystarczy tylko gałkę kupić i dobrze ustawić?
Ważne jedno co najmniej. Da się zrobić.
- 18 kwie 2024, 19:12
- Forum: Przecinarki drutowe / Elektrodrążarki / EDM
- Temat: Elektrodrążarka drutowa na LinuxCNC
- Odpowiedzi: 920
- Odsłony: 172806
Re: Elektrodrążarka drutowa na LinuxCNC
to właśnie jest clou tego zagadnienia. Doktoryzowałeś się sam czy w spadku?kamar pisze:Dobrze ustawiona czułość zwarcia
- 18 kwie 2024, 18:08
- Forum: Przecinarki drutowe / Elektrodrążarki / EDM
- Temat: Elektrodrążarka drutowa na LinuxCNC
- Odpowiedzi: 920
- Odsłony: 172806
Re: Elektrodrążarka drutowa na LinuxCNC
nataka aby Ci nie pikało zanadto szpilkami przy podtrzymaniu i aby nie była zbyt ociężała po załączeniu.
Ja wziąłem na pałę rdzeń 5cm na dławik nawinąłem 40zw fi2 i gotowe.
Ja wziąłem na pałę rdzeń 5cm na dławik nawinąłem 40zw fi2 i gotowe.
- 18 kwie 2024, 16:52
- Forum: Przecinarki drutowe / Elektrodrążarki / EDM
- Temat: Elektrodrążarka drutowa na LinuxCNC
- Odpowiedzi: 920
- Odsłony: 172806
Re: Elektrodrążarka drutowa na LinuxCNC
Nawet amator chce możliwie szybko.
Generator to jedna sprawa a kontrola posuwu to osobne zagadnienie. Zostaw taki jaki jest a dołóż moduł z analizą napięcia. To najprościej gdy wstawisz kondziołka i na nim będziesz patrzył jak odkłada się napięcie.
Napięcie na łuku to około 15V. Jeżeli większość impulsów nie powoduje iskry to nie rozładowana energia podnosi napięcie średnie i można jechać posuwem na maxa.
Gdy zbliżysz się do materiału impulsy zaczynaja się rozładowywać jako iskry i napięcie spada w pobliże napięcia łuku.
Ale gdy zaczynasz wchodzić w zwarcie to napięcie odpowiednio spada aż do zera, ale wtedy jest już zdecydowanie źle.
Zrób regulator, chociaż skokowy, dwa, trzy zakresy biegu podawane na wejścia LPT (+ zwarcie czyli 4 druty) a jeżeli potrafisz to liniowe przetwarzanie podrzucane Machowi który będzie zmniejszał % posuwu. To banalny układzik na kilku komparatorach.
Ale popatrz jeszcze na bardziej rozbudowaną sprawę.
Jeżeli regulujesz/ustawiasz napięcie, ustawiasz wartość prądu oraz zmieniasz czasy Ti,Tc to w efekcie wartość energetyczna jako średnia też będzie się zmieniać. Warto więc postawić dwa układy - jeden jako wzorcowy który napięcie odniesienia modyfikuje zależnie od nastaw generatora i drugi który jest pomiarowym ale względem pierwszego a nie sztywnej wartości 15V .
Brakuje Ci parametrów? Wyjściowo to 15V
Dodane 1 minuta 6 sekundy:
Wypić można i w parku, a co.
Dodane 5 minuty 18 sekundy:
można też w kontrolowany sposób rozładowywać kondensator pomiarowy odpowiednio do nastaw generatora.
Równowaga ładowania i rozładowania będzie miarą efektywności drążenia.
Dodane 18 minuty 9 sekundy:
a co tam, dopiszę
Gdy spodoba Ci się zabawa w drążenie a wiedzy wystarczy to zmień ten generator na jednokluczowy.
Rozwiązania chińskie to głównie generatorek który załącza tranzystory z opornikiem - ile tranzystorów podłączonych do klucza tyle razem prądu w iskrze. Ale kształt prądu w impulsie jest najistotniejszą sprawą - pionowy narost wartości najbardziej widać w efektach. Każde pochylenie zbocza czy spłaszczenie zamknięcia impulsu to pogorszenie jakości lub wydajności. A z opornikami w kluczach trudno o stromość zbocza bo indukcyjności oporników (w większości drutowych) i okablowanie mają duży wpływ.
Odwróć sytuację.
Źródło prądowe z przetwarzaniem na indukcyjności wystawia w stały sposób prąd drążenia który podawany jest prze cewkę zapłonową do elektrody.
druga elektroda na masie jak typowo.
Ale do górnej elektrody podłączony jest tranzystor kluczujący który zwiera łuk i gasi go przejmując cały prąd ze źródła - masz pionowe zamkniecie łuku.
Przy ponownym impulsie klucz jest otwierany a indukcyjność na górze wymusza zapłon w szczelinie. Piki nawet kilowoltowe (UWAGA - gruba izolacja pętli szczelina , diody zwrotne, cewka) dają pionowy narost prądu.
Oczywiście, tranzystor kluczujący to z tych typu parowóz.
No i zasilacz nie musi mieć 100V, wystarczy 24DC, nie grzeją się żadne oporniki - parę kWh oszczędzone.
Generator to jedna sprawa a kontrola posuwu to osobne zagadnienie. Zostaw taki jaki jest a dołóż moduł z analizą napięcia. To najprościej gdy wstawisz kondziołka i na nim będziesz patrzył jak odkłada się napięcie.
Napięcie na łuku to około 15V. Jeżeli większość impulsów nie powoduje iskry to nie rozładowana energia podnosi napięcie średnie i można jechać posuwem na maxa.
Gdy zbliżysz się do materiału impulsy zaczynaja się rozładowywać jako iskry i napięcie spada w pobliże napięcia łuku.
Ale gdy zaczynasz wchodzić w zwarcie to napięcie odpowiednio spada aż do zera, ale wtedy jest już zdecydowanie źle.
Zrób regulator, chociaż skokowy, dwa, trzy zakresy biegu podawane na wejścia LPT (+ zwarcie czyli 4 druty) a jeżeli potrafisz to liniowe przetwarzanie podrzucane Machowi który będzie zmniejszał % posuwu. To banalny układzik na kilku komparatorach.
Ale popatrz jeszcze na bardziej rozbudowaną sprawę.
Jeżeli regulujesz/ustawiasz napięcie, ustawiasz wartość prądu oraz zmieniasz czasy Ti,Tc to w efekcie wartość energetyczna jako średnia też będzie się zmieniać. Warto więc postawić dwa układy - jeden jako wzorcowy który napięcie odniesienia modyfikuje zależnie od nastaw generatora i drugi który jest pomiarowym ale względem pierwszego a nie sztywnej wartości 15V .
Brakuje Ci parametrów? Wyjściowo to 15V
Dodane 1 minuta 6 sekundy:
Wypić można i w parku, a co.
Dodane 5 minuty 18 sekundy:
można też w kontrolowany sposób rozładowywać kondensator pomiarowy odpowiednio do nastaw generatora.
Równowaga ładowania i rozładowania będzie miarą efektywności drążenia.
Dodane 18 minuty 9 sekundy:
a co tam, dopiszę
Gdy spodoba Ci się zabawa w drążenie a wiedzy wystarczy to zmień ten generator na jednokluczowy.
Rozwiązania chińskie to głównie generatorek który załącza tranzystory z opornikiem - ile tranzystorów podłączonych do klucza tyle razem prądu w iskrze. Ale kształt prądu w impulsie jest najistotniejszą sprawą - pionowy narost wartości najbardziej widać w efektach. Każde pochylenie zbocza czy spłaszczenie zamknięcia impulsu to pogorszenie jakości lub wydajności. A z opornikami w kluczach trudno o stromość zbocza bo indukcyjności oporników (w większości drutowych) i okablowanie mają duży wpływ.
Odwróć sytuację.
Źródło prądowe z przetwarzaniem na indukcyjności wystawia w stały sposób prąd drążenia który podawany jest prze cewkę zapłonową do elektrody.
druga elektroda na masie jak typowo.
Ale do górnej elektrody podłączony jest tranzystor kluczujący który zwiera łuk i gasi go przejmując cały prąd ze źródła - masz pionowe zamkniecie łuku.
Przy ponownym impulsie klucz jest otwierany a indukcyjność na górze wymusza zapłon w szczelinie. Piki nawet kilowoltowe (UWAGA - gruba izolacja pętli szczelina , diody zwrotne, cewka) dają pionowy narost prądu.
Oczywiście, tranzystor kluczujący to z tych typu parowóz.
No i zasilacz nie musi mieć 100V, wystarczy 24DC, nie grzeją się żadne oporniki - parę kWh oszczędzone.
- 18 kwie 2024, 11:32
- Forum: Przecinarki drutowe / Elektrodrążarki / EDM
- Temat: Elektrodrążarka drutowa na LinuxCNC
- Odpowiedzi: 920
- Odsłony: 172806
Re: Elektrodrążarka drutowa na LinuxCNC
spróbuj przeliczyć posuw na zachowawcze wartości 10-30mm2/min.






